



基于加工中心的線鏜工藝研究與應用
2019-7-18 來源:一汽海馬汽車有限公司 作者:周伙英 馬小娟
摘 要:研究了基于柔性生產線加工中心的線鏜技術,分析了曲軸孔從粗加工到精加工所用到的夾具、刀具,并根據實際加工情況,對發動機缸體曲軸孔的線鏜的精加工不斷進行研究和持續改進,收效顯著,使加工質量和效率都得到了有效提升,從而解決了中、小批量多品種缸體加工的投資大、成本高的問題。
關鍵詞:柔性制造技術;線鏜;夾具;刀具;缸體
0 引 言
曲軸孔的作用主要是支撐曲軸,傳遞從曲軸柄傳來的轉矩并通過法蘭輸出,同時吸收活塞運動過程中產生的軸向和側向力。
由于曲軸孔的加工質量對發動機的工作性能具有極其重大的影響,所以對發動機曲軸孔工藝的要求一般比較嚴格,包括直徑、位置度、圓度、同軸度、各檔曲軸孔中心的直線度及表面粗糙度。
為了滿足這些要求苛刻的工藝指標,精加工一般采用專機線鏜或鉸珩兩種加工方式。為了降低投資,實現三、四缸發動機的共線生產,海馬某型號缸體曲軸孔精加工取消了鉸珩,采用加工中心線鏜加工工藝,實現機床內機械手自動調刀,質量得到可靠的保證。該曲軸孔整個加工工藝流程為:半圓孔粗加工→瓦蓋合裝后的兩次半精加工→精加工,所有工序都在加工中心上完成。
1 、曲軸孔粗加工
1.1 曲軸孔粗加工夾具
曲軸孔粗加工夾具如圖1所示,本工序選擇缸體瓦蓋結合面和缸孔來定位,以保證缸孔的加工余量均勻及缸孔與結合面的垂直度。工件進入夾具后,導軌下降,缸體瓦蓋結合面落在定位支撐上,而后自定心結構下降到指定位置,通過四個缸孔定位,自定心結構定位后中心在同一直線上。
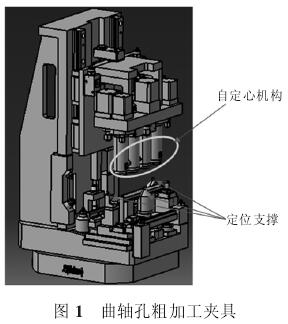
定位完成后,油缸開始動作并壓緊缸體。若缸體定位氣密檢測通過,機床便開始運行加工程序;若氣密檢測報警,則需重定位夾緊。
1.2 曲軸孔粗加工刀具
曲軸孔粗鏜刀如圖2所示,刀片分為3組,每組3片,粗加工后曲軸孔留下單邊0.85 mm的余量
。
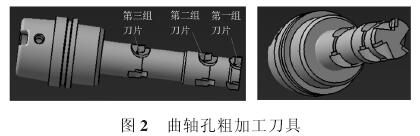
粗鏜刀最初使用R0.4刀片,刀具壽命太短,而且加工后的曲軸孔粗糙度較高。經改進,換用
R0.8刀片,試用后粗糙度有明顯改善,壽命也有很大提高。
1.3 曲軸孔粗加工
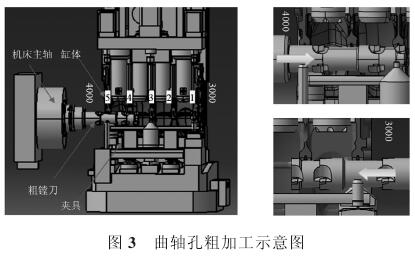
主軸夾緊刀具→刀具進入曲軸孔→鏜刀與曲軸孔同軸→粗鏜3、4、5檔(第一組刀片鏜第
3檔、第二組鏜第4檔、第三組鏜第5檔)→刀具退出→具旋轉180°→刀具進入曲軸孔→
鏜刀與曲軸孔同軸→粗鏜1、2檔(第一組刀片鏜第2檔、第二組鏜第1檔)→刀具退出,加工過程如圖3所示。
2 、曲軸孔線鏜
2.1 采用加工中心設備線鏜的可行性分析
在大批量生產中,用專機線鏜曲軸孔是常見的加工工藝。用CNC替代專機,其難點有兩個:
1)夾具設計較為復雜,工序內要實現工件的上升和再次夾緊動作;
2)此工藝是否能滿足曲軸孔的表面粗糙度及孔位、孔徑,孔的圓度、同軸度的過程能力CPK≥1.33或CP≥1.33的質量要求。
夾具的上升與下降可以通過PLC控制系統與油缸等機械部件實現,夾具設計要保證工件的定位精度。曲軸孔位的精度,由于缸孔未精加工,僅需考慮曲軸孔與設計基準的加工誤差。影響因素為工件的定位誤差、設備的定位與重復定位的誤差,托盤的定位與重復定位誤差。依據ISO標準,若機床主軸的定位精度為0.006,重復定位精度為0.003,托盤的定位為5",重復定位精度為2";導套的位置偏差控制在0.003的范圍內,若工件的定位誤≤0.02,經計算,長度400 mm的曲軸孔,在設備的精度范圍內,理論上其位置度將在0.034的區間范圍內(可信度≥99.74%)。
再考慮到實際加工刀具的受力情況及原點定位的系統偏差,則加工后工件的位置均值保證在
0.05的偏差范圍內則可保證工序能力CPK≥1.33。曲軸孔的圓度與同軸度,則與主軸的遠端跳動及整個系統的剛性有關。
因曲軸孔為雙材質(軸承蓋材質為粉末冶金,缸體材質為鑄鐵),其表面粗糙度與孔徑的工序能力較難保證,對刀具的剛性和刀片的材質有較高的要求。經考證,刀具供應商有類似加工案例,可以作為借鑒。綜上,采用CNC線鏜技術在當前的技術條件下是可行的,可以進入實施階段。
2.2 曲軸孔線鏜夾具
曲軸孔精加工夾具如圖4所示,該工序選擇缸體底面及底面兩銷孔來定位。
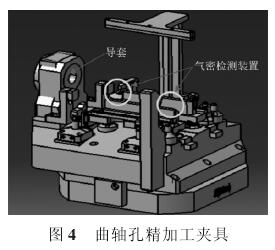
工件進入夾具后,支撐導軌動作,缸體下降到定位支撐處,圓銷與菱銷上升進入定位銷孔,油缸開始動作并夾緊缸體,待缸體定位氣密檢測通過后,機床開始運行加工程序。
加工曲軸孔時,在鏜刀進入曲軸孔前,夾具油缸動作,夾爪松開,支撐導軌動作,缸體上升2.38 mm,待上升氣密檢測通過后,鏜刀偏心進入,鏜刀定位后,缸體恢復至初始夾緊狀態。加工結束后,之前動作重復一次,鏜刀偏心退出。上升氣密裝置如圖5所示,在實際加工中,該氣孔容易進入鐵屑,造成氣密檢測報警,影響缸體線正常生產。
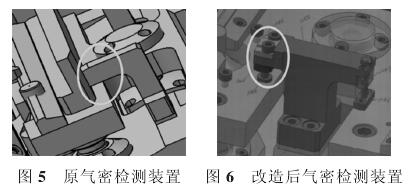
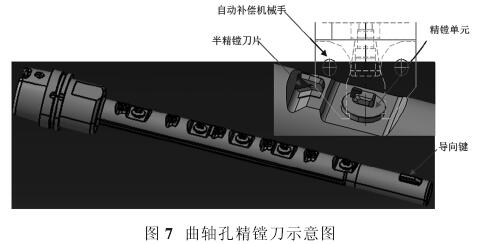
為了解決這個問題,臨時措施是經常用水槍沖洗氣孔面,后期對夾具進行改造,改造后的氣密檢測裝置如圖6所示。
該氣密檢測位于裝置內部,鐵屑無法進入,類似的報警問題將不會再出現。
導套是運用于發動機曲軸孔加工的一個精密機床部件。滾動導套的結構、精度、安裝、調試、使用、維護及與之相配的直線鏜桿的精度、直線鏜桿與滾動導套的配合間隙等將直接影響所加工的曲軸孔的粗糙度、圓柱度、同軸度。
本夾具使用GATCO精密滾動導套,由靜止外套、與鏜桿一起旋轉的淬硬并經過磨削的內套、精密軸承、密封件組成。
導套在夾具上的安裝定位方式采用導套外徑定位,與夾具定位孔的配合選用間隙配合,這樣可以避免軸承外圈因溫度升高而膨脹影響滾動導套回轉精度和壽命,一般要求滾動導套外徑與夾具定位孔的內徑至少留有0.008 mm的間隙。
2.3 曲軸孔線鏜刀具
2.3.1 線鏜刀
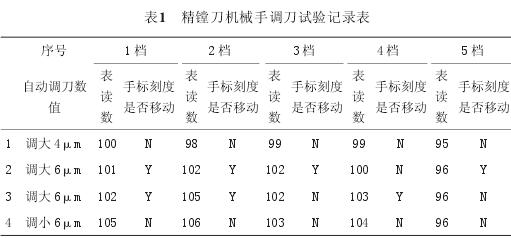
曲軸孔線鏜刀通過刀桿頭部的導向鍵與導套實現固定聯接,刀桿材質為重金屬,在刀桿上分布著五組半精鏜刀片和精鏜刀片,如圖7所示。
第二次半精鏜留下單邊0.05~0.06的余量。其中每個精鏜單元都可以單獨調整,調整精度在直徑方向能達到0.002 mm,保證極好的孔徑公差。
刀片磨損后在機床數控系統輸入孔徑數據,可通過自動補償機械手調節精調單元,調整刀尖高度。自動補償機械手卡爪上帶有金剛石涂層,具有防滑效果。
2.3.1.1 自動補償裝置
在使用過程中,發現機械手調刀的準確性、可靠性不能滿足要求。為驗證機械手自動調整性能,我們做了調刀試驗。
試驗方案為:
1)試驗前記錄每檔刀片高度;
2)通過機械手自動調刀機構將孔徑調大或調小2~6 μm;
3)自動調刀后,測量并記錄各檔刀片高度(表1),看其是否變化及其變化量。
從表1可知,機械手自動調刀不成功率為65%。對精鏜單元依據數據進行持續改進,經過多次驗證,發現改進后的精鏜單元通過機械手調整的數值比實際輸入值小2μm, 按照此規律,目前已能用機械手自動調刀。
2.3.1.2 線鏜的精鏜刀片
線鏜刀首次實驗刀片為SPCE731 UK20, 是非涂層硬質合金刀片,在用各種組合參數試切削后,曲軸孔的表面粗糙度為Rz12~18 μm,達不到圖樣要求。
通過更改刀片材質 , 選用一款金屬陶瓷刀片PCE731 VC610。此次變更刀片材質后,表面粗糙度上有較大的改善,能到達Rz8~10 μm,但孔徑減小很快,刀片抗磨損能力較差。
再次改善,選用SPCE732 VC610和Ti Al N物理涂層的SPCE732 VC610兩種方案。
試切削后,發現只是增大圓角方案SPEC732 VC610刀片的抗磨損能力沒有明顯增強,而加了涂層的刀片,雖在抗磨損方面有了很大的提升,但是粗糙度有所提高。而后又將涂層后的刀片做頂面拋光處理,使刀尖變得更圓滑,來降低加工粗糙度,結果還是不理想。
隨后,我們對線鏜刀的刀片材質進行了另外一種方案的驗證,即更換現有的硬質合金刀片材料為CBN刀片材料,選用型號為SPHN050204-T01015。然后,進行了新刀片的驗證工作,該刀片總共試驗3次,第一次總加工件數為152件;第二次總加工件數為246件,平均加工29件調
一次刀;第三次總加工件數為250件,平均加工27件調一次刀。
本次試驗來看,在粗糙度的控制方面CBN刀片明顯優于硬質合金刀片,單刃均加工壽命能夠突破210件,調刀頻次也可滿足生產要求。經過不斷地摸索與改進,目前該刀片平均每刃加工件數可達260件。
2.3.2 曲軸孔線鏜
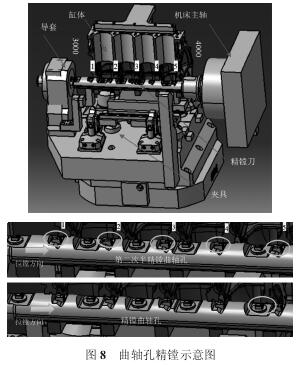
主軸夾緊刀具→刀具進入曲軸孔→刀頭進入導向套→夾具托盤下降→夾緊工件→鏜刀與曲軸孔同軸→半精鏜曲軸孔(五檔同步)→精鏜曲軸孔(拉鏜順序:5檔→2檔→3檔→4檔→1檔)→夾具放松→工件上升→鏜刀退出,加工過程如圖8所示。
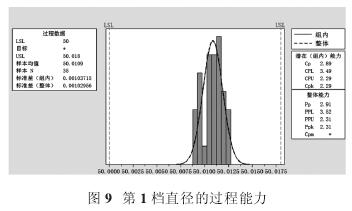
經過機床與刀具的多次實驗調整,第1檔與第2檔的各項數據穩定,達到Cpk≥1.33的要求,如圖9選取第1檔的直徑數據。但第3檔的直徑只達到Cpk=1.0。
針對該問題,我們將繼續在刀片的材質、調刀的穩定性等方面做進一步的改善。此狀態可以進入量產,但需加大工件的抽檢頻次,并對數據做持續的監控。
3 、結 語
本文研究并實踐基于加工中心的線鏜工藝,通過對線鏜夾具的設計、刀具和刀片的改進,實現了多品種共線的生產模式,經實踐驗證,中、小批量生產質量較為穩定。鑒于缸體曲軸孔的重要性,在今后生產過程中還需對曲軸孔的粗、精加工進行緊密跟蹤,通過不斷摸索與改進,使其達到最佳狀態。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

