


高進給刀具的加工應用
2021-4-8 來源:許昌煙草機械有限責任公司 作者:牛卿艷,韓旭光
摘要: 通過分析槽類零件加工中遇到的問題,探討了槽類加工中因刀具折損引起的成本增高和加工效率較低的關鍵因素。對刀具類型和加工成本進行綜合分析,完善了現有的加工方案,找到了合適的加工刀具和加工策略,降低了加工成本。
關鍵詞: 槽類加工; 刀具; 加工策略; 加工成本; 加工效率; 加工中心
1、引言
槽類零件加工中通常存在排屑不暢的問題。由于合金材料粘膩,易引起刀具擠屑和散熱困難,導致夾刀、斷刀的現象,降低了刀具壽命和加工效率,增加了加工成本,應結合工況合理選用刀具及加工策略,提高槽類的加工效率,降低加工成本。
本文選取新型 980ML 高進給刀具和經典的整體硬質合金刀具,對不同零件的多個槽類進行對比加工,從加工時間、加工成本、加工效率和金屬去除率等方面進行數據匯總和分析,并對新刀具的加工方案進行驗證,對槽類零件現有加工方案進行完善。
1、刀具特點
( 1) 刀具結構
980ML 高進給銑刀的整體構造和加工特點見圖 1。刀具的 κ 較小,最大約 15°,有效地減小了刀具的徑向受力,提高了刀具軸向受力能力,保護了刀具韌帶,提高了刀具的使用壽命。刀具采用縮頸設計,刀頸部直徑 D3
小于刀具直徑 D,有利于排屑,減少切屑堆積,便于刀具散熱,保護刀刃的韌性。刀具采用縮頸高進給加工,便于大懸伸工況深度方向的加工,擴大了刀具的應用范圍。
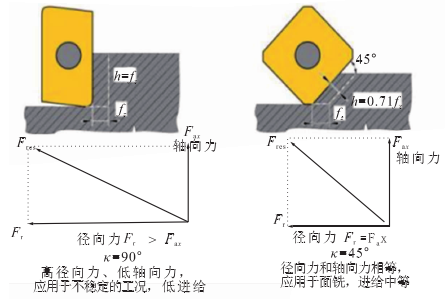
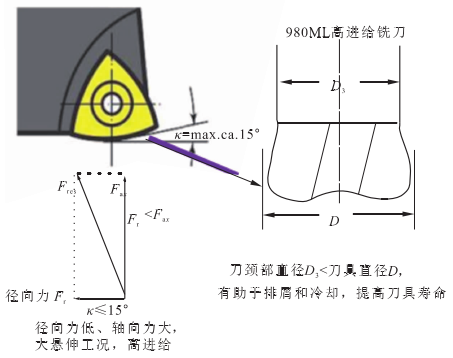
圖 1 980ML 高進給銑刀的整體構造和加工特點
( 2) 刀具加工特點
980ML 高進給銑刀的適用性較整體硬質合金刀具更苛刻。其“小切深,高進給”加工策略中的“高進給”加工,對機床的高速性能要求較高,因此該刀具僅適用于輕型高速銑削機床。
其加工的優勢如下:
①刀具的縮頸結構和刀尖處的大圓弧設計,使刀具加工時主要受徑向力作用,便于排屑和散熱。在采用相同進給量時,該刀具比整體硬質合金刀具提供更長的使用壽命。當采用高進給加工時,可顯著提升生產率;
②“小切深,高進給”的加工策略,需要提高刀刃的鋒利性,使其更適于加工深槽、鋼件和硬度不超過 HRC62 的淬硬鋼、不銹鋼、超合金以及鈦合金等粘膩材料。
降低了生產成本,并最大限度地減少振動和機床磨損。整體硬質合金立銑刀對加工工況要求較低,是較為通用的加工刀具。但在槽類零件加工時,由于其切削刃處的排屑槽相對較淺,且不存在縮頸設計,使深槽類零件加工排屑不便,易導致槽類零件被加工面光潔度較差和刀具折斷的現象。
3、刀具加工實例對比
鑒于 980ML 高進給刀具在加工中心上受到的限制,在 MAZAK 車銑復合加工中心上進行高速銑削加工試驗對比。
3.1配氣座圓弧槽加工
選取零件配氣座的圓弧槽進行加工試驗。配氣座零件共 57 件,材料為 3Cr13。整體硬質合金刀具加工方案選用 PM-4R-D8R1 具進行分層銑削,而高進給刀具加工方案選用 980ML08-MEGA 刀具進行分層銑削。配氣座零件及整體硬質合金刀具加工見圖 2,高進給刀具加工見圖 3。
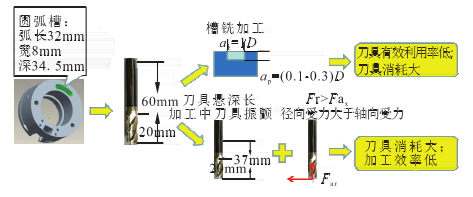
圖 2 配氣座圓弧槽及整體硬質合金刀具加工
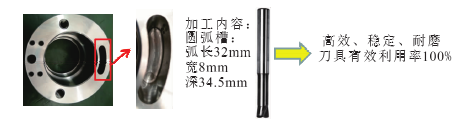
圖 3 配氣座圓弧槽及高進給刀具加工
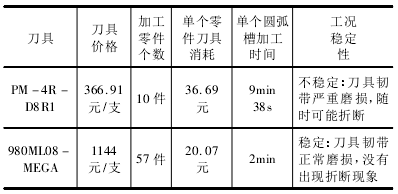
由表 1 可知,應用 980ML 型高速銑刀后,單件加工效率提高了 79. 2% ,刀具成本降低了 45. 3% ,證明了 980ML 新型刀具的加工高效性以及對高合金材料的耐磨性。
表 1 配氣座圓弧槽加工試驗結果對比
3.2底座加工
底座材料為 12Cr18Ni9Ti,因其含 Ni 和 Ti 等元素,屬于難加工材料,其結構見圖 4。需要加工圖 5中特征一( 寬度 4. 5mm,深 14mm) 、特征二( 寬度4. 5mm,深 9mm) 和特征三( 寬度 6. 6mm,深 14m) 。運用槽類加工思維進行加工,對相同區域加工時,1 把刀具能完成的金屬去除率切削數據對比見表 2。
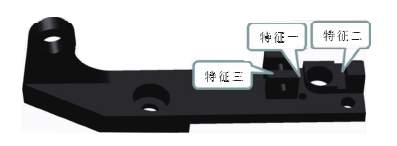
圖 4 底座零件結構
表 2 底座加工試驗數據對比
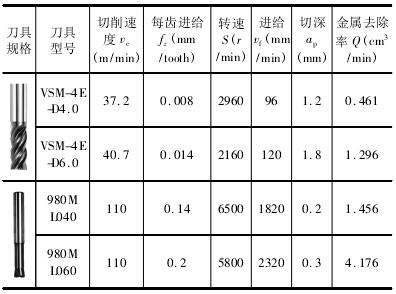
由表 2 可知,應用刀具推薦參數對零件狹窄處的特征進行加工,同規格的 980ML 型高速銑刀的金屬去除率較 VSM-4E 型刀具分別提高了 3. 16 倍和3. 22 倍,有效提高了零件的加工效率。
4、結語
由實際加工數據可知,加工槽類零件時,980ML高進給刀具能有效地降低刀具加工成本,提高加工效率,這充分肯定了新型 980ML 刀具“小切深,高進給”加工方案的可行性。
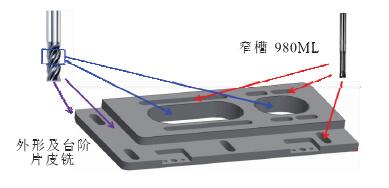
圖 5 多種刀具加工策略
當加工中心工況滿足高速銑削要求時,應優先選用 980ML 高進給刀具“小切深,高進給”的切削策略。對于重型力量型加工中心,由于其進給較低,則可采用傳統的整體立銑刀進行槽類加工。兩種刀具均可配合“擺線銑”“片皮銑削”等多種加工策略( 見圖 5) ,不僅可完善零件外形、溝槽及型腔的加工方案,還可解決加工中心由于轉速和機床性能差異帶來刀具受限的問題,為不同工況環境加工提供更多的選擇。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

