



新型通用數車組合夾具的設計
2024-4-11 來源:中國航發北京航科發動機控制系統科技公司 作者: 馬凡 白金民
【摘要】: 在小批量科研生產過程中,為解決數控車床使用組合夾具加工異型工件時,被加工工件定位面和車床主軸平行,不同軸及因夾具夾緊變形而產生的工件超差問題。通過增加彎板工裝調整機構和提高夾具結構剛性的方法,設計一種新型可調組合夾具。生產實踐證明,夾具結構設計合理,能有效保證工件的加工精度,實用性強。
【關鍵詞】: 數控車床 ;可調組合夾具 ;異型零件
數控車床夾具主要是指安裝在數控車床主軸上、并帶動工件一起隨主軸旋轉的夾具。數控車削加工要求夾具具有較高的定位精度和剛性,同時還能便于在機床上迅速安裝和拆卸。其中最常見的通用夾具為各種卡盤夾具,適用于盤類工件和短軸類工件的加工。對于一些外形較復雜且不規則的特殊工件的裝夾,常常采用設計制造專用夾具的方法。但專用夾具通用性不強,設計制造和安裝調試的周期都比較長,在小批量科研試制加工過程中,通常使用通用夾具組合使用,完成殼體類、非輪盤類工件的孔、槽和螺紋等的加工,并且很好地解決各種異型工件的裝夾定位問題。
1. 問題的提出
在數控車床上精加工某異形工件側孔時,根據工件的外形特征和加工要求分析,采用通用卡盤和花盤夾具無法裝夾此類異型工件,需要設計專用彎板夾具。此工件為鋁合金鍛件,該車削工序為精加工結構孔,之前的工序已將工件底面及底面定位孔加工完畢(圖 1)。本工序需要對深孔及其端面進行車削加工。側孔為結構孔,側孔的孔徑公差、軸線與底面形位公差要求高。
圖 1 待加工零件
根據常規的數控車床夾具設計原則,專用夾具應首先應保證裝夾工件時,被加工孔的軸心線和數控車床主軸的旋轉軸線重合,同時滿足夾具在數控車床上的定位和夾緊要求。但設計制造的數車專用夾具,存在設計繁瑣、制造周期長、通用性差、成本高等諸多問題,不適合小批量科研試制產品的加工。該工件屬于小批量科研試制,工件的整體加工周期無法滿足數控車床通用夾具的設計制造周期,針對以上原因,需要使用傳統組合夾具,該類型組合夾具具有結構簡單,制造成本低的優點。但在實際使用時發現一些缺點:①需要反復計算零件中心高、底座工裝厚度以及彎板高度、確認彎板與花盤的連接位置 ; ② 需要反復調試中心高度、X 軸位置,保證工件中心與數車主軸重合 ; ③ 工件質量大,彎板剛性和強度無法保證孔徑尺寸公差和形位公差。
為了解決小批量科研試制產品數車夾具的制造問題,需設計一種回轉軸線位置可調整、安裝容易及保證強度的通用數車組合夾具。
2. 問題的分析
① 根據該類型數車專用夾具的結構分析,在設計制造組合數車夾具時,首先需要根據數車花盤大小、彎板的厚度和長度、零件定位面與待加工孔的中心高 H1、定位工裝的厚度 H2 以及數車主軸旋轉的最大安全直徑,如(圖 2)所示,判斷組合夾具的可行性,即在滿足數車主軸安全的最大旋轉直徑下,零件中心高 H1 與工裝板厚度H2 之和 H3 等于彎板垂直面與主軸中心距離 H,若 H3 大于 H,需要改變彎板厚度或者改變零件定位底板厚度,反之該類型組合夾具無法使用。

圖 2 中心高 圖 3 彎板位置確定
② 當 H3 小于 H 時,需要根據中心高 H 和定位工裝定板,如(圖 3)所示,確定彎板和定位工裝定板的安裝位置,由于花盤規格固定,需要確定兩個方向的位置,在反復安裝調試過程中,對工藝員和操作人員技能水平,要求較高。
③ 加工過程中,當零件質量較大時,受彎板工裝強度以及主軸旋轉離心力的作用,彎板發生較大變形,零件待加工孔與定位面位置的位置公差以及待加工孔的圓柱度無法得到保證。
3. 異型工件的通用組合夾具設計
3.1 設計目標
針對此類異型工件的加工,設計一種新型回轉軸線位置可調整的數控車床通用組合夾具,改變傳統通用組合夾具的設計缺陷,增加夾具調整的靈活性,避免因零件質量過大問題導致的被加工孔軸心線和數控車床主軸旋轉軸線不重合而產生超差報廢的情況,保證工件加工精度。需要增加夾具的結構剛性,同時盡可能使夾具的安裝操作更加方便省時。
3.2 設計思路及實現方法
改進后的新型數車通用組合夾具首先要滿足數車花盤與彎板的自由連接,分析彎板在數車花盤縱向和橫向的的調整,可以利用自制通用彎板與彎板,通過螺栓連接,其次,利用新型組合夾具,在數車主軸旋轉的最大安全直徑下,盡可能的增大數車可加工零件中心高尺寸,可以設計制作自制三面彎板,通過彎板的內外兩面,增加零件最大中心高限制,最后,增加彎板的強度,可以在自制彎板,利用焊接肋板和自制連接,保證彎板的強度。
根據以上考慮,新型數車通用組合夾具設計分以下 2 個步驟 :
① 自制連接花盤 : 設計制作自制連接花盤,花盤利用阿基米德螺線弦線分布加工 108 個螺紋,如圖 4 所示。 通過花盤上弦線分布螺紋,基本可以實現彎板和花盤的自由連接。
② 自制彎板 : 設計制作自制彎板,該彎板具有較高的形位公差,不僅滿足傳統的外 L 直角面,內 L 直角面也與定位工裝板連接,彎板內開槽,方便與彎板連接,其次通過內角肋板的焊接,保證彎板的強度,最后通過調整兩面拉緊螺栓,保證零件最終的加工精度,如圖 5 所示。
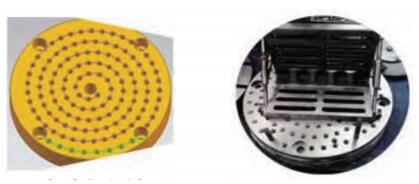
圖 4 自制連接花盤 圖 5 自制彎板
4. 結語
在生產實踐中證明,本文所研制針對數控車床車削異型工件的回轉軸線位置可調整的數控車床通用組合夾具結構設計合理,簡單巧妙,操作方便,可根據需要中心高調整應用的組合夾具,保證了工件加工精度,有效解決了異型工件在數控車床上的加工問題,并且方便拆裝,實用性強,提高生產效率。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

