



盤銑刀銑削過程中刀具磨損研究
2024-8-19 來源:- 作者:-
摘要:為實(shí)現(xiàn)對(duì)盤銑刀銑削轉(zhuǎn)子過程中刀具磨損率預(yù)測(cè),達(dá)到預(yù)測(cè)刀具有效加工時(shí)間的目的,采用線性回歸方法建立了刀具磨損率預(yù)測(cè)模型,并驗(yàn)證了模型的準(zhǔn)確性;基于該模型分析了工藝參數(shù)對(duì)刀具磨損率的影響規(guī)律。研究結(jié)果表明:當(dāng)主軸轉(zhuǎn)速增加時(shí),刀具磨損率逐漸增大;當(dāng)間歇進(jìn)給量增加時(shí),刀具磨損率先減小后增大;當(dāng)加工倍率增加時(shí),刀具磨損率逐漸增加。
關(guān)鍵詞:螺桿轉(zhuǎn)子;銑削;刀具磨損率
0 引言
在現(xiàn)代化生產(chǎn)加工過程中,針對(duì)螺桿轉(zhuǎn)子的銑削加工標(biāo)準(zhǔn)不斷提高[1]。而刀具質(zhì)量是決定被加工工件性能的關(guān)鍵因素之一,故對(duì)螺桿轉(zhuǎn)子刀具磨損量進(jìn)行精準(zhǔn)預(yù)測(cè)從而進(jìn)行加工工藝參數(shù)選取與控制具有現(xiàn)實(shí)意義。
隋建波等[2]為了預(yù)測(cè)不同參數(shù)對(duì)應(yīng)的刀具磨損曲線,根據(jù) PCBN 刀具切削蠕墨鑄鐵實(shí)驗(yàn)建立出刀具磨損機(jī)理模型,并進(jìn)一步推導(dǎo)出 PCBN 刀具的磨損率函數(shù)。LiuChang等[3]為了能夠預(yù)測(cè)在MMCp鉆 井 過程中刀具磨損量,結(jié)合刀具磨損特性、機(jī)理以及結(jié)構(gòu),采用理論建模法推導(dǎo)出新型刀具磨損率模型并驗(yàn)證了模型的準(zhǔn)確性,有助于提高刀具的使用壽命。
以上研究對(duì)于刀具磨損壽命預(yù)測(cè)均具有理論指導(dǎo)意義,然而上述研究主要針對(duì)平面或簡易曲面刀具磨損程度進(jìn)行研究,針對(duì)螺桿轉(zhuǎn)子等復(fù)雜曲面的刀具磨損研究較少,故本文采用多元線性回歸方法建立盤銑刀銑削具有螺旋特征表面的螺桿轉(zhuǎn)子的刀具磨損率預(yù)測(cè)模型,為預(yù)測(cè)刀具有效工作時(shí)間提供理論指導(dǎo)。
1、盤銑刀銑削螺桿轉(zhuǎn)子實(shí)驗(yàn)
1.1 實(shí)驗(yàn)設(shè)備及條件
本實(shí)驗(yàn)加工設(shè)備為 LXK-300G 螺桿專用銑床,如圖1所示。該銑床采用無瞬心包絡(luò)方法加工螺旋槽類零件;使用刀具為盤銑刀,如圖2所示,銑刀片為VBMT160412型菱形刀片;工件材料為45鋼。
1.2 實(shí)驗(yàn)方案
隨機(jī)選擇一個(gè)刀片做好標(biāo)記,分別記錄刀具的磨損變化量,將單位時(shí)間刀具磨損變化量(刀具磨損率)作為實(shí)驗(yàn)結(jié)果指標(biāo),這里將后刀面磨損寬度作為衡量刀具磨損量值,為降低測(cè)量誤差,在后刀面磨損寬度均勻處隨機(jī)取3個(gè)點(diǎn)測(cè)量并取所有結(jié)果的平均值。為了便于實(shí)驗(yàn)開展,本次實(shí)驗(yàn)不考慮刀具破損、崩刃等特殊情況發(fā)生。
加工工藝參數(shù)分別為刀具主軸轉(zhuǎn)速、間歇進(jìn)給量、加工倍率。每個(gè)加工參數(shù)平均分為5個(gè)水平值,各參數(shù)水平取值見表1。
1.3 實(shí)驗(yàn)結(jié)果
采用的正交表 L25(53)及實(shí)驗(yàn)結(jié)果如表2所示。
1.4 極差分析
采用極差分析法對(duì)刀具磨損模型進(jìn)行分析,可判斷工藝參數(shù)影響實(shí)驗(yàn)結(jié)果的主次排序[4],極差分析結(jié)果如表3所示。

表3中,k1~k5 分別為主軸轉(zhuǎn)速nw、間歇進(jìn)給量fw、加工 倍 率 Fw 在 水 平1~5下 刀 具磨損率的平均值,R 為不同參數(shù)極差值,R 值越大代表該參數(shù)對(duì)刀具磨損率影響越大。故由表3可知,對(duì)刀具磨損率影響最大的參數(shù)依次排序?yàn)榧庸け堵省⒅鬏S轉(zhuǎn) 速、間歇 進(jìn)給量。
圖3為銑刀主軸轉(zhuǎn)速、間歇進(jìn)給量以及加工倍率對(duì)刀具磨損率的影響規(guī)律。
由圖3(a)可知,當(dāng)主軸轉(zhuǎn)速nw 增加時(shí),刀具磨損率呈現(xiàn)逐漸增大的趨勢(shì)。這是由于增加主軸轉(zhuǎn)速,單位時(shí)間內(nèi)銑刀片與工件接觸的次數(shù)增多,刀片受到工件作用力的次數(shù)也隨之增大,造成切削刃附近磨損較為嚴(yán)重。
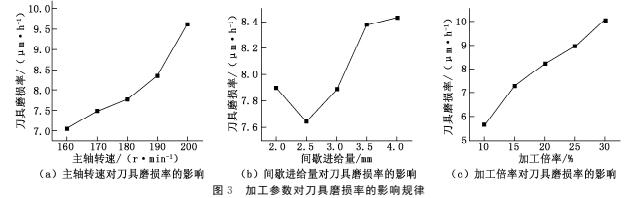
由圖3(b)可知,當(dāng)間歇進(jìn)給量fw 增加時(shí),刀具磨損率先減小后增大。分析其原因主要是:適當(dāng)?shù)卦黾娱g歇進(jìn)給量,能夠增加切削材料厚度,從而切屑變形系數(shù)減低,切屑對(duì)工件的作用力有所下降,刀具磨損速度變緩;當(dāng)間歇進(jìn)給量持續(xù)增大時(shí),切屑厚度明顯增加,刀具對(duì)工件的切削力增大,刀具發(fā)生磨損的速度明顯增加。
由圖3(c)可知,當(dāng)加工倍率Fw 增加時(shí),刀具磨損變化率是逐漸增大的。這是由于提高加工倍率,刀具進(jìn)給速度增加,刀具和工件的接觸力增大,刀具磨損速度增加較快。
2、刀具磨損率模型建立
2.1 建立刀具磨損率經(jīng)驗(yàn)?zāi)P?/font>
由上述實(shí)驗(yàn)可知,刀具磨損率和主軸轉(zhuǎn)速、間歇進(jìn)給量、加工倍率均存在相關(guān)性,且與加工時(shí)間具有正相關(guān)性[5]。在刀具未進(jìn)入劇烈磨損階段之前,刀具磨損隨時(shí)間變化近似為線性關(guān)系,將刀具未加工工件之前的磨損量記為0,當(dāng)加工時(shí)間為 TM 時(shí),則刀具磨損率VBM 表達(dá)式為:
其中:ΔVB 為刀具磨損變化量。
式(4)為盤銑刀磨損率的經(jīng)驗(yàn)?zāi)P停捎诘毒叩某跗谀p和劇烈磨損時(shí)間較為短暫,故不予考慮,僅測(cè)量穩(wěn)定磨損時(shí)期的刀具磨損量。
2.2 磨損率模型的假設(shè)檢驗(yàn)
2.2.1 模型的顯著性檢驗(yàn)
利用F 檢驗(yàn)法,即使用統(tǒng)計(jì)量F[7]進(jìn)行檢驗(yàn),F 表達(dá)式為:
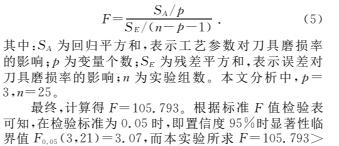 3.07,可得該刀具磨損模型高度顯著。
3.07,可得該刀具磨損模型高度顯著。 2.2.2 預(yù)測(cè)模型的驗(yàn)證
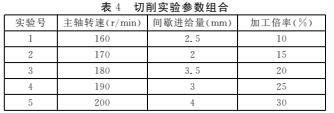
為進(jìn)一步驗(yàn)證所建立模型的準(zhǔn)確性,設(shè)置5組切削實(shí)驗(yàn),如表4所示,在保證實(shí)驗(yàn)設(shè)備不變的情況下比較預(yù)測(cè)值與實(shí)驗(yàn)值,得到預(yù)測(cè)值與實(shí)驗(yàn)值的誤差,如表5所示。
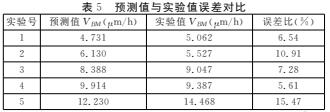
由表5可知,預(yù)測(cè)誤差比范圍在5.61% ~15.47%之間,故所建模型有較高的預(yù)測(cè)精度,可對(duì)盤銑刀片進(jìn)行有效預(yù)測(cè)。
3、結(jié)論
(1)設(shè)置盤銑刀片銑削螺桿轉(zhuǎn)子實(shí)驗(yàn),采用線性回歸方法建立了盤銑刀具磨損率預(yù)測(cè)模型,并驗(yàn)證了模型的準(zhǔn)確性,為有效預(yù)測(cè)銑刀片的加工時(shí)間提供了理論指導(dǎo)。
(2)利用極差分析法得到了工藝參數(shù)對(duì)刀具磨損率的影響規(guī)律,結(jié)果表明:當(dāng)主軸轉(zhuǎn)速和加工倍率增加時(shí),刀具磨損率總體呈現(xiàn)增大趨勢(shì),當(dāng)間歇進(jìn)給量增加時(shí),刀片磨損率先減小后增加。
作者:辛明澤1,2,孫興偉1,2,董祉序1,2,劉 寅1,2,袁立志3,楊赫然1,2
來源:(1.沈陽工業(yè)大學(xué) 機(jī)械工程學(xué)院, 遼寧省復(fù)雜曲面數(shù)控制造技術(shù)重點(diǎn)實(shí)驗(yàn)室 3.川慶鉆探工程有限公司 長慶鉆井總公司 )
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點(diǎn)
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2024年11月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年10月 軸承出口情況
- 2024年10月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年10月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2028年8月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
博文選萃
| 更多
- 機(jī)械加工過程圖示
- 判斷一臺(tái)加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢(shì)
- 國產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別