



“專家技術(shù)論文”重磅回歸,《機(jī)床三維空間關(guān)鍵幾何誤差的來源解析》
2023-10-13 來源:雷尼紹 作者:-
傳統(tǒng)的單光束激光干涉儀對(duì)機(jī)器的校準(zhǔn)主要基于單參數(shù)測(cè)量,由于機(jī)器幾何誤差中各項(xiàng)自由度誤差常常相互關(guān)聯(lián),對(duì)測(cè)量結(jié)果很少有辦法找出其誤差的根本來源。XM-60多光束激光干涉儀采用的是光學(xué)測(cè)量原理及多參數(shù)同步測(cè)量機(jī)理,特別是創(chuàng)新光學(xué)滾動(dòng)角的測(cè)量技術(shù),讓我們對(duì)機(jī)器各項(xiàng)幾何誤差測(cè)量及對(duì)誤差來源的分析有了全新準(zhǔn)確快速的可溯源工具。
1、機(jī)器三維空間幾何誤差背景
機(jī)器任何一個(gè)直線運(yùn)動(dòng)軸線都有沿XYZ三軸的平動(dòng)和繞XYZ三軸轉(zhuǎn)動(dòng)的誤差,也就是我們常說的六個(gè)自由度誤差。
如圖1所示,在機(jī)床的三軸移動(dòng)空間中,共有9個(gè)平移誤差參數(shù),9個(gè)角度誤差參數(shù)和3個(gè)垂直度誤差參數(shù)。總計(jì)21項(xiàng)誤差。要將21項(xiàng)誤差對(duì)機(jī)器空間位置的影響完全消除,需要將各項(xiàng)誤差精確地檢測(cè)出來,并研究開發(fā)有關(guān)軟件,將檢測(cè)得到的誤差數(shù)據(jù)轉(zhuǎn)換為具備相應(yīng)功能的數(shù)控系統(tǒng)所能接受的參數(shù),提供給系統(tǒng)補(bǔ)償結(jié)果,從而實(shí)現(xiàn)提高機(jī)床空間精度。
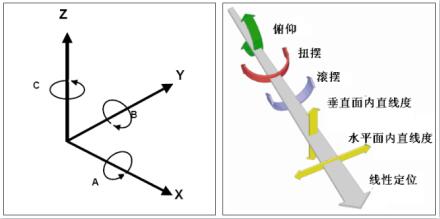
圖1:機(jī)器運(yùn)動(dòng)軸線的6項(xiàng)自由度誤差
但對(duì)大多數(shù)機(jī)床制造商來說,通過數(shù)控系統(tǒng)中的空間誤差補(bǔ)償功能來提高機(jī)床精度的想法看起來很好,但實(shí)際操作上受各種因素的局限,如需要增加不菲的軟硬件成本和單參數(shù)逐一測(cè)量的人工用時(shí)成本,補(bǔ)償后精度的長(zhǎng)期保持性也缺乏穩(wěn)定,一般是在沒有辦法的情況下最后才考慮采用的辦法。客觀地講,能從機(jī)械裝配階段將機(jī)器三維幾何誤差控制在一定合理的范圍,才是大多數(shù)機(jī)器制造業(yè)者所追求的目標(biāo)。
2、機(jī)器空間誤差
傳統(tǒng)的機(jī)器校準(zhǔn)方法,按國(guó)際ISO標(biāo)準(zhǔn)或國(guó)內(nèi)GB標(biāo)準(zhǔn)的每一測(cè)試項(xiàng)目中,對(duì)某一軸線的不同自由度誤差進(jìn)行精度驗(yàn)證,都是只對(duì)某一任選位置進(jìn)行測(cè)量的結(jié)果來評(píng)價(jià)。從而以點(diǎn)代面,以線代體來評(píng)價(jià)機(jī)床該軸的各項(xiàng)幾何精度,包括該軸直線定位精度、直線度或兩軸間的垂直度等等。
由于機(jī)床三維空間中各誤差的疊加作用,在許多場(chǎng)合,空間不同位置就會(huì)出現(xiàn)不同的定位精度、不同的直線度或不同的垂直度。當(dāng)采用不同測(cè)量工具時(shí),經(jīng)常出現(xiàn)多種測(cè)量工具之間得到的測(cè)量結(jié)果不太吻合,在許多情況下,采用不同工具得到不同測(cè)量結(jié)果,不是誰對(duì)誰錯(cuò)的問題,常見的原因是不同測(cè)量工具所完成機(jī)器誤差測(cè)量的空間位置不盡相同,而當(dāng)機(jī)器存在角度誤差時(shí),在不同位置測(cè)量得到不同結(jié)果而導(dǎo)致的。
2.1空間定位誤差
如圖2所示,在A處采用單光束激光檢測(cè)某一軸的定位精度并補(bǔ)償合格后,由于運(yùn)動(dòng)平臺(tái)的多自由度誤差的作用,使得在同一運(yùn)動(dòng)軸的在其它部位所得到的定位精度并不一定能滿足精度要求,如圖2所示,在A位置進(jìn)行螺距誤差補(bǔ)償后B位置測(cè)量的誤差還是沒有解決。
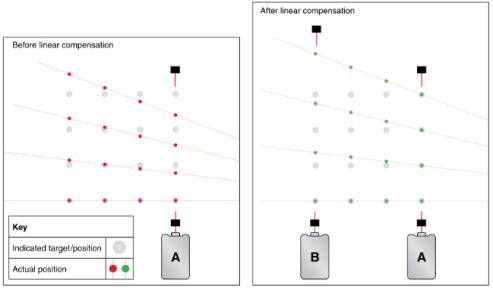
圖2:空間不同位置定位誤差不同示意圖
2.2空間直線度誤差
導(dǎo)軌直線度是機(jī)器裝配中最常見的一項(xiàng)要求,分導(dǎo)軌在水平面內(nèi)的直線度或垂直面內(nèi)的直線度兩項(xiàng)。以水平直線度舉例說明,當(dāng)依據(jù)平尺等實(shí)物基準(zhǔn)將導(dǎo)軌水平面內(nèi)的直線度調(diào)整完畢后,在許多場(chǎng)合,采用激光干涉儀直線度鏡組驗(yàn)證時(shí),常常又出現(xiàn)水平面直線度與采用平尺與千分表檢測(cè)的結(jié)果不同。這時(shí),確認(rèn)導(dǎo)軌是否存在滾動(dòng)角誤差至關(guān)重要。
單一導(dǎo)軌底面不平或多導(dǎo)軌間共面平面度存在問題會(huì)使得導(dǎo)軌滑塊或工作臺(tái)在直線運(yùn)動(dòng)中存在滾動(dòng)角,在不同空間位置帶來直線度誤差大小不同,如圖3與圖4所示。
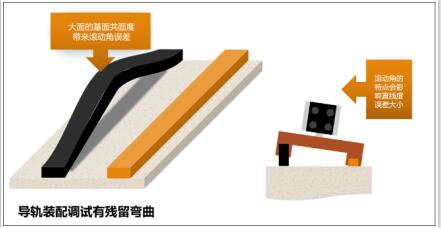
圖3:工作臺(tái)各導(dǎo)軌的共面性帶來滾動(dòng)角誤差

圖4:滾動(dòng)角與空間直線度的關(guān)系
2.3空間垂直度誤差
以笛卡爾坐標(biāo)系為基礎(chǔ)所設(shè)計(jì)的機(jī)床其XYZ三軸兩兩間是否相互垂直,也是影響機(jī)床精度的關(guān)鍵指標(biāo)之一。如果機(jī)器中存在一定的角度誤差,如俯仰角、偏轉(zhuǎn)角及滾動(dòng)角等,則在三維空間中的不同位置,或多或少存在不同垂直度的值。有時(shí),為驗(yàn)證某兩軸垂直度的大小而會(huì)采用多種不同工具或標(biāo)準(zhǔn)器,一不小心將幾次驗(yàn)證的標(biāo)準(zhǔn)器的位置放置在不同位置測(cè)試時(shí),就有可能出現(xiàn)幾組不同的測(cè)試結(jié)果。如圖5所示,某機(jī)床X軸存在偏轉(zhuǎn)角(XRZ),在檢測(cè)XY垂直度時(shí),用大理石角尺擺放在X軸的兩端不同位置,或采用球桿儀在X軸中間位置,三次測(cè)量的垂直度值均有所不同。
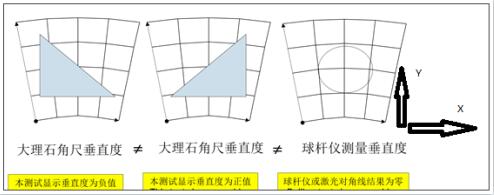
圖5:偏轉(zhuǎn)角帶來機(jī)器平面內(nèi)不同位置所體現(xiàn)的垂直度不同
顯然,如果三維空間中各處的垂直度出現(xiàn)各處有所不同的現(xiàn)象,要想達(dá)到解決垂直度誤差來提高機(jī)器精度的目標(biāo),不是一個(gè)單靠調(diào)整XYZ三軸間兩兩垂直關(guān)系的問題。從圖5舉例中看,解決本示例垂直度精度問題的根本是提高X軸的偏轉(zhuǎn)角(XRZ)。
綜上所述,在機(jī)器裝配調(diào)試中采用綜合參數(shù)同步測(cè)試工具的優(yōu)勢(shì)就凸顯出來,在測(cè)試直線度誤差的同時(shí)也分別得到俯仰角、偏轉(zhuǎn)角及滾動(dòng)角等多項(xiàng)誤差的測(cè)試結(jié)果,就能有效地幫助分析出關(guān)鍵幾何誤差的來源,為進(jìn)一步提高機(jī)器裝配精度提供了明確的方向。
3、XM-60可溯源測(cè)量及CARTO偏置計(jì)算,實(shí)現(xiàn)誤差源分析
正是由于機(jī)器的各種幾何誤差在空間不同位置所表征的誤差大小甚至誤差方向不一定相同,加上多種類型的誤差還會(huì)在空間進(jìn)行耦合、疊加,要想準(zhǔn)確測(cè)量分析出機(jī)器的空間誤差真正來源,從根本上提高機(jī)器的制造水平,成為眾多機(jī)器制造企業(yè)所追求的目標(biāo)。
長(zhǎng)久以來,不少業(yè)內(nèi)的專家、學(xué)者,想方設(shè)法利用各種測(cè)量?jī)x器,通過各種誤差辨識(shí)的技巧,試圖通過非溯源的數(shù)據(jù)對(duì)所測(cè)量的綜合誤差中的各種誤差源進(jìn)行分離,對(duì)于某臺(tái)(些)特定結(jié)構(gòu)或特定條件下進(jìn)行測(cè)試的機(jī)床,誤差辨識(shí)結(jié)果也許還可信。但由于大多數(shù)非溯源的測(cè)試儀器是基于特定數(shù)學(xué)模型下來得到的誤差辨識(shí)結(jié)果,其方法的可靠性及重復(fù)性都有較大的局限性,不宜推而廣之。
XM-60多光束激光干涉儀是一款基于光學(xué)原理的可溯源的六自由度誤差的直接測(cè)量工具,它所配套的CARTO軟件能夠根據(jù)所測(cè)量的偏轉(zhuǎn)角、俯仰角及滾動(dòng)角數(shù)據(jù),根據(jù)用戶選定的不同偏置大小,直接得到機(jī)器空間任意指定位置的幾何誤差和定位誤差。不僅能了解機(jī)器空間不同位置的定位誤差,還能分析出各種幾何誤差的主要來源。
4、偏置計(jì)算的應(yīng)用舉例
在平臺(tái)或機(jī)器的裝配調(diào)試過程中,許多用戶為提高閉環(huán)系統(tǒng)的精度,都將注意力重點(diǎn)放在選購(gòu)高精度的光柵尺上,以期得到機(jī)器的高精度定位。但由于光柵尺的安裝或多或少存在有阿貝誤差,機(jī)器設(shè)計(jì)精度受到裝配機(jī)械誤差的影響而受到限制,無法完美實(shí)現(xiàn)預(yù)期設(shè)計(jì)精度。作為機(jī)器或平臺(tái)的設(shè)計(jì)和制造人員,真希望能有辦法快捷、方便地指出激光干涉儀測(cè)試結(jié)果中有多大比例來源于光柵誤差,而有多少來源于機(jī)械的阿貝誤差。
XM-60多光束激光干涉儀及配套的CARTO軟件已經(jīng)為業(yè)者提供了成套的軟硬件,下面就一臺(tái)精密儀器的測(cè)試結(jié)果舉例分析如下。
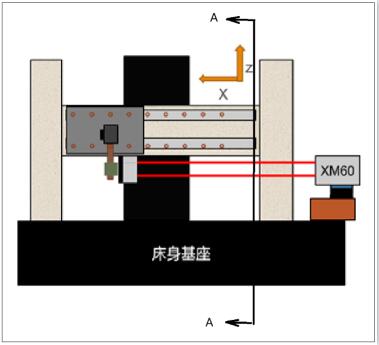
圖6:機(jī)器的正視圖
采用XM-60多光束激光干涉儀對(duì)X軸進(jìn)行測(cè)試,儀器安裝在如圖6位置。
圖7所示激光束相對(duì)X軸光柵在Y方向與Z方向的偏置距離。
• 以激光光束處為參考,X軸光柵尺安裝位置在Y向距離激光偏置約-90mm
• 以激光光束處為參考,X軸光柵尺安裝位置在Z向距離激光偏置約60mm
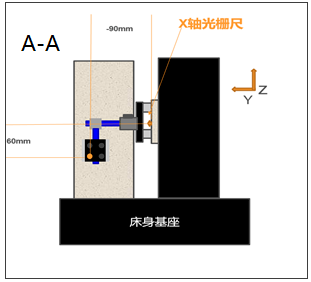
圖7:A-A截面圖
測(cè)出的X軸六自由度誤差結(jié)果如圖8
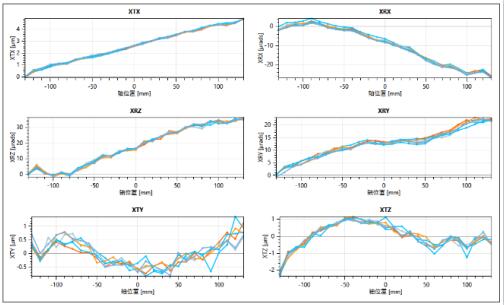
圖8:同時(shí)測(cè)量出6自由度誤差
按國(guó)家標(biāo)準(zhǔn)GB/T17421.2 2016進(jìn)行定位誤差分析,得到雙向定位精度為5.1微米。而該機(jī)器選用的是銦鋼材料的高精度光柵,定位誤差是否主要是該光柵尺有質(zhì)量問題帶來的?
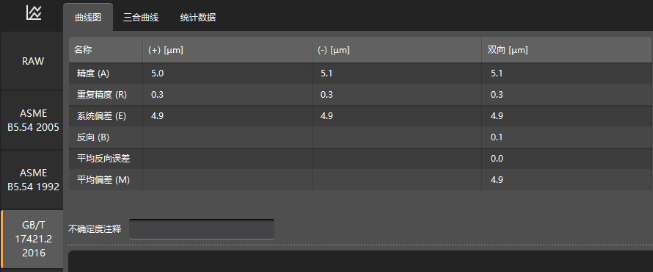
圖9:國(guó)家標(biāo)準(zhǔn)GB17421.2分析出的定位精度結(jié)果
分析圖8得到的XM-60多光束激光干涉儀的測(cè)量結(jié)果,同時(shí)測(cè)量出的角度誤差如下:
• 最大偏轉(zhuǎn)角XRZ:36微弧度
• 最大俯仰角XRY:22微弧度
利用CARTO軟件中的偏置計(jì)算功能(見圖10),按激光距光柵尺位置在Y與Z方向的相對(duì)偏置距離,輸入到相關(guān)軟件中,得到光柵尺所在位置的定位精度。
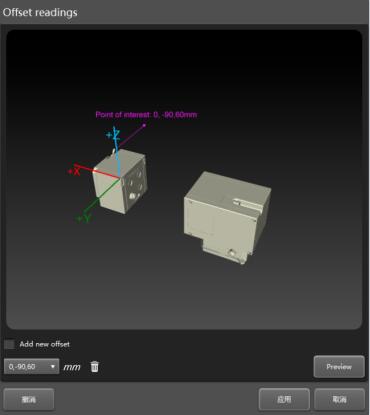
圖10:CARTO偏置計(jì)算功能的界面
根據(jù)上面的偏置軟件,得到光柵尺所在位置的定位精度曲線,如圖11所示,大約在1微米左右,說明光柵尺的精度符合設(shè)計(jì)時(shí)選定的精度。
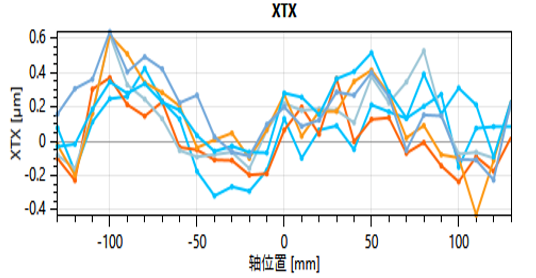
圖11:光柵尺所在位置的定位精度
由此可見,該機(jī)器5.1微米的定位精度主要來源于機(jī)械俯仰角和偏轉(zhuǎn)角所帶來過大阿貝誤差引起的,而不是光柵尺自身精度問題。如需要提高該機(jī)器空間定位精度,則應(yīng)該設(shè)法提高對(duì)于該機(jī)器的俯仰角和偏轉(zhuǎn)角誤差要求。
5、結(jié)語
文中就俯仰角、偏轉(zhuǎn)角誤差與定位誤差的關(guān)聯(lián)性,舉例進(jìn)行了分析闡述,并就XM-60引入的對(duì)任意“關(guān)注點(diǎn)”進(jìn)行快速測(cè)量的原理及實(shí)際應(yīng)用案例進(jìn)行了分享,為機(jī)器的裝配精度的進(jìn)一步提高及數(shù)字化生產(chǎn)指明了改進(jìn)的方向。
實(shí)際上,滾動(dòng)角誤差與直線度、垂直度等幾何誤差之間也存在極強(qiáng)的關(guān)聯(lián)性,相信如下幾個(gè)議題是業(yè)者在日常機(jī)器組裝工作中經(jīng)常遇到的問題。但因機(jī)器誤差的來源時(shí)常是多種誤差相互耦合疊加的結(jié)果,傳統(tǒng)的單參數(shù)檢測(cè)工具無法快捷方便地發(fā)現(xiàn)問題所在,長(zhǎng)久以來是許多業(yè)者一直在努力摸索,尋求答案的重要議題。
1)為何在機(jī)器不同空間位置測(cè)量定位精度會(huì)有所不同?
俯仰角與偏轉(zhuǎn)角與空間定位精度關(guān)聯(lián)性探討;
2)為何水平狀態(tài)下貌似調(diào)好的主軸導(dǎo)軌模組在立柱上安裝后有時(shí)測(cè)得直線度會(huì)更大?
機(jī)器空間不同位置直線度大小不同的原因與各種測(cè)試方法的探討;
3)為何用角尺測(cè)定的垂直度與激光校準(zhǔn)儀或球桿儀測(cè)得的結(jié)果不同?
機(jī)器俯仰角、偏轉(zhuǎn)角及滾動(dòng)角誤差與空間垂直度的關(guān)聯(lián)性的探討;
XM-60是一款新型的多參數(shù)直接測(cè)量?jī)x器,具有許多傳統(tǒng)單參數(shù)測(cè)量?jī)x器所不具備的誤差分離能力。類似于上述業(yè)者普遍關(guān)注的議題,在使用XM-60后或多或少都有辦法從其測(cè)試結(jié)果中找到答案。限于篇幅原因,本文沒有逐一展開介紹。歡迎文末留言,我們將根據(jù)您的反饋,陸續(xù)展開探討,敬請(qǐng)關(guān)注。
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點(diǎn)
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2024年11月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年10月 軸承出口情況
- 2024年10月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年10月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2028年8月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
博文選萃
| 更多
- 機(jī)械加工過程圖示
- 判斷一臺(tái)加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢(shì)
- 國(guó)產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國(guó)的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營(yíng)銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國(guó)人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別