



基于 PLC 的加工中心控制設計
2021-8-2 來源: 泰州機電高等職業技術學校 作者:程香
摘要: 采用 PLC 技術進行數控機床的換刀、選刀,提升其自動識別速度。基于 PLC 技術的控制系統穩定性相對較強、操作性較強、可以有效節約能耗。在加工中心基于 PLC 技術實施自動換刀設計,可以優化加工過程、增強旋轉定位精準度,有效降低了加工中心出現誤差的概率,進一步縮小誤差。以 PLC 技術為基礎還可以保證自動換刀系統的安全性,將技術優勢充分發揮出來。
關鍵詞: PLC 技術; 加工中心; 控制
采用 PLC 技術進行數控機床的換刀、選刀,能提升其自動識別速度,同時自動換刀也可以避免加工中心受到外界因素影響,保證實際加工質量。
1、基于 PLC 的換刀控制
制造加工業的發展速度不斷加快,加工中心內部刀具的自動控制作用也逐漸顯現出來。自動換刀可以提升加工效率,有效避免人工換刀造成的問題。自動換刀包括刀庫、機械手和控制設備,如果刀庫體積較大,就會對移動速度產生很大的影響,降低其選擇速度并出現誤差。機械手可以實現高效換刀作業,使刀具能夠進行快速移動。加工中心換刀控制可以為多個程序的完成提速,節約加工時間。為了更好地提升加工進度,可以通過 PLC 進行自動換刀控制系統的設計,滿足加工需要。
2、基于 PLC 技術的控制系統特點
2. 1 穩定性相對較強
基于 PLC 技術的控制系統可以有效抗干擾。與繼電器控制相比,在儲存形式上,PLC 控制具有較好的邏輯性,主要以程序形式進行儲存,假如程序出現變化,邏輯也會產生相應的變化[1]。傳統的繼電器控制則借助并聯組合實施控制,使用硬線連接,連接線較多,會對日后調整產生影響。在控制方式上,繼電器控制采用機械觸點動作實施控制,這種控制效果不佳,還會降低工作效率。PLC 主要使用指令進行控制,具有較快的運行速度。PLC 控制系統能夠有效解決加工中心的控制問題,能夠進一步降低外界干擾,提升設備實際使用率。目前,PLC 在數控加工中已經獲得了較為廣泛的應用,其使用效果較好,在運行過程中能夠長時間防范故障。
2. 2 操作性較強
基于 PLC 技術的控制系統使用步驟較為便捷,能夠為多臺用戶提供編程,使其能夠應用到較為復雜的環境中。相比傳統的繼電器控制系統,PLC 控制系統的優勢較為明顯,不僅能夠以互聯網為出口實現分散控制,還可以簡化操作、集中管理。在加工中心控制過程中采用 PLC 控制系統能夠更換原有的繼電控制模式,提升工作精準性和工作效率。PLC 控制系統的編程語言主要以梯形圖為基礎,這種編程圖可以直觀地展示編程內容[2]。由于 PLC 具有一定的故障處理能力,可以在系統內部產生故障時發出相應警告,使工作人員能夠及時發現故障問題、降低損失。
2. 3 可以有效節約能耗
基于 PLC 技術的控制系統能夠提升能源使用率。PLC 的電路組裝是集成式,可以應用到一些復雜控制系統中。PLC 控制系統的應用可進一步避免使用繼電器帶來的弊端、節約空間。繼電器控制系統已經無法適應目前的發展需要,而 PLC 則是代替的首選控制系統。PLC 體積較小,其內部控制功能較為完善,能夠改善繼電器控制系統中存在的不足,避免出現硬線交錯的情況[3]。
3、基于 PLC 技術的控制系統加工設計
3. 1 加工中心內部刀具的選擇
加工中心內部刀具的選擇需要從刀庫內選擇適合的刀具再進行加工,選擇指令屬于自動選刀。自動選刀中包含按照順序選擇和隨意選擇兩種模式。按照順序選擇刀具主要是按照刀具的加工順序依次放入刀庫的刀座內,在擺放過程中刀具順序不可擺錯,如果加工工件產生了更換,需要及時改變刀具的擺放順序。這種選刀模式的弊端在于相同工件的刀具不可重復使用,如果增加了刀具的實際數量,就會在一定程度上降低刀具的實際利用率,但是按照順序選刀在對刀具進行控制的時候較為簡便。隨意選刀則主要是將刀具進行編碼,加工過程中可以按照編碼隨意選擇,在隨意選刀過程中存在幾種選擇方式: 編碼選擇、刀座編碼選擇、附件編碼選擇、計算機記憶選擇。
3. 2 PLC 控制系統的隨機選刀
計算機記憶選刀的優勢在于可以借助軟件進行刀具選擇,從而代替傳統人工選刀模式,提升選刀效率和選刀質量。刀庫可以隨意交換主軸與刀具,實現隨機換刀。主軸需要基于刀具數量設置相應的換刀模式,將其儲存在 PLC 內部,刀具的編號和刀庫位置需要保持一致。這種選刀模式可以借助軟件完成選刀,能夠有效避免出現刀具位置錯誤的情況,提升了刀具選擇的合理性和可靠性。設刀庫內刀具 40 把,獲得刀具庫存表如表 1。
表 1 刀具庫存

上圖中刀具實際數量為 40 把,刀具編碼為 1 -40,在刀具庫中對應的計算機地址為 TAB1 - TAB40。這時可以將刀隨意放在任何一個位置,計算機在進行TAB 值選擇的時候,刀具相對應的在編號也會被正確選擇,刀具被虛擬計算機地址所代替。
計算機對刀具的選擇可以通過數控編程借助指令實現。在系統內部接收到指令后,PLC 就會對刀具進行選擇,并對相應的刀具編號進行檢索。在 PLC 內部計數器會隨機轉換,在刀具庫正轉刀位的時候,PLC 計數器會增加,反之則會減少。數控系統內部會對刀具編號和刀座號進行掃描,如兩者契合,刀具庫就會停止,這時就可以選取正確的刀具; 如兩者不契合,刀具庫就會繼續轉動,直至找到契合的刀座為止。
3. 3 刀具選擇控制設計
關于刀具數據庫的創建可以通過表 2 進行分析,建立模擬刀庫能夠保證刀具編號和計算機地址 TAB號相對應。計算機地址內部已經裝設了相應的刀具,這時 TAB1 - 39 代表的是刀座編號。在系統換刀的時候,刀庫會開始轉動,促使原有刀座和主軸之間方向不一,數控系統這時便可以對計算機地址進行調整,使其能夠和刀座號互相對應。
表 2 刀具數據庫
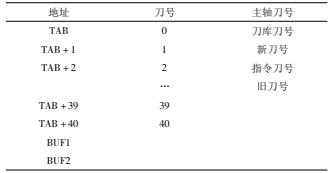
基于 PLC 控制系統進行換刀時,刀庫會經過旋轉到達待換刀位置,所使用的刀具被放入主軸內,原有主軸內部的刀具也會回歸刀座。設該刀座為 K,將該刀座的編號儲存在計數器 KL 內,數控系統在進行另一個指令的時候,PLC 就會檢索尋找指令刀編號。在實際換刀過程中系統會生成一定的指令,如果刀庫順時針轉動,KL 就會增加,反之則減少。KL 和 K 的編號始終處于相互對應的狀態,使刀具具有一定記憶性。
4、 結語
在加工中心基于 PLC 技術實施自動換刀設計,可以優化加工過程、增強旋轉定位精準度,有效降低了加工中心出現誤差的概率,進一步縮小誤差。通以 PLC技術為基礎還可以保證自動換刀系統的安全性,將技術優勢充分發揮出來。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

