


摘要:主要介紹復卷機的作用和結構,主從空載的同步控制,吉泰科變頻器的脈沖列位置控制、控制原理和控制特色。
一、復卷機簡介
復卷機用途是將造紙機生產出來的紙卷(稱為原紙卷)進行依次復卷,紙張經過復卷后做成成品紙出廠。一般分為3部分:復卷分部,切紙分部,送紙分部。
復卷分部:也就是收卷,包括騎壓輥、主輥、從輥。三個輥將卷紙輥固定在中間位置。隨著主從棍施加的轉矩讓紙棍轉動將紙張卷繞起來。騎壓輥在紙棍的上面通過氣缸施加一定的壓力。主輥和從輥并排橫向排布。
切紙分部:將紙張切成各種設定寬度,然后進入復卷分部。有前弧形輥、中間的切輥、切刀、后弧形輥組成。切輥和切刀配合來完成切紙,切紙的寬度由手動調整切刀距離來完成。弧形輥可以將紙張展開、鋪平。
送紙分部:即放卷,每個送紙分部都有一個送紙帶輥和一個導紙輥組成。送紙帶輥驅動皮帶,進而驅動送紙棍進行放卷;導紙輥可以展平、引導紙張的輸送。
二、系統控制的要點
1、復卷分部是由兩臺電機共同驅動一個負載,所以必須保證兩個棍的線速度完全一致,否則發生相對位移后就會對紙棍和紙張產生損壞;同時還要保證兩個輥上的負荷分配效果,否則會出現兩臺電機出力不一致,甚至完全有一臺電機驅動的情況,繼而發生過載、過流的情況。當然如果電機功率不一致的話,也可以保證電機按比例的輸出轉矩。
2、系統由幾個分部構成,要使整個系統的線速度保持一致,組成同步系統,就需要對各個分部的速度精度和匹配要求較高,否則會影響紙張收卷的平整度,甚至拉斷紙張。
3、多個變頻器同時工作,由于相互之間的影響以及功率上的差異,很可能會產生某些變頻器母線電壓過高的情況,要考慮制動或者母線共享方面的內容。
三、同步控制
當一個傳動設備是由兩個或多個電機驅動的時候,就需要通過同步控制來分配各個電機間的負荷使其達到均勻平衡,以滿足對傳動點的控制精度。同步控制的工作原理:主機是典型的速度控制,而從傳動是速度或者轉矩控制,一般情況下可分為:當主傳動和從傳動的電機軸通過齒輪或鏈條相互固定地剛性連接時,從傳動與主傳動之間不能有速度差,從傳動使用轉矩控制,其工作時只負責輸出一定比例的轉矩以減少主傳動的負荷,整個傳動的速度控制由主傳動來完成。主機采用速度控制方式;當主傳動和從傳動的電機軸通過傳輸帶等設備柔性地連接時,從傳動與主傳動之間允許有細微的速度差,從傳動使用速度控制。
四、吉泰科變頻器控制方案:
復卷分部中有兩臺電機共同驅動一個紙棍,經過對工藝的了解,我們決定采用GK800特有的負載分配功能。主輥運行在速度模式下作為系統的主速度,因主輥、從輥共同驅動紙棍,從輥工作在轉矩模式和主輥構成一個同步系統。主輥的轉矩信號經過模擬量輸出給從輥作為轉矩給定,主輥速度輸出給從輥作為速度限制。
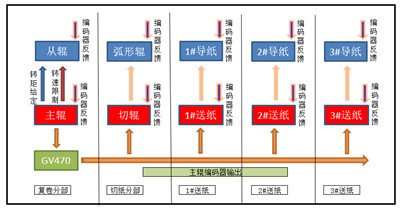
整個系統正常運行的最基本的條件是線速度保持一致。結合GK800變頻器的控制特點,我們采用脈沖列位置控制。主輥速度編碼器信號送給后面的跟隨的從機作為前饋信號,然后引入位置環的控制,使其在前饋速度的基礎上進行微調,來完成從機對主機的跟隨效果。為提高控制精度,所有電機安裝ABZ編碼器,變頻器采用GK800系列,變頻器全部直流供電,安裝編碼器卡來完成閉環矢量控制。整個系統的線速度來自復卷分部的主輥速度,可以通過數字給定、模擬量給定(支持-10V)、通訊給定、脈沖給定等多種方式來給定。
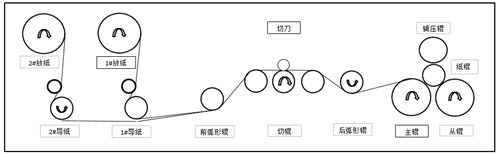
復卷機示意圖
五、吉泰科變頻器控制特色
1、負荷分配
主機速度模式,有PG矢量控制。
頻率給定值給定方式:數字給定、模擬量給定(支持-10V)、通訊給定、脈沖給定;
主機輸出速度是頻率給定值和反饋值經過速度環PI計算后調整輸出的。
從機轉矩模式,有PG矢量控制。
轉矩給定值來自主機轉矩的模擬量輸出信號,主機速度信號輸入從機后作為從機的速度限制。
運行時,主機將輸出轉矩傳遞給從機作為從機轉矩給定,從機會根據主機轉矩自動調整自身轉速,來適應主機轉矩,達到轉速和轉矩的平衡,自動補償由于機械而產生同步誤差。
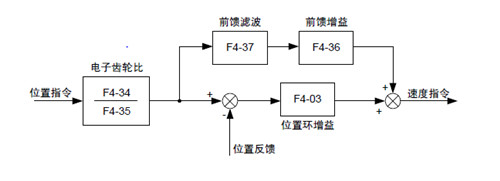
2、脈沖列位置控制:
控制電機編碼器反饋脈沖數跟隨指令脈沖數的運行方式,如下圖所示。圖中位置指令給定方式通過F4-33設定,位置反饋為從電機編碼器輸入的脈沖信號。
3、多樣的供電方式選擇
‘
吉泰科變頻器均支持交流、直流供電(自帶緩沖)。本系統中采用共直流母線的方式,提升了效率還增加了穩定性,省去了制動電阻。
六、結后語
經過簡單的調試,系統運行效果非常穩定。復卷分部主、從棍負荷分配一致性高;整車線速度各個速度段的波動很小,完全滿足客戶的工藝要求,并且已完成出口。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

