



摘要: K211 五軸高速加工中心在加工過程中存在坐標軸抖動和主軸顫刀現(xiàn)象,嚴重影響工件的加工表面質量和加工精度,致使機床處于半停工狀態(tài)。根據(jù)故障現(xiàn)象和對加工過程的觀察、分析和研究,綜合運用機械和自控技術,最終徹底解決問題,機床對工件加工表面質量良好,精度符合生產(chǎn)要求。
1、 K211 五軸高速加工中心抖動顫刀現(xiàn)象
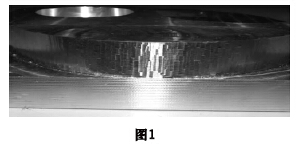
K211 機床在近一年多的使用過程中經(jīng)常發(fā)生Y軸抖動,主軸顫刀現(xiàn)象,而且抖動顫刀程度日益加深,嚴重影響工件的加工表面質量( 圖1) 和加工精度,致使機床處于半停工狀態(tài)。
通過對機床的加工過程進行仔細觀察、分析和研究,發(fā)現(xiàn)機床RTCP 功能打開的情況下,只要主軸轉動,即使是空轉,機床的A 軸讀數(shù),也會有0. 002°的跳動,同時Y 軸的最大跳動量可以達到0. 01 mm,由于在實際加工過程中,A 軸和Y 軸受力會更大,所以坐標值的跳動也會更大,因此會對零件的表面加工質量和精度造成嚴重的影響。而當RTCP 功能關閉進行測試時,A 軸依然會有0. 002°的跳動,但Y 軸的讀數(shù)則幾乎保持不動,只有0. 001 mm 左右的跳動,這種跳動在機床控制上可以忽略不計。
對機床進一步測試時發(fā)現(xiàn),在RTCP 打開時,如果機床C 軸旋轉90°,A 軸擺動方向與X 軸平行,主軸旋轉,此時X 軸出現(xiàn)0. 01 mm 左右的跳動,而Y 軸幾乎保持不動。如果RTCP 關閉,則X 軸坐標值保持不動。經(jīng)過上面的測試和觀察,可以認為,機床坐標抖動和主軸顫刀是由A 軸抖動造成的。
2 、機床故障發(fā)生的原因分析和故障處理
機床在RTCP 功能打開和關閉的情況下,機床坐標軸顯示的數(shù)值狀態(tài)有顯著的變化,因此機床坐標軸抖動和主軸顫刀問題是由于機床的RTCP 功能打開,機床坐標軸聯(lián)動造成的。RTCP 功能打開,五軸機床A軸坐標值變化會導致刀具中心位置的變化,而機床為保持刀具中心位置不變,會自動使其他坐標軸移動。在A 軸擺動方向與Y 軸平行時,A 軸位置的變化會導致Y 軸移動,如果A 軸出現(xiàn)頻繁的微小變化,就會導致坐標軸來回抖動。A 軸的位置反饋是采用光柵尺全閉環(huán)位置反饋系統(tǒng),由于在機床維修測試過程中,沒有給定坐標移動指令,A 軸位置讀數(shù)的變化是由于光柵尺讀數(shù)頭和光柵尺之間有微小相對運動造成的。造成A 軸讀數(shù)頭與光柵尺之間有微小相對運動的原因有以下幾種: ( 1)機械部件出現(xiàn)問題,消隙機構的碟形彈簧失效,彈力不夠,齒輪間隙大,在主軸轉動時,主軸頭不可避免的有一定的振動,導致A 軸讀數(shù)頭與光柵尺之間有微小的相對運動; ( 2) 讀數(shù)頭安裝不牢固,在主軸轉動時有抖動; ( 3) 讀數(shù)頭或光柵尺有問題,導致讀數(shù)信號出現(xiàn)誤差。
對 第一種可能的原因,在打開主軸頭檢查和測試消隙機構時發(fā)現(xiàn),碟形彈簧磨損比較嚴重,彈力不夠,于是更換碟形彈簧和調整墊片,在進行測試加工時發(fā)現(xiàn),主軸顫刀有較大的改善,加工的工件表面質量有較明顯的改善,但是機床坐標軸抖動和主軸顫刀問題依然存在。因此故障的主要原因出在光柵尺或讀數(shù)頭上。
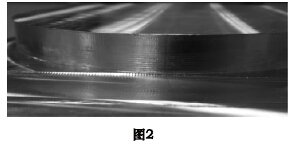
為驗證是否是光柵尺系統(tǒng)出現(xiàn)問題,把機床改為半閉環(huán)位置反饋,屏蔽光柵尺和讀數(shù)頭,采用電動機編碼器進行位置反饋。機床A 軸改為半閉環(huán)后A 軸在主軸旋轉時坐標值保持不動,因此可以認定抖動是由光柵尺或讀數(shù)頭造成的。在A 軸半閉環(huán)位置反饋條件下進行了試件加工,加工工件表面質量良好( 圖2) 。
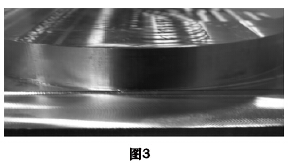
由于問題出在光柵尺或讀數(shù)頭,所以把讀數(shù)頭拆下重新安裝固定,調整讀數(shù)頭與光柵尺的位置間距,使位置反饋信號良好。同時為了提高機床加工的工件表面質量,提高機床坐標軸的響應速度,對伺服驅動的速度環(huán)比例增益Kp進行調整,如表1。
表1
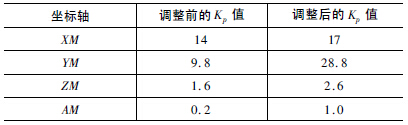
在進行上述調整后,進行試件加工,加工工件表面質量良好,粗糙度值明顯減小,完全符合生產(chǎn)要求( 圖3) 。
3 、結語
K211 機床的坐標軸抖動和主軸顫刀問題在進行以上原因分析、研究和處理后,問題徹底解決。對于五軸機床坐標軸抖動和主軸顫刀,加工的工件表面質量差時,要從機械和電氣自控多方面綜合處理,才能達到良好的效果。
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com


- 2025年1月 新能源汽車銷量情況
- 2024年12月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年12月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年12月 軸承出口情況
- 2024年12月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年12月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數(shù)據(jù)