



基于 Device Net 總線的機械手臂控制系統設計
2017-5-19 來源:西安航空學院電子工程學院 作者:喬社娟,高振江
摘要: 機械手臂是工業生產線實現自動化的重要裝置,針對機械手臂多動作運動的要求,提出了一種以 Device Net總線為通信方式、觸摸屏為人機接口、PLC 為控制單元、伺服電機控制機械手臂的控制方案,介紹了系統的總體設計,描述了硬件組態配置與軟件設計。此控制系統已在實際工業生產線中取得驗證,提高了生產線的自動化程度和可視度。
關鍵詞: Device Net 總線; 伺服控制; 機械手臂
0.引言
隨著自動化技術的快速發展,機械手臂以其操作靈活、易 于 控 制、穩 定 等 特 點 被 廣 泛 應 用 于 工 業 生 產 線中[1-2],尤其在一些重金屬、多粉塵、高溫、高強度等特殊環境中,迫切需要機械手臂進行取件、分揀等操作[3-4]。目前,工業生產線中主要通過 PLC 控制機械手臂,集中控制管理和可視化程度不高。Device Net 總線是在 CAN 總線基礎上推出的一種開放、低價、實時、可靠、標準的工業控制底層的現場總線通信技術,主要用于構建底層控制網絡[5]。Device Net 總線技術能將可編程控制器、機器人、變頻器等各類工控設備連接在網絡中,最多支持 64 個 點,通信速率只用了125kbps、250kbps、500kbps 三種,端與端的網絡距離最大可達 500m[6-7]。因此,Device Net 可將不同設備或者分散的設備集中控制管理,避免昂貴和繁瑣的硬件接線。本文設計了基于 Device Net 總線的機械手臂控制系統,利用 PLC 控制伺服電機精確控制機械手臂動作,通過觸摸屏實時監控生產線運行狀態和報警情況,提高了生產線的自動化程度,增強了系統的安全性和可視度。
1.系統控制要求
本系統主要針對工藝要求繁多、難易程度一般的工業自動化生產線,需要滿足以下要求:( 1) 整個系統穩定可靠、經濟實用;( 2) 兩組機械臂同時在不同位置進行不同操作,機械手臂位置參數可通過上位機手動設置,機械手臂能夠實現多種動作,如: 左移、右移、上移、下移、內移、外移、抓取、松開等 3) 整個系統的每個動作能夠實現自動連續周期、自動單周期、手動單步控制;( 4) 系統中所有控制目標的設備狀態、控制命令、機械手臂動作與位置、異常情況及報警等信息都可通過網絡顯示在上位機,同時報警信息需要在不同機械部位以聲光形式顯示。
2.系統設計方案
2. 1 系統結構
基于 Device Net 總線的機械手臂控制系統采取主從站控制方式,包含上位機、主控制器、從控制器、電磁閥與開關、傳感器等 I/O 接口等,系統結構如圖 1 所示。
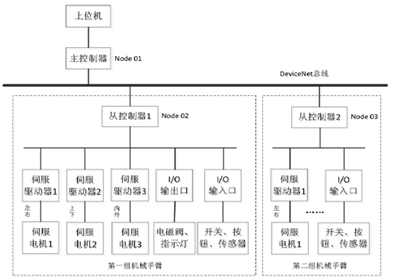
圖 1 系統結構圖根據系統穩定性
經濟實用性要求,本系統上位機選用觸摸屏,主站直接選用的 Device Net 模塊,從站采用經濟型普通 PLC 可編程控制器,主從站通過工業總線轉換模塊進行通信。
2. 2 系統主從站設計
經過綜合考察對比,本系統的主從站主要采用 Delta產品構成,選用進階薄型主機 DVP-12SA2 模塊作為主控制器,左側高速擴展總線 DEVICENET 專用模塊作為通信模塊,上位機選用 DOP-B10S411 觸摸屏。考慮到經濟實用性和可靠性,本系統選用兩個最具經濟效益的 DVP-32ES2 作為從控制器控分別單獨控制兩組機械臂,選用一個 DVP16XM211N 作為數字輸入擴展模塊,所有模塊通過DVP-PS01 導軌式工業電源供電。由于 DVP-32ES2 不具備 Device Net 通信功能[8],主從站之間采用兩個 IFD9502 工業總線轉換模塊。IFD9502復合標準 Device Net 通信格式,可連接變頻器、可編程控制器、溫控器、伺服驅動器等所有 Delta 工業自動化產品,具有 RS232 和 RS485 兩種通信方式,通信速率與 Device Net總線匹配,通過旋轉開關和撥碼開關分別設置已連接下位設備的通信地址和設備類型,一個 Device Net 通信網內所有下位設備具有唯一的通信地址,如圖 1 中的 Node 01、Node 02、Node 03。
觸摸屏和 PLC 之間通過 Device Net 進行通信。使用Device Net Builder 組態軟件和 DOPSoft 組態軟件對機械手臂控制系統進行軟件組態,使用 Delta WPLSoft 對機械臂動作和異常信息報警進行軟件程序設計。
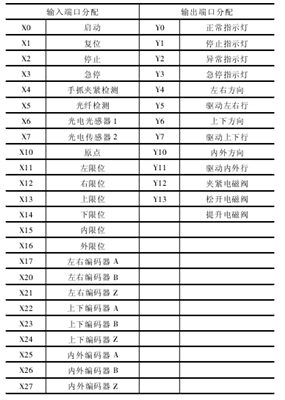
本系統第一組機械臂 I/O 分配表如表 1 所示,第二組機械臂與第一組機械臂 I/O 分配表相類似。
表 1 第一組機械臂對應 I/O 分配表
2. 3 系統軟件設計
本系統軟件包含 Device Net 組態配置軟件、觸摸屏組態軟件和 PLC 控制軟件三部分。
(1) Device Net 網絡配置: 通過 Device Net Builder 網絡工具對掃描在線的所有模塊進行“通信地址”、“通信速率”、“通信格式”等信息進行配置,最終將所有模塊組在一個網內;
(2) 觸摸屏組態軟件: 觸摸屏是人機連接的主要接口,負責完成機械臂參數設置的同時,主要顯示 I/O 接口的運行情況與報警時產生的異常信息,異常情況通過走馬燈形式顯示,操作者可根據機械中的聲光指示燈判斷出故障的大概位置,異常詳細情況即可通過觸摸屏顯示獲取,避免了普通 PLC 控制系統出現異常需要逐級排線查找的繁瑣;
(3) PLC 控制軟件: PLC 控制程序采用具有嚴謹邏輯關系的順序控制設計法,實現的功能包含: 機械手臂左右、上下、內外、抓取、松開等,工作方式切換,以及異常報警解析,異常情況只有在 PLC 控制軟件中正確解析后傳遞給觸摸屏進行顯示,從站 PLC 控制流程如圖 2 所示,異常解析作為一個獨立分支,從程序開始同步與機械臂動作進行,當發生異常時首先停止機械臂動作防止發生機械損壞,異常清除后機械手臂繼續完成當前動作,無需重新上電。
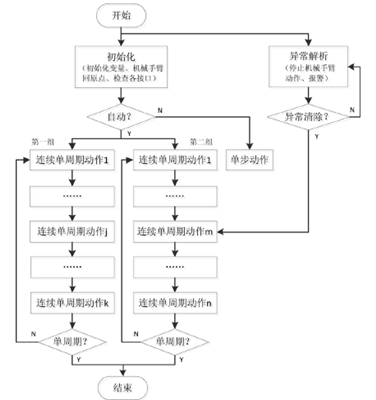
圖 2 從站 PLC 控制流程圖
3.結束語
機械手臂作為生產線重要的自動化機械裝置,在工業、醫療、軍事等各行業被廣泛應用[9]。本文結合 Devi-ce Net 總線技術、觸摸屏組態技術和 PLC 控制技術實現了兩組機械手臂單獨的多方位自由運動,異常情況及時報警并顯示詳細原因。本系統已在某自動化生產線投入使用,經過驗證達到了系統穩定可靠、安全、經濟實用的要求,提高了生產線自動化程度和可視度,同時,本系統硬件和軟
件設計適合多場合生產線機械手臂要求,可根據不同的工藝要求稍作調整。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

