



基于雙系統的 XHK716 加工中心改造
2019-3-27 來源:襄陽職業技術學院 汽車工程學院 作者:孫小芳 潘喜利
摘要:在XHK716加工中心上實現FANUC-0I-MATE-MD和華中HNC-210B兩種數控系統在同一臺設備上的切換,解決了外部輸入、輸出信號兼容,剛性攻絲,兩種數控系統之間互鎖等問題。
關鍵詞: 雙系統;加工中心;信號兼容;剛性攻絲;互鎖
目前,國內使用的數控加工設備,無論是加工,還是教學,每臺設備只配備了一種數控系統,而在一臺機床上配置一種數控系統,完全滿足不了教學需要,為了到達教學目的,只好購買兩臺配備不同數控系統的機床來彌補教學中的缺陷。即使這樣,購買兩臺機床不僅成本增加,而且滿足不了兩種系統在同一機床上進行直觀對比的要求。采用雙系統就是在一臺機床上配備不同類型的兩套數控系統,用一臺機床到達兩臺機床的教學效果,大大減少成本開支,同時通過在同一機床上直觀比較國產數控系統與進口的數控系統在性能、功能等方面的差異,到達教學目的。
1 、設計思路
實現基于雙系統的XHK716加工中心改造,本課題研究的具體思路是:在XHK716加工中心上實現FANUC-0I-MATE-MD和華中HNC-210B兩種數控系統在同一臺設備上的切換;外部輸入、輸出信號的兼容;在兩種數控系統公用的模擬主軸上如何實現剛性攻絲功能;兩種數控系統同時工作時相互之間的互鎖等功能。最終實現兩種不同數控系統的教學與生產的雙重功效,并且可使兩種數控系統同時工作,其中一種用于加工,一種用于教學。
2 、項目設計
2.1 兩種系統的切換
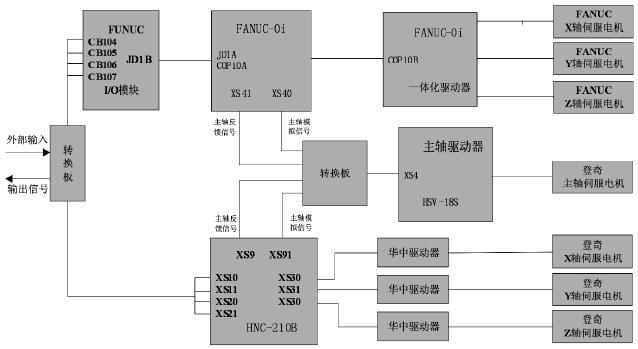
雙系統采用進口的FANUC-0I-MATE-MD和華中HNC-210B系統,其中系統、三軸伺服驅動、三軸伺服電機不共用。控制器件及主軸部分全部共用,包括共用一個GM7登奇主軸電機和HSV-18S主軸驅動器。共用的主軸驅動采用模擬信號控制,FANUC系統的主軸轉速模擬信號通過XS40端口經轉接板輸出到主軸驅動器的XS4端口,主軸電機的編碼器反饋信號則通過轉接板反饋到系統的XS41端口。華中系統的主軸轉速模擬信號通過XS91端口經轉接板輸出到主軸驅動器的XS4端口,主軸電機的編碼器反饋信號則通過轉接板反饋到系統的XS9端口。
2.2 外部輸入、輸出信號的兼容
FANUC系統PLC的I/O開關量輸入、輸出為PNP型,而華中HNC-210B開關量輸入、輸出為NPN型。為滿足外圍輸入、輸出信號通用,選用型號為HIO-3201的輸入轉接板,將外圍的PNP開關量輸入信號轉換為NPN信號,提供給華中HNC-210B系統的開關量輸入,同樣選用型號為HIO-3202輸出轉換板 將華中HNC-210B的NPN輸出信號轉換成PNP信號。使兩種系統可兼容同一類型的I/O信號。
2.3 模擬主軸剛性攻絲功能的實現
FANUC串行伺服主軸是由系統內部信號來實現主軸準確位置控制, 完成剛性攻絲功能。為提高模擬電壓的精度, 巧妙地運用FANUC系統中T型換擋功能,設置相應的參數和編制對應的PMC程序,實現精準的剛性攻絲功能。華中HNC-210B的剛性攻絲,則采用主軸的脈沖量進行位置控制,通過PLC的輸出信號接至主軸驅動器XS4的6腳,并設置主軸驅動器控制參數STA-8設為1,來進行位置控制方式與速度控制方式的切換。
2.4 兩種系統之間的互鎖
通過采用在電路中設計互鎖電路有效地實現互鎖,使某一系統投入加工生產后,另一系統與機床的控制信號被完全屏蔽,只作模擬運行,對機床控制沒有任何影響,完全滿足兩種系統之間相互隔離,互不影響。
3 、雙系統加工中心系統連接圖
如圖1所示,是雙系統加工中心系統連接框圖。兩系統采用獨立的進給軸驅動器和軸伺服電機,公用一個主軸驅動器和主軸電機,外圍的I/O通過互鎖轉換分別進入各自的數控系統對機床進行有效
控制,完全滿足生產加工、和教學雙重功效。
4 、結語
該設備試制成功后將具有廣闊的市場前景,可廣泛應用于培訓機構教學、生產加工,節約成本開支,操作方便簡捷。特別適用于既加工、又兼用教學的教育系統和職業技能培訓中心
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

