



淺談加工中心主軸運維方法的研究與應用
2023-9-26 來源:中車株洲電機有限公司 作者:胡鑫,李賽花,馬晗,王超
摘要:隨著我國制造業(yè)的快速發(fā)展,適應于小批量多品種并行生產模式的加工中心柔性制造單元得到了廣泛的應用。過去 20 年里,我國引進了大量美國、歐洲、日本等產地的進口加工中心,隨著制造加工技術的提升,進口設備運行維護難的問題也日益突顯,本文主要介紹了進口加工中心主軸的運維研究與應用。
關鍵詞:加工中心;主軸;運維研究
近年來,受中美貿易沖突、全球疫情等大環(huán)境影響,進口加工中心運維難的問題已突顯。設備配件供應周期長、價格高,關鍵技術被限制交底,關鍵零部件國產化難度大,進口加工中心運維容易被西方國家“卡脖子”。國內大量進口加工中心,經過去 10 ~ 20 年的高負荷運行,設備剛性、穩(wěn)定性都有所下降,精度不同程度劣化。目前國內進口加工中心專業(yè)維保的市場需求巨大,而能夠提供及時、準確技術支持的國內資源匱乏。加工中心主軸運維技術作為加工中心運維技術的核心關鍵,國內能夠提供進口加工中心主軸運維技術支持的資源更是鳳毛麟角。因此,此時開展進口加工中心主軸運維研究和零部件國產化具有重大意義。
1、 研究基礎
研究對象:中車電機在 2010 年前后引進了美國吉丁斯路易斯 1250 型、捷克道斯 WHN110 型、臺灣大立 H800型等 10 余臺進口加工中心設備,主要用于牽引電機機座端面及外圍面加工。其中部分設備主軸運行已出現(xiàn)異常,迫切需要專業(yè)維護。
經驗基礎:中車電機設備團隊從事進口加工中心運維工作超過 15 年,期間多次參與加工中心采購、大修、主軸項修等項目,對加工中心主軸運維工作有一定的經驗基礎,并已逐步形成了進口加工中心運維體系。
研究可行性:本次研究內容都是基于加工中心主軸的配件國產化、自主安調、自主維保等工作。相較復雜的主軸本體的設計制造,本次研究內容難度相對較小,可行性較強。
外部資源協(xié)作:公司設備團隊累積了國內眾多提供加工中心問題系統(tǒng)解決方案的優(yōu)秀資源,且這些資源在行業(yè)內處于技術領先水平,可隨時提供技術支持。完善的檢測手段:為本次研究,配備了完善的加工中心主軸檢測工具。包括測量方箱、校棒、測量球、千分表、紅外測溫儀等。
2、總體思路
研究目的:通過對加工中心主軸運維的研究應用,提升牽引電機機座加工線加工中心運行狀態(tài),提升加工中心主軸自主運維能力,完善加工中心主軸檢測能力。
研究內容:(1)研究加工中心主軸精度檢測方法和標準;(2)研究加工中心主軸軸承自主更換和精度調整控制方法;(3)研究加工中心主軸拉刀器、旋轉接頭等配件國產化;(4)研究加工中心主軸保養(yǎng)潤滑、狀態(tài)監(jiān)測。擬解決的技術難點:(1)加工中心主軸安調工藝不清晰。涉及主軸拆解、軸承更換、主軸安裝、上電調試等關鍵步驟的工藝參數(shù)、需用到的工具都不明確。且不同廠家生產的設備主軸結構不盡相同,本次研究涉及的加工中心主軸型號就有 3 種。(2)加工中心主軸拉刀機構、旋轉油缸等配件國產化難度大。加工中心主軸及配件結構尺寸、材料、制造工藝等屬于設備制造廠家商業(yè)機密,作為使用單位無法取得上述資料,國產化難度大。(3)創(chuàng)造恒溫無塵的主軸軸承安裝環(huán)境。加工中心主軸軸承更換需要恒溫無塵環(huán)境,目前車間現(xiàn)場環(huán)境達不到相應
條件。
3、加工中心主軸運維方法
3.1 加工中心主軸介紹
主軸的工作性能對整機性能和加工質量以及機床生產率有著直接影響,是決定機床性能和技術經濟指標的重要因素。加工中心主軸一般由端面錐孔、主軸箱體、芯軸、拉刀機構、旋轉接頭、定位元件、傳動件、密封件等組成。
主軸設計使用壽命為 7 ~ 15 年,一般用戶層面運維只涉及主軸端面錐孔修復、主軸軸承更換、拉到器(拉爪、碟簧)更換、旋轉接頭更換等。
3.2 主軸錐孔修復方法
主軸錐孔受損一般建議更換處理。若需修復,有 2種方式。一種是用主軸錐孔專用修復設備修復,另一種是利用標準刀柄修復。本文主要介紹后一種修復方式。
(1) 選取表現(xiàn)光潔完好的刀柄,在刀柄錐面上、主軸錐孔內均勻涂上適量的研磨膏。
(2) 把刀柄插入主軸端面錐孔,并不停地進行轉動研磨。研磨 10min 后,把主軸錐孔和刀柄上的研磨膏清理干凈。
(3) 在刀柄錐面上涂上紅色橫斷粉,把刀柄插入錐孔,并旋轉 1 ~ 2min。
(4) 觀察主軸錐孔面附著橫斷粉分布情況,若附著面積超過 90% 即合格,若低于 90%,則重復上述步驟。
4、主軸軸承更換典型案例
4.1 主軸軸承損傷的因素
主軸長時間負荷運行自然磨損;潤滑不良加速軸承磨損;操作失誤撞刀等因素導致軸承受損。
4.2 主軸軸承更換的關鍵控制參數(shù)
主軸軸承更換難點和關鍵在于軸向游隙的調整,游隙過大會導致振動、發(fā)熱、主軸異響;游隙過小會導致主軸發(fā)熱,溫升異常。主軸軸向游隙調整主要依靠內外襯套和鎖緊螺母。如圖 1 所示。
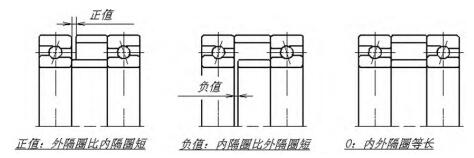
圖 1 軸向游隙的三種形式
4.3 吉丁斯路易斯 1250 加工中心主軸軸承更換典型案例拆解主軸如下:
主軸軸承、襯套、拉刀器等。測繪主軸各零部件尺寸。利用三坐標測繪軸向襯套、軸承等尺寸,并測繪各零部件安裝封閉尺寸鏈。
分析軸向游隙。該主軸采用英制 P3 等級陶瓷滾珠軸承。根據(jù)軸承廠家提供的信息,安裝預緊力目標值為5000-8000N,游隙目標值為 -20um。測試轉速 3000r/min,無冷卻。如圖 2 所示。
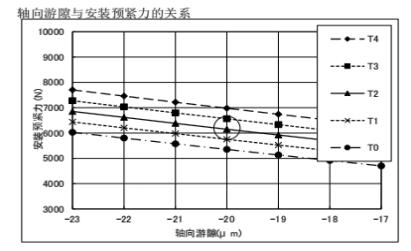
圖 2 游隙與預緊力的線性圖
表 1
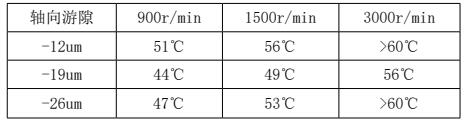
(1) 根據(jù)測量的原裝襯套尺寸,結合軸向游隙目標,同時考慮制作測量和安裝誤差,制作了 3 套襯套,使軸向游隙理論值分別控制在 -12um,-19um,-26um。
(2) 設計主軸運行試驗檢測平臺。檢測 3 種游隙情況下主軸升溫控制情況,主軸升溫超過 60℃或溫度穩(wěn)定30min 則結束試驗。試驗結果如表 1 所示。
4.4 主軸旋轉接頭國產化應用
4.4.1 自主設計油液一體化旋轉接頭
把中心出水旋轉接頭和打刀油缸進行一體化設計,將兩個部件合成為一個部件。其設計包括中心出水結構、拉刀油缸推動結構、內部相互獨立的 A/B 通道結構。
該旋轉接頭安裝于主軸軸芯尾部,前端連接拉刀桿及軸芯,使用反絲方式固定,以保證主軸旋轉時不會出現(xiàn)松動。在旋轉接頭內部的前后位置各設置一組DB 組合的軸承,起到承托和保證主軸軸芯與旋轉接頭的同軸度的作用,增加兩者的穩(wěn)定性及可靠性。在使用中心出水時,冷卻液的流動會帶走軸承因旋轉產生的大部分熱量。
4.4.2 油液一體化旋轉接頭工作過程
(1)冷卻液通過油液一體化旋轉接頭 B 腔徑向進水口進入中心出水口,然后冷卻液經由拉刀桿噴射到刀片上,冷卻液流經過程中,冷卻液將軸承產生的熱量帶走。
(2)液壓油進入油液一體化的旋轉接頭的 A 腔,液壓油進入打刀缸實現(xiàn)向前的推力,推動拉刀桿向前運動,實現(xiàn)主軸松刀功能。
5、 研究應用成效
通過本次進口加工中心主軸運維的研究應用,取得了以下成效:成功地完成了美國吉丁斯路易斯加工中心主軸軸承更換、旋轉接頭國產化。降低修復成本 70%,縮短修復周期 240 天。成功地完成 1 臺捷克加工中心主軸拉刀機構自主修復、1 臺捷克加工中心主軸軸承更換。降低修復成本40%,縮短修復周期 140 天。機座加工線 10 余臺加工中心設備狀態(tài)得到改善提升,設備利用率提升了 14%。鍛煉了設備團隊,累積了經驗,進一步完善了公司進口設備運維體系,提升了進口加工中心自主運維檢測能力。
6、 結語
通過本次研究應用,為有效解決進口加工中心主軸運維難的問題找到了突破口。無論是在智能化、數(shù)字化轉型的熱潮中,還是在先進加工設備國產化迅猛發(fā)展的當下,設備運維技術及其研究都尤為重要。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業(yè)界視點
| 更多

行業(yè)數(shù)據(jù)
| 更多
- 2024年11月 金屬切削機床產量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機床產量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數(shù)據(jù)
- 2024年11月 新能源汽車產量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數(shù)據(jù)
- 2024年10月 軸承出口情況
- 2024年10月 分地區(qū)金屬切削機床產量數(shù)據(jù)
- 2024年10月 金屬切削機床產量數(shù)據(jù)
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數(shù)據(jù)
- 2028年8月 基本型乘用車(轎車)產量數(shù)據(jù)