



大型數控機床故障診斷研究
2020-9-23 來源: 首都航天機械有限公司 作者:關進良,戰祥鑫,岳維超,劉松,張星等
摘要:本文介紹了大型數控機床的特點,針對大型數控機床的三種典型故障實例,分別研究分析了導致故障的各種原因,運用多種診斷方法進行故障定位,給出了合理的解決方案,并設計出相應的預防改進措施,最后總結出了大型數控機床故障診斷的總體思路,提高了大型數控機床故障的診斷效率。
關鍵詞:大型數控機床;故障診斷;PMC;編碼器;電主軸
近年來,隨著“中國制造 2025”戰略計劃的不斷推進與實施,國家正在從制造大國向制造強國轉變。數控機床在一定程度上被稱為制造業的母機,尤其是大型數控機床在制造業中發揮著舉足輕重的作用。大型數控機床可加工大尺寸、復雜形狀和精度要求高的關鍵零部件,現已普遍用在了航空航天、船舶、能源等重要領域,其故障率也直接影響著企業的科研生產完成情況,本文通過研究探索大型數控機床的故障診斷方法,達到了提高故障診斷和設備利用率的目的。
1、大型數控機床的特點
大型數控機床融合了機械、電氣、液壓、計算機以及自動控制等多種專業技術,且與普通的中小型機床存在明顯的不同,機床整體結構龐大、控制系統復雜、聯動坐標軸多、造價較高、故障診斷難度大,而且在企業制造生產中往往承擔著重要產品的加工,有“不可替代性”的特點。大型數控機床以四軸(X、Y、Z、B)或五軸(X、Y、Z、A、C)機床為主,且進口設備較多,如大型加工中心、鏜銑中心、五軸數控龍門銑床等。
2 、基于實例的典型故障分析及預防改進措施
2.1 某大型臥式加工中心主軸不啟動故障
(1)故障現象。
某大型臥式加工中心采用 FANUC 0i-MD數控系統,當執行主軸正轉 / 反轉時,主軸不啟動,機械上無異響,且無任何報警。
(2)故障分析及解決方案。
導致該故障的原因一般和伺服驅動與 PMC 地址信號狀態有關,伺服類故障常會伴隨有相應報警,基本排除伺服方面原因,所以重點檢查與之有關的 PMC 梯形圖(見圖 1)。
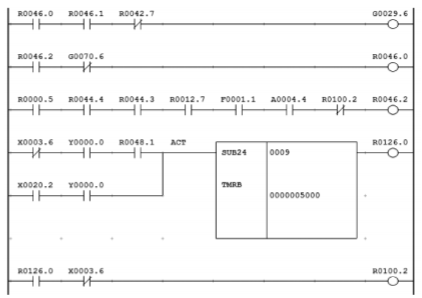
圖 1 PMC 梯形圖
利用機床 PMC 在線診斷法,進入機床梯形圖步驟是 SYSTEM → +(擴展鍵)→ PMCLAD,經查看,當按下主軸正轉 / 反轉鍵后,主軸停止信號 G29.6(*SSTP)不通,依據是 R100.2 通→ R46.2 不通→ R46.0 不通→ G29.6 不通,而導致 R100.2 打通要同時具備 R126.0 為1 和 X3.6 為 0 兩個條件。查閱機床電氣圖紙知,當 X20.2 為1 時(如工廠低壓氣源壓力不足或氣壓壓力繼電器損壞)會引起 R126.0 為 1,當液壓壓力傳感器 LS40 和 LS41 中任何一個壓力不足或者傳感器本身硬件損壞,均可導致 X3.6 為 0。首先檢查氣源壓力是正常的,但壓力繼電器觸點損壞,再檢查 LS40 和 LS41,發現 LS41 嚴重松動。更換氣壓壓力繼電器,重新調整 LS41 的位置并緊固,故障徹底排除。
如刀具更換、主軸啟停、換向變速、工作臺交換等輔助動作。梯形圖能實時在線監測這些輔助動作,只要有些動作在邏輯上存在問題,從梯形圖中能及時體現出來。②大型機床主軸不啟動原因多而且邏輯關系復雜,利用 PMC 在線診斷法能快速地從復雜的邏輯關系和眾多可能原因中找出故障點,達到捋清邏輯關系和追根溯源之目的。③信號 *SSTP 是低電平有效,正常情況下應處于通的狀態,信號為“1”。(4)預防改進措施。原 PMC 程序中,R126.0 為 1“且”X3.6 為 0 時(即兩者均有故障時),會引起主軸不轉故障,很難進行精確的故障定位,且有一定的安全隱患。現重新設計 PMC 程序(見圖 2),R126.0 為 1“或”X3.6 為 0 時(即兩者之中有一方故障時),都可使主軸停轉,同時增加報警顯示功能(A5.0、A5.1),并在 PMC 的 MESSAGE 模塊中編寫相對應的報警文本,以后再次出現類似故障時立刻在顯示器上彈出報警內容,直接定位到具體的元器件,節省大量的故障診斷時間。
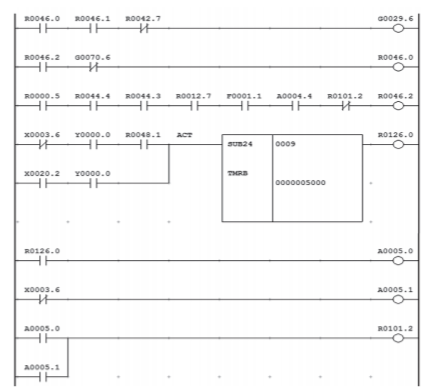
圖 2 帶有報警顯示功能的 PMC 程序
2.2 某大型鏜銑中心測量反饋系統故障
(1)故障現象。
某大型鏜銑中心采用西門子 840D sl系統,每當使用附件頭 TS6 時,出現“C 軸主動編碼器硬件故障”報警,重啟機床故障復現。
(2)故障分析及解決方案。
該機床是五軸聯動大型數控機床,帶有 TS6、TS15、TS20 三個附件頭,X、Y、Z 是直線軸,A、B、C 為旋轉軸,其中 C 軸是某一附件頭上自帶的旋轉軸,可參與聯動。C 軸是全閉環控制,該機床的反饋系統測量元件主要包括增量編碼器和磁柵尺,又根據報警提示知,屬于測量反饋系統故障,此故障一般情況下與C軸磁柵尺、伺服驅動模塊、連接電纜以及機床參數設置等有關,首先檢查相關參數正常,并更換伺服模塊和連接電纜,故障復現,又把該 C 軸在另一臺同類同型號機床上測試,結果正常,說明編碼器本身正常。上述常規的可能原因均以排除,從整體上進行分析,有可能其他原因間接導致該報警,考慮到磁柵尺抗干擾性能較差,推測最有可能的原因是信號干擾,而影響信號的干擾因素有電纜屏蔽線是否良好、接地線是否虛接等。重新檢查電氣柜發現,C 軸電機的動力線電纜屏蔽層接地不良,且該動力線和編碼器線走在同一管路中,而動力線屬于強電,編碼器線屬于弱電,容易造成信號干擾。重新將動力線電纜屏蔽層緊固接地,保證接地良好(圖 3)。經測試,故障徹底排除。

圖 3 屏蔽層接地實物圖
(3)小結。①數控機床自診斷功能能幫助技術人員判斷故障方向,但也不盡然。在進行故障診斷時,有時需要“發散性思維”,盡可能從整體上考慮故障原因,不能漏掉任何一個可疑因素。②大型機床控制系統復雜(尤其是電氣部分),容易受到信號干擾,如電磁波干擾、供電線路干擾、信號傳輸干擾,應采取有效措施盡量避免。
(4)預防改進措施。①為預防供電線路干擾(主要是強電部分),電源端安裝交流穩壓器、電源濾波器和帶屏蔽層的隔離變壓器,且數控機床遠離具有中高頻電源的設備。②為預防機床控制中的信號線路干擾(主要是弱電部分),應保證“接地”良好和采用電磁屏蔽、靜電屏蔽技術等措施,且動力線和信號線分開走線。
2.3 某大型五軸數控龍門銑床電主軸松緊刀故障
(1)故障現象。
該五軸數控龍門銑床采用 SIEMENS840D 數控系統,在給電主軸裝刀時,機械上有緊刀動作,實際上刀具已經安裝到主軸并夾緊,但“緊刀到位”信號燈不亮,進而造成主軸缺少“使能”,造成機床不能正常運行。
(2)故障分析及解決方案。
在分析具體故障原因之前,須清楚電主軸松緊刀基本原理。該機床采用雙回轉擺動銑頭,通過力矩電機驅動實現 A、C 旋轉軸運動,A 軸擺動體內安裝電主軸,電主軸松緊刀動作主要是由流量計、K11 控制模塊和機床 PLC 配合完成的,三者信號傳遞關系見圖 4。當主軸松刀或緊刀時,PLC 輸出開關量信號給 K11 模塊來控制松緊刀電磁閥動作,流量計能夠檢測出液壓管路中流過油液的流量,并將其轉化為數字脈沖信號輸送給 K11 模塊,再由 K11模塊把數字脈沖信號轉化為對應松刀到位、緊刀到位和無刀夾緊三個刀具位置的開關量信號輸送給 PLC,PLC 接收到具
體信號后才能完成整套松緊刀動作。
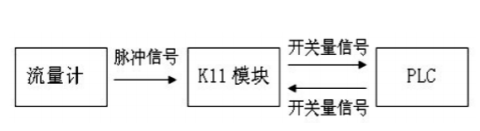
圖 4 信號傳遞關系示意框圖
由以上電主軸松緊刀控制原理知,電主軸松緊刀是否到位是由流量計檢測的,這不同于傳統的“位置檢測”。緊刀到位信號燈不亮的主要原因可能是:①流量計沒有檢測到足夠的液壓流量;②流量計已經將足夠的脈沖信號傳遞給 K11模塊,但 K11 模塊內部參數設置有誤。③液壓管路中進入空氣,影響流量計檢測信號。為進一步診斷故障,采取以下措施:主軸松緊刀由單獨的液壓站來驅動,先檢查液壓站中油量是否充足,保證油量滿足需求;利用專用排氣工具保證管路中空氣排盡。再次進行松緊刀測試,故障復現。由排除法知,故障原因最有可能是 K11 模塊(見圖 5)參數設置問題,以下將進行參數優化。
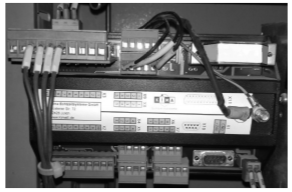
圖 5 K11 模塊實物圖
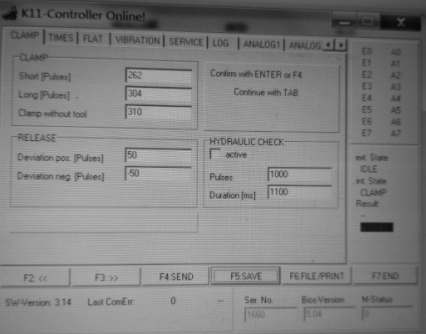
圖 6 專業軟件與 K11 模塊正常連接狀態
借 助“K11-controller” 專 業 軟 件 監 控 K11 模 塊 狀態,圖 6 是專業軟件與機床 K11 模塊正常連接后狀態,查看 CLAMP → Short[Pulses] 和 Long[Pulses] 中數據依次為262、304,分別代表“有刀夾緊”狀態的上、下限值,如果測試的數據不在上、下限值范圍內,則出現信號輸出異常。
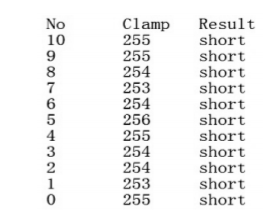
圖 7 參數優化前測試結果為“short”
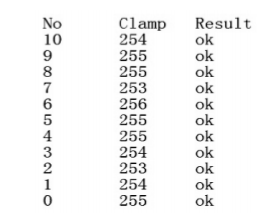
圖 8 參數優化后測試結果為“OK”
首先進行 10 次“有刀夾緊”測試,測試數據見圖 7,結果均為 short(即:信號異常)。數據分析可得出以下結論:Short[Pulses] 和 Long[Pulses] 這兩個參數設置有誤,導致緊刀狀態信號輸出有誤,需要進一步優化。記錄有刀加緊狀態的最大值 A1 和最小值 A2,可設置 Short:A2-10、Long:A1+10(如果數據變化幅度較大,可設置 A1/A2±20),即Short 設置為 243、Long 設置為 266。優化完成后,再進行10 次測試,結果全部成功(圖 8),且每次緊刀后,“緊刀到位”信號燈均正常亮,故障排除。
(3)小結。①在使用“K11-controller”專業軟件優化參數時,每次輸入數值后,均需要點擊“F4:SEND”軟鍵,這時輸入的數據才能被傳入 K11 模塊中,切記全部設置完成后要點擊“F5:SAVE”軟鍵,保存好數據。②對于主軸松緊刀這類故障,一般分為“無動作且信號狀態異常”和“有動作但信號狀態異常”兩類,前者重點排查機械方面(液壓控制閥、油量是否充足以及執行元件等),后者主要檢查電氣方面(信號傳感器、PLC 程序以及相關參數設置等)。
(4)預防改進措施。①定期優化 K11 模塊參數,以免由參數問題造成其他故障。②及時向液壓站中加液壓油(油的牌號要嚴格按照說明書要求選用,不得擅自更換),避免空氣進入,影響流量計正常檢測。
3 、大型數控機床故障診斷一般思路總結
首先,由于大型機床故障原因多而雜,將故障原因大致分類,根據工作經驗按照可能性大小依次排列。其次,在排除每類原因時要充分使用一些診斷方法,一般包括互換法、排除法、PMC( 或 PLC) 在線診斷法、專業軟件測試法等。具體診斷故障時,要深入理解“控制原理”,從原理上進行診斷才能“以不變應萬變”,并且要把故障原因逐步“由多變少”,直到故障確切定位。最后,故障排除后,須經多次測試才能確保故障徹底被排除,力爭“零返修”,并設法從根本上設計出有效的預防改進方案。
4 結語
通過實際工作中攻克的典型故障診斷實例,分析了引發故障的具體原因以及診斷方案,在徹底排除故障的同時,又從根本上做出了預防改進措施,最后總結出故障診斷的一般思路,提高了大型數控機床故障診斷和維修效率,在行業內具有較強的可借鑒性和推廣價值。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

