


舊機床液壓系統節能改造研究
2023-7-25 來源: 湄洲灣職業技術學院 作者:趙慶新 陳建洪 陳菡菡
摘要:在制造產業升級過程中,出現大量的老舊機床,為避免浪費資源,急需改造升級。文章針對舊機床液壓系統節能改造進行研究,分別應用變頻調速技術以及液壓系統熱能回收技術對舊機床進行改造,經模型仿真能耗分析:其經濟效益明顯提高,節能環保效果顯著。
關鍵詞:變頻調速;節能改造;能耗分析
當前,新一輪科技革命和產業變革,重塑國際產業分工格局,“中國制造 2025”國家戰略布局實施,迫切需要我國由“制造業大國”向“制造業強國”轉變,為實現中華民族偉大復興的中國夢打下堅實基礎。在制造業產業升級過程中,如何處理利用大量老舊機床的難題亟待解決。在我國發展和興起機床再制造,不僅可以實現大量廢棄機床再利用,大大節約了資源和能源,也減少了環境污染,還可以進行節能改造提高再制造機床的能效利用率;但以往的研究主要關注機械設計改造和數字化改造等,對機床液壓系統再改造的研究甚少,控制液壓系統溫度對節約能源和提高加工精度具有現實意義。
1、原有液壓系統存在問題
液壓系統主要由潤滑和冷卻兩個模塊組成,機床的運動及動力不僅是靠液壓系統的油液來傳遞的,而且只有在潤滑和冷卻運行順暢下才能保機床正常工作。在機床運行過程中,由于工藝過程和負載是隨時變化的,液壓系統的壓力和流量都會有明顯波動,如在空載或空行程時所需流量是很小的,系統處于供大于求的狀態,此時能耗的浪費是最大的。、
一臺機床有許多零部件,很多是由液壓系統驅動的,如潤滑模塊、冷卻模塊、液壓能耗模塊等。
機床在工作過程中工序和負載是隨機變化的,其所消耗的能量也不是恒定不變的,在不同的工序中液壓系統所需的流量及壓力變化較大。于是,當機床功耗低時,液壓系統所需實際流量較小的時候,泵的實際供應量將遠遠超出實際所需流量,這時候溢流閥將起作用,多余的液體將會經溢流閥回到油箱。據能量守恒定律,這種經溢流后的液壓油浪費很多的電能。當機床處于供大于求狀態的時間越長,系統所耗散的能量也就越多。根據流體力學原理可以得到,泵的轉速不變時,泵的供油壓力F和轉速n的平方成正比,泵的輸出流量Q與轉速n成正比,所消耗的功率P等于流量Q與壓力F的乘積,其關系為:
由式(3)可得,當轉速n降低時,功率P將更加明顯地降低。要使機床的液壓系統節能環保,必須控制泵的流量Q。舊機床最常見的方法是調節閥門來控制流量,如圖1所示。
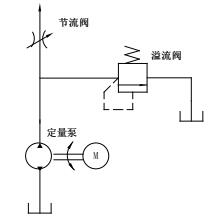
圖1 舊機床調節流量方法
圖 1中所示舊機床流量調節回路主要是由節流閥、溢流閥和定量泵等組成,此回路的電動機以恒定速度運轉,而系統流量是通過調節節流閥大小來實現的。此設計方案的電機未根據實際需要做調整,始終滿負荷運行,能量消耗很大,且系統溫度將會持續升高,為了提高企業效益及節能減排,此類機床必須進行節能改造再利用。
2、變頻調速節能技術
變頻調速是把工頻電源(50 Hz或60 Hz)變換成各種頻率的交流電源,以實現電機的變速運行的設備,其中控制電路完成對主電路的控制,整流電路將交流電變換成直流電,直流中間電路對整流電路的輸出進行平滑濾波,逆變電路將直流電再變換成交流電 。在機床上采用這種變頻調速技術的方法可以實現按需給流量,資源浪費可明顯減少,經濟效率顯著提高。交流電動機的轉速表達式為:
式中:n為異步電動機的轉速;f為異步電動機的頻率;s為電動機轉差率;p為電動機極對數,由式(4)可以看出,轉速 n與頻率 f成正比,只要改變頻率 f即可改變電動機的轉速,當頻率 f 在 0~50 Hz 的范圍內變化時,電動機轉速調節范圍非常寬。變頻器就是通過改變電動機電源頻率實現速度調節的,是一種理想的高效率、高性能的調速手段。
經過變頻調速改造后的系統,通過變頻改變電機的轉速 n 來改變泵的流量及壓力,以達到實際需要的適合流量,從而達到減少能耗目的。如圖 2所示為改造后的變頻調速結構圖。
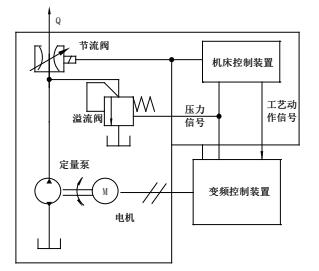
圖2 改造后流量調節示意圖
此設計是在舊的液壓系統上,增加了調速控制單元,變頻控制裝置獲取機床工況負載信號以及節流閥、溢流閥壓力信號后,改變頻率 f來調節電機轉速n,從而給出系統實際所需流量。采用此種設計與舊機床流量調節方法相比,其經濟效益和節能減排效果明顯提高,如圖3 所示 。
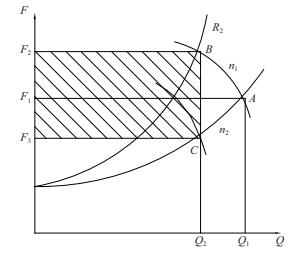
圖3 改造前后能耗比較圖
舊機床流量調節方法:當系統閥門全開時,電機轉速 n1 恒定不變,通過調節閥門將流量從 Q1調整為 Q2,相應系統壓力由 F1增大到 F2。由式(3)可知,功率 P 沒有降低,但系統壓力 F 卻增大較多,摩擦發熱導致系統溫度明顯升高。改造后增加變頻控制裝置通過變頻調速來實現流量調節,此時系統負載特性曲線仍為 R1,而通過變頻調速改變電機轉速,電機轉速從n1下降到n2,穩定工況點為兩者交點C處。此時流量為Q2,壓力為F3,功率P降低了,圖3中剖面線部分即為改造后相對應改造前的P減小值,可見改造后的系統,節能效果顯著。
3、液壓系統熱能回收技術
現存的很多大機床的制造年代久遠,由于當初技術薄弱、經濟落后,只求能用夠用即可,因此其體積龐大且制造粗糙。因液壓系統設計不合理,機床工作時油液吸收了多余的熱能而導致溫度升高,此時若無適當的冷卻方式,油液自身因長期高溫影響品質,高溫高熱會使機床重要零部件產生形變,甚至影響機床加工精度;當冬季氣溫較低,機床需要提前較長時間熱機,極端情況下油液需要加熱后機床才能正常使用。對于油溫的控制,針對低溫舊機床是安裝加熱管,此方式簡單易行但缺陷明顯,出現油溫分布不均勻,以及局部過熱影響油液品質。當油液出現高溫時,舊機床采用排熱風扇給予降溫,工作環境溫度升高。
鑒于原有油溫分布不均和工作環境溫度高的情況,對舊系統進行節能改造,改進之后油溫控制系統更節能環保,其原理如圖4所示。
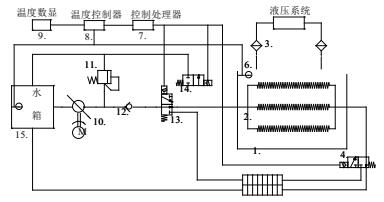
圖4 節能型油溫控制系統
為了解決舊系統加熱管局部過熱問題,運用了帶有薄壁螺旋形的熱交換器,增加接觸面積,并把熱量儲存起來。換向閥 4、13、14與控制中心配合,實現冷卻模式和預熱模式的智能切換。當系統溫度過高時,溫度數顯反饋到控制中心,系統進入冷卻模式,油液從熱交換器左邊入口進入,熱交換結束后從右邊出口排出,熱量儲存在蓄熱裝置中,冷卻后油液再回到油箱。當系統溫度較低時,切換到預熱模式,此時換向閥 4、13、14做出移位工作,低溫油液先進入蓄熱裝置,溫度升高后進入熱交換器預熱,熱傳遞后的油液經換向閥14回到油箱。
4、改造前后機床能耗仿真分析
機床在加工的過程中,機床的主傳動模塊、進給模塊、冷卻潤滑模塊、液壓模塊、其余能耗模塊等 5 大能耗模塊的狀態是不斷變化的過程,而且不同的工序影響和控制著機床狀態。Simulink 是美國 Mathworks 公司推出 MATLAB 中的一種可視化仿真工具,利用Simulink/Stateflow可以建立改造前后機床能耗仿真模型。在 Stateflow 中,對于機床的每一個工況狀態,機床的主傳動模塊、進給模塊、冷卻潤滑模塊、液壓模塊、其余能耗模塊等都會處在不同的狀態,在不同的工序時,各個模塊所消耗的能耗也是不同的。
利用邏輯仿真模型可以進行仿真能耗計算,呈現出機床改造前后各能耗模塊的能耗狀況。為了便于驗證能耗邏輯模型的可執行性,以一大重型鏜銑床為實驗對象進行節能改造,此機床不僅液壓系統進行了變頻調速改造、能耗回收改造,還進行了主傳動模塊和進給模塊零部件輕量化改造,利用改造前后的機床對同一個工件進行加工,而且要求加工環境、工件材料以及工藝過程都是相同的,本實驗加工零件共 12道工序。分別監測不同工序的能耗和時長,然后輸入到能耗仿真模型中,待模型運行結束后,就將得到改造前后機床各能耗模塊的能耗情況如表1所示。
表1 改造前、后機床各模塊能耗情況表
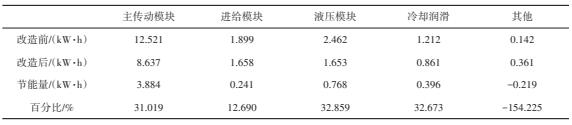
由表 1 中改造前后的數據情況來看,本實驗機床經過節能改造后,各個模塊的能耗均比改造前明顯減少,僅有其他這項模塊比改造之前的能耗增加較多。出現這種的情況主要原因是經過改造之后,其他模塊里面增加了排屑系統及自動換刀系統,造成了其能耗不降反升。
5、結論
本文以一大重型鏜銑床為實驗對象,對其液壓系統進行變頻調速以及熱能回收節能改造,并利用Simulink/Stateflow進行仿真模型能耗分析,可知改造后機床各個模塊的能耗比改造前消耗的能量減少明顯,液壓模塊節能達到 32.859%,經濟效益明顯提高,節能環保效果顯著。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

