")



加工中心自動換刀裝置解析
2022-3-9 來源: 神龍汽車有限公司襄陽工廠 作者:胡煉剛
【摘要】 : 本文分析并闡述了東風(fēng)設(shè)備制造廠DM500I 型臥式加工中心 DM40ATC 自動換刀裝置結(jié)構(gòu)特點(diǎn),介紹了其機(jī)械動作原理,電氣程序控制結(jié)構(gòu),同時結(jié)合神龍汽車有限公司襄陽工廠實(shí)際應(yīng)用情況,對東風(fēng)設(shè)備制造廠 DM40ATC 自動換刀裝置現(xiàn)場維護(hù)方法進(jìn)行了探討與總結(jié)。
【關(guān)鍵詞】: 換刀裝置、動作原理、電氣控制、故障解析
引言
加工中心是由機(jī)械設(shè)備與數(shù)控系統(tǒng)組成的適用于復(fù)雜零件加工的高效自動化機(jī)床。它與一般數(shù)控機(jī)床的顯著區(qū)別是對零件經(jīng)行多序加工的能力,即在一次裝夾中自動完成銑、鏜、鉆、擴(kuò)、鉸、攻絲等加工。之所以加工中心能夠廣泛運(yùn)用,是因?yàn)槠淠軌蚶玫稁鞂?shí)現(xiàn)自動換刀。因此自動換刀裝置功能的好壞關(guān)系到整個加工中心的性能。
自動換刀裝置可分為五種基本形式,即轉(zhuǎn)塔式、180°回轉(zhuǎn)式、回轉(zhuǎn)插入式、二軸轉(zhuǎn)動式和主軸直接式。按照換刀過程有無機(jī)械手參與,分成有機(jī)械手換刀和無機(jī)械手換刀兩種情況。在有機(jī)械手換刀的過程中,使用一個機(jī)械手將加工完畢的刀具從主軸中拔出,與此同時,另一機(jī)械手將在刀庫中待命的刀具從刀庫拔出,然后兩者交換位置,完成換刀過程。無機(jī)械手換刀時,刀庫中刀具存放方向與主軸平行,刀具放在主軸可到達(dá)位置換刀時,主軸移到刀庫換刀位置,利用主軸將加工用畢刀具插人刀庫中要求的空位處,然后刀庫中待換刀具轉(zhuǎn)到待命位置。主軸將待用刀具從刀庫中取出,并將刀具插人主軸。
目前神龍公司襄陽工廠臥式加工中心換刀方法主要有兩種 :1. 主軸直接從刀庫取刀,這種方式主要在 COMAU、MAKIO 等加工中心上。2. 通過換刀裝置機(jī)械手交換主軸和刀庫中的刀具,這種方式主要在 NTC,DFMTP 等加工中心上。
本文結(jié)合襄陽工廠缸體 L7 線應(yīng)用實(shí)例,對東風(fēng)設(shè)備制造廠 DM500I 型臥式加工中心 DM40ATC自動換刀裝置(以下簡稱 ATC)的動作及控制原理、現(xiàn)場維護(hù)維修方法進(jìn)行研究與探討。
1.DM40ATC 自動換刀裝置簡介及換刀過程說明
東風(fēng)設(shè)備制造廠生產(chǎn)的 DM500 Ⅰ臥式加工中心主軸為電主軸,配置 DM40ATC 換刀裝置。換刀裝置運(yùn)動采用 FANUC 伺服驅(qū)動器控制伺服電動機(jī),通過齒輪傳動帶動凸輪旋轉(zhuǎn),利用凸輪機(jī)構(gòu)控制 ATC 機(jī)械手的旋轉(zhuǎn)、進(jìn)退和松夾刀具。位置檢測通過伺服電機(jī)內(nèi)置編碼器 + 外置原點(diǎn)開關(guān)來反饋,從而實(shí)現(xiàn) ATC 運(yùn)行位置的準(zhǔn)確控制。
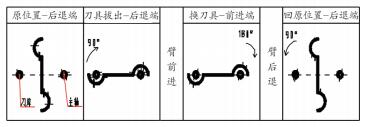
圖 1 ATC 機(jī)械手動作過程
換刀準(zhǔn)備 : 刀庫待調(diào)刀具移動到換刀位置,主軸移動到換刀位置即第二原點(diǎn),主軸定向。換刀條件滿足后,ATC 執(zhí)行換刀動作。
ATC 動作步驟如下 :
① ATC 機(jī)械手在原位 ;
② ATC 機(jī)械手順時針旋轉(zhuǎn) 90°,主軸松開刀具,ATC 夾緊刀具 ;
③ ATC 機(jī)械手前進(jìn)到位 ;
④ ATC 機(jī)械手順時針旋轉(zhuǎn) 180° ;
⑤ ATC 機(jī)械手后退到位,主軸夾緊刀具,ATC 松開刀具 ;
⑥ ATC 機(jī)械手逆時針旋轉(zhuǎn) 90°返回原位。
2.ATC 機(jī)械動作原理
2.1 ATC 機(jī)械手的旋轉(zhuǎn)運(yùn)動
機(jī)構(gòu) 1: 凸輪溝槽 + 機(jī)械手驅(qū)動軸上 6 個滾輪軸承。
如圖 2 圖 3 所示,凸輪旋轉(zhuǎn)時,通過外圓面上的溝槽,帶動 ATC 機(jī)械手驅(qū)動軸上的 6 個滾輪軸承旋轉(zhuǎn),從而將凸輪的旋轉(zhuǎn)運(yùn)動轉(zhuǎn)換成與之成 90°的 ATC 機(jī)械手驅(qū)動軸的旋轉(zhuǎn)運(yùn)動。
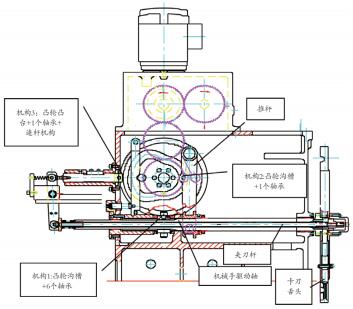
圖 2 ATC 裝置機(jī)械裝配圖
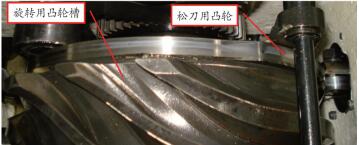
圖 3 凸輪外圓面溝槽圖
2.2 ATC 機(jī)械手的前進(jìn)和后退運(yùn)動
機(jī)構(gòu) 2: 凸輪溝槽 + 推桿上 1 個滾輪軸承。
如圖 2 所示,凸輪旋轉(zhuǎn)時,凸輪端面上的溝槽,帶動推桿上的軸承在溝槽中運(yùn)動,從而將凸輪的旋轉(zhuǎn)運(yùn)動轉(zhuǎn)換成推桿的來回?cái)[動,帶動 ATC機(jī)械手驅(qū)動軸的前后運(yùn)動。
2.3 ATC 夾刀和松刀
機(jī)構(gòu)3:凸輪外圓面凸臺+1個軸承+連桿機(jī)構(gòu)。如圖 2 圖 3 所示,凸輪旋轉(zhuǎn)時,凸輪外圓面上的凸臺推動機(jī)械手驅(qū)動軸中心的夾刀桿動作,克服彈簧力,從而將刀具松開 ; 當(dāng)凸臺轉(zhuǎn)過軸承時,由于彈簧力,夾刀桿將往回拉,夾刀桿與卡刀舌頭的錐面配合,將刀具夾緊。
3.電氣程序控制原理
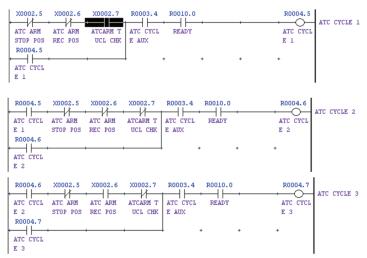
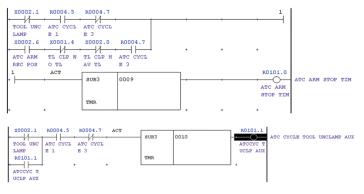
在自動的 ATC 循環(huán)過程中,電機(jī)的啟動由PMC 輸出點(diǎn) Y0.0(ATC FWD)控制。Y0.0 主要取決于 R1.4(ATC ARM FWD)信號,R1.4信號主要取決于 R3.7(ATC DRIVE CYCLE1)信號。

R3.5(ATC CYCLE COMM)為 ATC 循環(huán)命令,條件滿足后接通 R3.7(ATC DRIVE CYCLE),ATC 電機(jī)開始旋轉(zhuǎn)。
其中R101.0(ATC ARM STOP TIM)取反點(diǎn),換刀臂運(yùn)行過程中當(dāng) R101.0 有信號時 R3.7 會斷開,ATC 電機(jī)停止,在整個的 ATC 循環(huán)過程中會有兩次停止。因此 R101.0 信號時長決定著換刀臂停止的時長。R3.2(ATC ARM CYCLECOMP)為 ATC 循環(huán)完成信號,即 ATC 循環(huán)完成后 R3.7 斷開。
ATC 動作步驟② ATC 機(jī)械手順時針旋轉(zhuǎn)90°過程中,第一次停止啟動條件 R4.5(ATCCYCLE 1)有信號后經(jīng)過 T9 定時器延時(默認(rèn)值為 24ms)后,R101.0 有信號,ATC 機(jī)械手停止運(yùn)動,同時,R4.5 接通后經(jīng)過 T10 主軸開始松刀,并保持松刀狀態(tài),刀具松開后,松刀信號 X2.1(TOOL UNCLAMP) 有 信 號,R101.0信號斷開,ATC 機(jī)械手停止解除,ATC 機(jī)械手繼續(xù)運(yùn)動,直至 ATC 循環(huán)過程中滿足下一次停止條件。
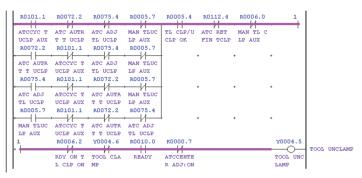
ATC 動作步驟⑤ ATC 機(jī)械手后退到位過程中,第二次停止條件 X2.6(ATC ARM
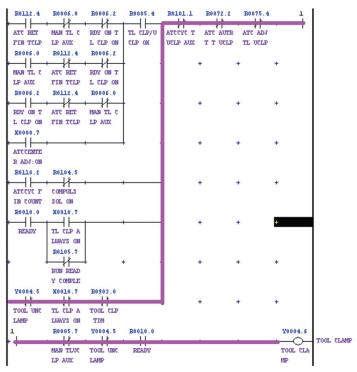
RECOVERPOSITION)有信號且 ATC 機(jī)械手循環(huán)三完成信號 R4.7 有信號,經(jīng)過定時器 T9 延時(默認(rèn)值為24ms)后 R101.0 有信號,ATC 機(jī)械手停止運(yùn)動。同時 R101.1(ATC CYCLE TOOL UNCLAMPAUX) 及 Y4.5(TOOL UNCLAMP) 信 號 斷 開 后,Y4.6(TOOL CLAMP) 接 通, 主 軸 開 始 夾 刀。
當(dāng) ATC 機(jī)械手上有刀時,X2.0(TOOL CLAMPHAVE TOOL)有信號后 R101.0 斷開,ATC 機(jī)械手停止解除,ATC 電機(jī)繼續(xù)旋轉(zhuǎn) ; 當(dāng)換刀臂上沒有刀時,為 X1.4(TOOL CLAMP NO TOOL)有信號后 R101.0 斷開,ATC 機(jī)械手停止解除,ATC 電機(jī)繼續(xù)旋轉(zhuǎn)。直至 X2.5(ATC ARM STOPPOS) 接通使得整個 ATC 循環(huán)完成即 R3.2(ATCARM CYCLE COMPLET)有信號。

4.機(jī)械結(jié)構(gòu)引起的故障解析
4.1 刀庫的位置不好
現(xiàn)象 : ① ATC 機(jī)械手從刀庫取刀時,拔出后刀在 ATC 機(jī)械手上放的不正,刀具傾斜,導(dǎo)致插入主軸時插不進(jìn),刀具撞到主軸端面上 ; ②換刀時不能很好的插入到刀座內(nèi),或撞到刀座端面上。
原因 : 刀庫旋轉(zhuǎn)未到位即原定位置不準(zhǔn)確。
方案 : 松開刀庫與轉(zhuǎn)動軸的連接漲套,稍許調(diào)整刀庫的轉(zhuǎn)角,使刀具與 ATC 機(jī)械手抓刀位置重合。
4.2 凸輪松動
現(xiàn)象 : 換刀時 ATC 機(jī)械手夾刀撞到主軸端面,手搖動 ATC 機(jī)械手,發(fā)現(xiàn)其圓周方向晃動大。
原因 : 凸輪軸的軸承壓緊端蓋螺釘松,導(dǎo)致ATC 機(jī)械手不能很好的定位,換刀時停止的位置就忽上忽下。
方案:將凸輪軸的軸承壓緊端蓋螺釘重新擰緊。
4.3 ATC 機(jī)械手位置軸向向前偏移
現(xiàn)象 : ① ATC 機(jī)械手將刀具裝入主軸后,ATC 機(jī)械手又將刀帶出,相當(dāng)于 ATC 機(jī)械手軸向反彈 ; ②刀插刀主軸內(nèi)時不到位,刀具不能在主軸上正常夾緊 ; ③ ATC 機(jī)械手不能正常轉(zhuǎn)動,旋轉(zhuǎn)時發(fā)澀。
原因 : 換刀裝置內(nèi),換刀臂進(jìn)退推桿上的軸承碎,出現(xiàn)間隙或卡主。
方案 : 吊出上部電機(jī)及電機(jī)座,拆下推桿,更換軸承 KRV30PP。
4.4 換刀臂運(yùn)動過程中卡主
現(xiàn)象 :ATC 機(jī)械手在旋轉(zhuǎn)過程中,運(yùn)動到一定的部位就卡住。
原因 :ATC 機(jī)械手驅(qū)動軸改變運(yùn)動方向的轉(zhuǎn)塔上的 6 個軸承有松動。
方案 : 重新將軸承裝到位后頂緊頂絲。
4.5 換刀時兩把刀同時被摔掉
現(xiàn)象 : 換刀時兩把刀同時被摔掉。
原因 : ①換刀臂銷子直徑尺寸過大,導(dǎo)致卡刀舌頭有時運(yùn)動不暢 ; ②卡刀舌頭復(fù)位彈簧力不夠。
方案 : ①重新更換尺寸合適的換刀臂銷 ; ②更換彈力適當(dāng)?shù)膹椈伞?/font>
4.6 在刀庫內(nèi)掉刀
現(xiàn)象 : 刀具交換結(jié)束后,換刀正常,但是刀掉在刀庫內(nèi)。
原因 : 刀座進(jìn)雜質(zhì)。
解決 : 將刀座拆下清潔,加潤滑油后恢復(fù)。提前預(yù)防 : 操作工在換刀裝刀時,注意刀具是否在刀座內(nèi)裝到位,刀具與刀座是否還有間隙或者刀很容易就被拔出。發(fā)現(xiàn)可用切削液沖洗刀座內(nèi)部,還不行就需要維修工將刀座解體修理。
5.電氣控制引起的故障解析
5.1 凸輪轉(zhuǎn)不到位
現(xiàn)象 : 在主軸側(cè)抓刀時,換刀臂轉(zhuǎn)到 90°時有回彈的動作,導(dǎo)致沒有卡緊刀,主軸松刀后刀直接掉到地上 ;
原因 : 凸輪沒有轉(zhuǎn)到位 , 使得換刀臂到位后不能自鎖,從而出現(xiàn)反彈,
方法 : 需要增在轉(zhuǎn)動時間,查看 PMC, 調(diào)整控制電機(jī)轉(zhuǎn)到 90°位置時的控制時間 T9, 微調(diào)逐步增加,直至抓刀平穩(wěn)。
5.2 換刀臂換刀時同時摔掉兩把刀
現(xiàn)象 : 在自動換刀過程中直接摔掉兩把刀(檢查機(jī)械換刀位置,以及夾刀力,卡刀舌頭均未發(fā)現(xiàn)明顯的問題,檢查精確調(diào)整之后仍然掉刀)。
原因 : 在快速換刀時,鎖刀舌頭卡刀時要縮回,還來不及彈出就被拉刀桿拉緊,被拉刀桿錐端卡住,導(dǎo)致鎖刀舌頭不能伸出,不能正常卡緊刀具,導(dǎo)致抓刀后兩把刀都掉。
方案 : 將變頻器控制速度降低之后逐步往上加,然后調(diào)整控制時間,使得不出現(xiàn) 5.1 的故障即可。
5.3 換刀臂夾刀具放不進(jìn)主軸,即刀具撞主軸
現(xiàn)象 : 換刀臂帶著刀直接撞向主軸,不能完全插入。
原因 : 主軸定向偏移。
方案 : 重新標(biāo)定主軸定向位置,并解決主軸定向偏移。主軸定向偏移原因及解決方案 : 主軸編碼器屏蔽線屏蔽功能不好,導(dǎo)致信號有干擾,脈沖丟失主軸定向位置偏移,需要重新將編碼器屏蔽線接地線。
6. 結(jié)束語
從前期故障處理過程來看,換刀過程控制是通過傳感器信號和延時控制,因此換刀裝置故障往往不是單一的,可能有電氣與機(jī)械故障的雜合,因此處理故障時思考問題需要綜合考慮。
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點(diǎn)
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2024年11月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年10月 軸承出口情況
- 2024年10月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年10月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2028年8月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
博文選萃
| 更多
- 機(jī)械加工過程圖示
- 判斷一臺加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢
- 國產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別