


新型汽車曲軸鍛壓工藝的優(yōu)化
2019-1-17 來源: 長春汽車工業(yè)高等專科學(xué)校 作者:石慶國
摘 要:研究了始鍛溫度、終鍛溫度和鍛壓變形量 3 個(gè)工藝參數(shù)對 38Mn VAl Mg 新型汽車曲軸彎曲疲勞性能和熱疲勞性能的影響。 結(jié)果表明:隨始鍛溫度從 1050 ℃增加至 1150 ℃或終鍛溫度從 750 ℃增加至 950 ℃或鍛壓變形量從6%增加至 12%,新型汽車曲軸的彎曲疲勞性能和熱疲勞性能均先提高后下降 ,中值疲勞強(qiáng)度先增大后減小 ,熱疲勞試驗(yàn)后的主裂紋級別、網(wǎng)狀裂紋級別和熱疲勞裂紋級別均先減小后增大。 始鍛溫度、終鍛溫度和鍛壓變形量分別優(yōu)選為1100 ℃、850 ℃、10%。
關(guān)鍵詞:鍛壓工藝; 汽車曲軸; 38Mn VAl Mg 鋼; 熱疲勞性能; 彎曲疲勞性能
曲軸作為重要的汽車零件, 吸引了眾多科研工作者和工程技術(shù)人員的研究興趣。 在汽車曲軸的材料選擇、熱處理工藝和表面強(qiáng)化方面,人們進(jìn)行了較多的研究,也取得了較多的成果。 但是,關(guān)于汽車曲軸鍛壓工藝的研究還較少。
鍛壓工藝對汽車曲軸的綜合性能有重要影響。 隨著汽車曲軸性能要求的提高,現(xiàn)有的 40Cr、38Mn V 等材料往往難以滿足市場的需求。 為此,本文對 38Mn VAl Mg 新型汽車曲軸進(jìn)行不同工藝的鍛壓試驗(yàn), 并進(jìn)行彎曲疲勞試驗(yàn)和熱疲勞試驗(yàn)。
通過彎曲疲勞性能和熱疲勞性能測試與分析,對新型汽車曲軸的鍛壓工藝進(jìn)行了優(yōu)化。
1 、試驗(yàn)材料及方法
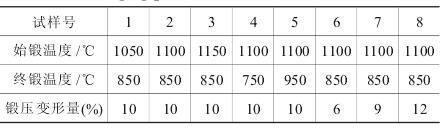
試驗(yàn)材料為 38Mn VAl Mg 鋼, 其化學(xué)成分如表1 所示。 新型汽車曲軸的鍛壓工藝如表 2 所示。 鍛壓變形量的計(jì)算公式為:鍛壓變形量=(鍛造前曲軸毛坯 1/2 長度處的橫截面積÷鍛造后曲軸鍛壓件 1/2長度處的橫截面積)×100%。 新型汽車曲軸為尼桑FD6T 改進(jìn)后的曲軸 , 主軸頸 71 mm, 連桿徑 60mm,中心距為 58 mm。
表 1 38Mn VAl Mg 鋼的化學(xué)成分(質(zhì)量分?jǐn)?shù),%)

表 2新型汽車曲軸的鍛壓工藝
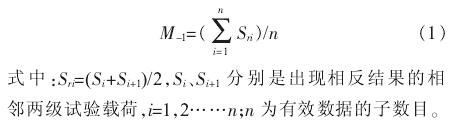
疲勞試樣取自主軸頸、連桿和曲柄臂。對不同鍛壓工藝的新型汽車曲軸試樣,采用拉-壓加載對稱循環(huán)疲勞, 在 諧振式曲 軸疲勞試驗(yàn) 機(jī)上 , 參照 QC/T637-2000《汽車發(fā)動(dòng)機(jī)曲軸彎曲疲勞試驗(yàn)方法 》進(jìn)行彎曲疲勞性能測試。 試驗(yàn)循環(huán)為 1×107次,采用升降法測試,根據(jù)公式(1)得出試樣的中值疲勞強(qiáng)度,用以表征試樣的彎曲疲勞性能。 參照 GB/T15824-2008進(jìn)行試樣熱疲勞性能測試, 在 500~25℃冷熱循環(huán)1000 次后用 PG18 型金相顯微鏡觀察熱疲勞裂紋形貌,并依據(jù) GB/T15824-2008 進(jìn)行裂紋評級,用以表征試樣的熱疲勞性能。
用升降法測曲拐的疲勞極限M-1,最后確定曲軸的 M-1。
2 、試驗(yàn)結(jié)果及討論
2.1 始鍛溫度的影響
采用不同的始鍛溫度、相同的終鍛溫度(850℃)和鍛壓變形量(10%)對 38Mn VAl Mg 新型汽車曲軸試樣進(jìn)行鍛壓試驗(yàn)。 始鍛溫度對新型汽車曲軸試樣的彎曲疲勞性能影響如圖 1 所示。
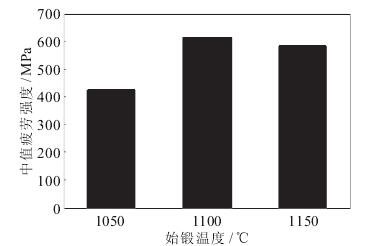
圖 1 始鍛溫度對試樣彎曲疲勞性能的影響
從圖 1 可看出,隨始鍛溫度從 1050℃增加至 1150℃, 新型汽車曲軸的中值疲勞強(qiáng)度先提高后下降。 當(dāng)始鍛溫度為 1100℃時(shí),新型汽車曲軸的中值疲勞強(qiáng)度最高(614 MPa)。
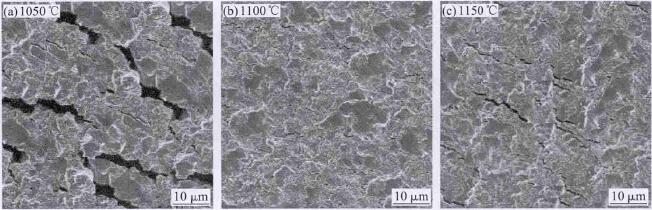
圖 2 不同始鍛溫度試樣彎曲疲勞斷口 SEM 照片
圖 2 是不同始鍛溫度鍛壓的 38Mn VAl Mg 新型汽車曲軸試樣彎曲疲勞斷口 SEM 照片。 從圖 2 可看出,采用較低的始鍛溫度(1050℃)時(shí),新型汽車曲軸彎曲疲勞試驗(yàn)后斷口出現(xiàn)較多粗大的裂紋, 試樣的彎曲疲勞性能較差; 當(dāng)始鍛溫度升高到 1100℃時(shí),新型汽車曲軸彎曲疲勞試驗(yàn)后斷口中沒有出現(xiàn)明顯的粗大裂紋, 僅有極小的裂紋, 試樣的彎曲疲勞性能較 1050℃始鍛溫度試樣得到明顯改善。
當(dāng)始鍛溫度進(jìn)一步提高到 1150℃時(shí),新型汽車曲軸彎曲疲勞試驗(yàn)后斷口中的裂紋明顯增大, 試樣的彎曲疲勞性能較 1100℃始鍛溫度試樣有所降低。 這與試樣的中值疲勞強(qiáng)度測試結(jié)果一致。由此可以看出,始鍛溫度是影響鍛壓態(tài) 38Mn VAl Mg 新型汽車曲軸試樣彎曲疲勞性能的重要影響因素。
從改善 38Mn VAl Mg 新型汽車曲軸彎曲疲勞性能出發(fā), 始鍛溫度不宜過高也不宜過低,優(yōu)選為 1100℃。
始鍛溫度對新型汽車曲軸試樣的熱疲勞性能影響如圖 3 所示。 根據(jù)國標(biāo) GB/T15824-2008,材料的熱疲勞裂紋級別等于主裂紋級別與網(wǎng)狀裂紋級別之和。熱疲勞裂紋級別數(shù)值越小,材料的熱疲勞性能越好;反之,熱疲勞裂紋級別數(shù)值越大,材料的熱疲勞性能越差。
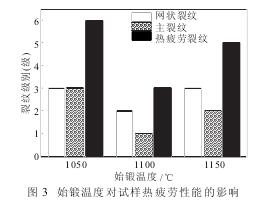
從圖 3 可看出,隨始鍛溫度從 1050℃增加至 1150 ℃,新型汽車曲軸的主裂紋級別、網(wǎng)狀裂紋級別和熱疲勞裂紋級別均表現(xiàn)出先減小后增大的變化趨勢。 當(dāng)始鍛溫度為 1100℃時(shí),新型汽車曲軸的主裂紋級別、 網(wǎng)狀裂紋級別和熱疲勞裂紋級別均最小,分別為 1、2、3 級。
圖 4 是不同始鍛溫度鍛壓的38Mn VAl Mg 新型汽車曲軸試樣熱疲勞試驗(yàn)后主裂紋形貌。
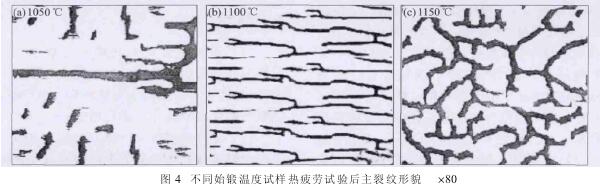
從圖 4 可看出,采用較低的始鍛溫度(1050℃)時(shí),新型汽車曲軸熱疲勞試驗(yàn)后主裂紋較粗,與國標(biāo) GB/T 15824-2008 規(guī)定的 3 級主裂紋相一致;當(dāng)始鍛溫度升高到 1100℃時(shí),新型汽車曲軸熱疲勞試驗(yàn)后主裂紋細(xì)小, 與 GB/T 15824-2008 規(guī)定的 1級主裂紋相一致。
當(dāng)始鍛溫度進(jìn)一步提高到 1150℃時(shí),新型汽車曲軸熱疲勞試驗(yàn)后主裂紋較粗,與國標(biāo)GB/T 15824-2008 規(guī)定的 2 級主裂紋相一致。 這與試樣的熱疲勞試驗(yàn)的裂紋級別測試結(jié)果一致。 由此可以看出, 始鍛溫度是影響鍛壓態(tài) 38Mn VAl Mg 新型汽車曲軸試樣熱疲勞性能的重要影響因素。
從改善38Mn VAl Mg 新型汽車曲軸熱疲勞性能出發(fā) , 始鍛溫度不宜過高也不宜過低,優(yōu)選為 1100℃。
2.2 終鍛溫度的影響
采用不同的終鍛溫度、相同的始鍛溫度(1100℃)和鍛壓變形量(10%)對 38VAl Mg 新型汽車曲軸試樣進(jìn)行鍛壓試驗(yàn)。終鍛溫度對新型汽車曲軸試樣的彎曲疲勞性能影響如圖 5 所示。
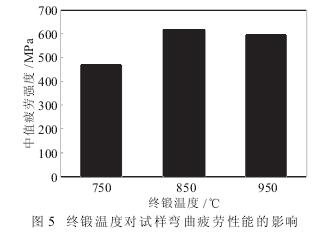
從圖可看出,隨終鍛溫度從 750℃增加至 950℃, 新型汽車曲軸的中值疲勞強(qiáng)度也表現(xiàn)出先提高后下降。 當(dāng)終鍛溫度為 850℃時(shí), 新型汽車曲軸的中值疲勞強(qiáng)度最大(614 MPa)。 采用不同的終鍛溫度、相同的始鍛溫度(1100 ℃)和鍛壓變形量(10%)對 38Mn VAl Mg 新型汽車曲軸試樣進(jìn)行鍛壓試驗(yàn), 終鍛溫度對新型汽車曲軸試樣的熱疲勞裂紋級別影響如圖 6 所示。
根據(jù)GB/T 15824-2008,材料的熱疲勞裂紋級別等于主裂紋級別與網(wǎng)狀裂紋級別之和。 熱疲勞裂紋級別數(shù)值越小,材料的熱疲勞性能越好;反之,熱疲勞裂紋級別數(shù)值越大
,材料的熱疲勞性能越差。
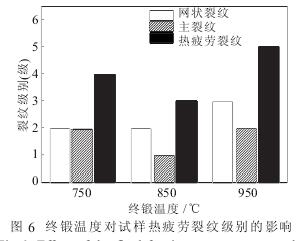
從圖 6 可以看出,隨終鍛溫度從 750℃增加至 950℃,新型汽車曲軸的主裂紋級別、 網(wǎng)狀裂紋級別和熱疲勞裂紋級別均表現(xiàn)出先減小后增大的變化趨勢。 當(dāng)終鍛溫度為 850℃時(shí),新型汽車曲軸的主裂紋級別、網(wǎng)狀裂紋級別和熱疲勞裂紋級別均最小,分別為 1、2、3 級。
由此可以看出, 終鍛溫度是影響鍛壓態(tài) 38Mn VAl Mg新型汽車曲軸試樣疲勞性能的重要影響因素。 從改善 38Mn VAl Mg 新型汽車曲軸彎曲疲勞性能和熱疲勞性能出發(fā),終鍛溫度不宜過高也不宜過低,優(yōu)選為850 ℃。
2.3 鍛壓變形量的影響
采用不同的鍛壓變形量、相同的始鍛溫度(1100℃)和終鍛溫度(850 ℃)對 38Mn VAl Mg 新型汽車曲軸試樣進(jìn)行鍛壓試驗(yàn)。 鍛壓變形量對新型汽車曲軸試樣的彎曲疲勞性能影響如圖 7 所示。
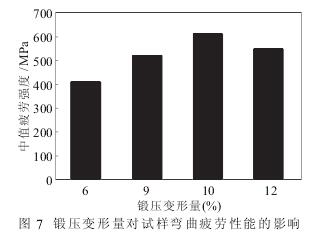
從圖可看出,隨鍛壓變形量從 6%增加至 12%,新型汽車曲軸的中值疲勞強(qiáng)度先提高后下降。 當(dāng)鍛壓變形量為 10%時(shí),新型汽車曲軸的中值疲勞強(qiáng)度最大(614MPa)。采用不同的鍛壓變形量、 相同的始鍛溫度和終鍛溫度, 對 38Mn VAl Mg 新型汽車曲軸試樣進(jìn)行鍛壓試驗(yàn)。
鍛壓變形量對新型汽車曲軸試樣的熱疲勞性能影響如圖 8 所示。

從圖 8 可看出, 隨鍛壓變形量從6%增加至 12%,新型汽車曲軸的主裂紋級別 、網(wǎng)狀裂紋級別和熱疲勞裂紋級別均表現(xiàn)出先減小后增大的變化趨勢。
當(dāng)鍛壓變形量為 10%時(shí),新型汽車曲軸的主裂紋級別、 網(wǎng)狀裂紋級別和熱疲勞裂紋級別均最小,分別為 1、2、3 級。 由此可看出,鍛壓變形量是影響鍛態(tài) 38Mn VAl Mg
新型汽車曲軸試樣彎曲疲勞性能和熱疲勞性能的重要影響因素 。
從改善38Mn VAl Mg 新型汽車曲軸彎曲疲勞性能和熱疲勞性能出發(fā), 鍛壓變形量不宜過大也不宜過小, 優(yōu)選為 10%。
3 、結(jié)論
(1) 隨始鍛溫度從 1050 ℃ 增加至 1150 ℃ , 新型汽車曲軸彎曲疲勞試驗(yàn)的中值疲勞強(qiáng)度先提高后下降,熱疲勞試驗(yàn)后的主裂紋級別、網(wǎng)狀裂紋級別和熱疲勞裂紋級別均先減小后增大。
(2) 隨終鍛溫度從 750 ℃增加至 950 ℃, 新型汽車曲軸彎曲疲勞試驗(yàn)的中值疲勞強(qiáng)度先提高后下降,熱疲勞試驗(yàn)后的主裂紋級別、網(wǎng)狀裂紋級別和熱疲勞裂紋級別均先減小后增大。
(3) 隨鍛壓變形量從 6%增加至 12%, 新型汽車曲軸彎曲疲勞試驗(yàn)的中值疲勞強(qiáng)度先提高后下降,熱疲勞試驗(yàn)收的主裂紋級別、網(wǎng)狀裂紋級別和熱疲勞裂紋級別均先減小后增大。
(4) 38Mn VAl Mg 新型汽車曲軸在鍛壓過程中,始鍛溫度、終鍛溫度和鍛壓變形量均不宜過高也不宜過低,分別優(yōu)選為 1100℃、850℃、10%。
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點(diǎn)
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2024年11月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年10月 軸承出口情況
- 2024年10月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年10月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2028年8月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
博文選萃
| 更多
- 機(jī)械加工過程圖示
- 判斷一臺加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢
- 國產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別