



帶窄小越程槽的薄壁圓柱滾子軸承內(nèi)圈加工工藝改進(jìn)
2023-2-23 來源:中國航發(fā)哈爾濱軸承有限公司 作者:薛雪 孫慧廣
摘要 : 針對某中央錐齒輪傳動薄壁圓柱滾子軸承窄小越程槽難加工的問題進(jìn)行分析,根據(jù)車加工擋邊及滾道尺寸散差、裝夾變形、熱處理變形等主要影響因素,提出以下改進(jìn)措施 : 在車加工成形后增加軟磨平面工序,車擋邊工序改為控制兩側(cè)擋邊厚度,在精研滾道前增加硬車越程槽工序。改進(jìn)后越程槽尺寸合格率由 40% 提高至 100%,滾道素線直線度由 1.3~2.7 μm 降至0.8~1.4 μm。
關(guān)鍵詞 : 滾動軸承 ; 圓柱滾子軸承 ; 薄壁軸承 ; 車削 ; 合格率 ; 直線度
圓柱滾子軸承的滾子與滾道之間為線接觸,承載能力較高,廣泛應(yīng)用于機(jī)床、汽車等領(lǐng)域,套圈越程槽尺寸對該類軸承性能有重要影響,對于難加工的窄小越程槽,越程槽尺寸超差會使軸承擋邊間隙減小,滾子偏擺并與擋邊異常碰撞,進(jìn)而產(chǎn)生淺層剝落。該類軸承滾道和滾子的加工技術(shù)已十分成熟,但對帶擋邊套圈越程槽的加工方法還有待改進(jìn)。
1.常規(guī)加工方法及存在的問題
以某中央錐齒輪傳動薄壁圓柱滾子軸承內(nèi)圈為研究對象,該類軸承屬于薄壁超輕系列,壁厚為2.25mm,徑厚比為0.045,材料為8Cr4Mo4V高溫軸承鋼。為減小材料去除量,提高滾道的抗變形能力,越程槽設(shè)計(jì)為窄小結(jié)構(gòu),如圖 1 所示,軸向?qū)挾葹?0.4mm,軸向深度為 0.1mm,徑向?qū)挾葹?0.3mm,徑向深度為 0.2 mm。

圖 1 窄小越程槽示意圖
常規(guī)內(nèi)圈加工工藝流程為 : 細(xì)車非基面、內(nèi)徑面,非基面倒角→細(xì)車基面、內(nèi)外徑面,基面倒角→車滾道面、擋邊面→去擋邊銳角→車越程槽→熱處理→粗磨循環(huán)→細(xì)、終磨循環(huán)→精研滾道→清洗。越程槽采用切槽刀 ( 圖 2) 加工,刀尖圓弧半徑為 0.2 mm,進(jìn)刀角度為 45°。
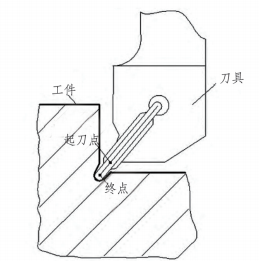
圖 2 越程槽加工示意圖
采用上述工藝加工的越程槽合格率僅為 40% ,分析認(rèn)為其主要影響因素為 :1) 車加工的擋邊厚度散差、滾道散差、端面散差及裝夾變形均會影響越程槽尺寸 ;2) 熱處理變形 ( 主要為橢圓和彎曲 ) 會導(dǎo)致越程槽軸向?qū)挾瘸叽缭趫A周方向的散差達(dá)到 0.2超差。
此外,考慮尺寸散差、熱處理變形對越程槽尺寸的影響時,通過理論計(jì)算發(fā)現(xiàn)車加工的越程槽軸向?qū)挾冉咏?0。精研滾道時由于越程槽過窄,油石振幅小,滾道與越程槽的交點(diǎn)處會產(chǎn)生翹曲,滾道素線呈 W 形 ( 圖 3) ,滾道素線直線度超差。
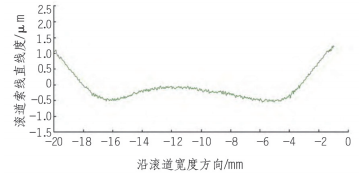
圖 3 W 形滾道素線圖
2. 加工工藝改進(jìn)
2.1 工藝優(yōu)化
工藝改進(jìn)如下 :
1) 在車加工成形后增加軟磨端面工序,軟磨端面尺寸公差控制在 ± 0.01mm 以內(nèi),平行差不大于 0.02 mm;
2) 車擋邊工序由控制基面擋邊厚度和擋邊間距改為控制兩側(cè)擋邊厚度,保證兩側(cè)越程槽軸向深度和軸向?qū)挾纫恢?;
3) 為控制熱處理和磨加工對越程槽尺寸的影響,在精研滾道前增加硬車越程槽工序。
新工藝流程為 : 細(xì)車非基面、內(nèi)徑面,非基面倒角→細(xì)車基面、內(nèi)外徑面,基面倒角→軟磨端面→細(xì)車滾道面、擋邊面→去擋邊銳角→車越程槽→熱處理→粗磨循環(huán)→細(xì)、終磨循環(huán)→硬車越程槽→精研滾道→清洗。
2.2 硬車越程槽工藝
2.2.1 刀具
刀具由鑲片式 PCBN 改進(jìn)而成,型號為 WCB30 CCMW060204,刀桿為標(biāo)準(zhǔn) 25 mm× 25 mm 外圓刀桿。經(jīng)計(jì)算,刀具夾角為 27°,主偏角為 46° 時,既能增加越程槽的軸向?qū)挾群蛷较驅(qū)挾龋帜芙鉀Q滾道素線直線度超差的問題,加工效果最佳。
2.2.2 硬車削參數(shù)
硬車是通過使剪切部分的材料退火變軟而形成切屑,若澆注冷卻液,會減小由切削力而產(chǎn)生的切削效果,故一般采用干車削。工件硬度越高,切削速度越小,推薦切削速度為 10~150 m/min; 進(jìn)給量由表面粗糙度要求和生產(chǎn)效率確定,取 0.02~0.2mm/r。在保證越程槽尺寸精度和表面質(zhì)量的前提下,通過試驗(yàn)確定切削參數(shù)為 : 切削速度 50m/min,進(jìn)給量 0.02mm/r。
2.2.3 夾具
硬車越程槽時一般采用三爪卡盤夾緊套圈內(nèi)徑面,由于零件內(nèi)徑面已為成品尺寸,后續(xù)不再加工,為增大夾緊面積,確保內(nèi)徑面不會因三爪卡盤的夾緊而變形,薄壁零件一般選用扇形卡爪,但卡爪并不會和零件完全 “合圓”,部分夾緊面為點(diǎn)接觸,內(nèi)徑面圓度易超差。為使卡爪外徑面和套圈內(nèi)徑面更好配合,增大夾緊面積,使夾緊力均勻分布在工作面上,增大了 1/3 的扇形面,并在扇形面中心銑寬 9mm 的 U 形槽,將三面接觸改為六面接觸 ( 圖 4) 。
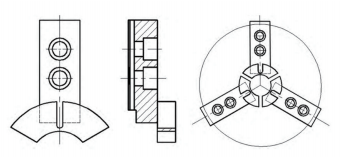
圖 4 帶 U 形槽的六面接觸扇形卡爪
3. 實(shí)際加工效果
采用 CY-K32 數(shù)控車床,夾緊力為 0.2MPa,采用新的工藝后,越程槽尺寸合格率由40% 提高至 100% ,滾道素線直線度由 1.3 ~2.7μm 降至 0.8~1.4 μm,效果良好。
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點(diǎn)
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2024年11月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年10月 軸承出口情況
- 2024年10月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年10月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2028年8月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
博文選萃
| 更多
- 機(jī)械加工過程圖示
- 判斷一臺加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢
- 國產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別