



數控機床智能化改造技術案例探討
2021-1-29 來源: 山西職業技術學院 作者:蔡啟培 朱東霞
摘要:以實現工件上下料為基本功能,以寶雞 CK7520 全功能數控車床和廣數 GSK RB08 搬運機器人作為改造實例,介紹了數控機床改造的整體思路、改造過程的 4 個階段及相關技術。改造過程中,首先根據功能需求步確定改造方案;其次,根據改造方案確定擬改造的設備,并對設備進行性能評估和調試,為改造技術的難點;最后,設備聯動調試階段,務必保證信息傳遞的完整性、準確性、適時性、穩定性以及硬件配置的合理性。隨著社會的發展,人力資源成本不斷提高,尤其對于一些重復性程度較高、作業難度大、環境不適合人長時間作業的場合,數控機床的智能化改造將會極大地提高勞動生產率,為企業節省人力、物力和財力。
關鍵詞:數控機床 智能化 機器人
1、數控機床智能化改造的意義
高度自動化的無人車間,是近幾年我國制造業企業轉型升級的一個縮影。目前,工信部共啟動了 109 個智能制造試點,并取得了顯著成效。伴隨著智能制造試點的推進,機器人的使用迅速增加,尤其適用于作業難度大的行業、國際應用最廣泛的焊接領域以及高端應用集中的汽車行業等。中國是一個傳統的機械制造大國,但其裝備水平相對落后,自動化程度較低。特別是一些老的機械制造廠,設備多是老式的數控機床,遠遠不能滿足加工要求,尤其是自動化要求。隨著社會的發展,人力資源成本不斷提高,尤其對于一些重復性程度較高、作業難度大、環境不適合人長時間作業的場合,能夠實現基本裝料、卸料等功能的自動化,將會極大地提高勞動生產率,為企業節省人力、物力和財力。例如:根據某市人社部門對全市部分企業職工的工資收入進行抽樣調查,經統計、匯總和分析,確定了 50個工種的勞動力市場工資指導價位,其中數控機床操作工月收入多在 4500 元上下,人力成本約 11 萬每年(按每臺機床需 2 名工人計算)。每臺數控機床改造的費用約為 10 萬(配置經濟型機器人),且改造后的設備可以持續性使用(正常維護 10 年左右),設備改造后一人可以操作多臺機床。相比之下,雖然設備改造費用相對較高,但從長遠分析可以節省大量成本,且可以克服工人操作機床帶來的缺陷。
2、改造思路
根據改造后擬實現的功能,確定改造的總框架圖、總體方案以及改造流程等。數控機床智能化改造整體分為 4個階段——總體方案設計,設備選用,設備調試,設備聯動調試階段。
3、總體方案設計
本次改造實例的背景為某企業加工的零件多為批量生產,企業目前具有多臺數控機床。改造的功能要求為數控加工過程中機器人完成給定工件的自動上下料,實現工件加工的自動化控制。
3.1 數控機床改造方案
數控機床接收機器人上料完成的信號,并將工件加工完成的信號反饋給機器人,指導機器人完成下料工作。例如:當機器人完成上料動作,機器人發送信號到數控機床IO MODBUS 模塊中的 X100.1,當數控機床 IO MODBUS模塊中的 X100.1 地址接收到信號,在調用循環啟動命令,開始工件的加工。
3.2 機器人改造方案
機器人根據輸入信號的不同,完成上料、下料、適時發送到位信號的工作。機器人改造方案設計框圖如圖 1 所示,工步 1 為上料動作,工步 2 為下料動作。根據設計框圖,分配的 I/O 地址如表 1 所示。
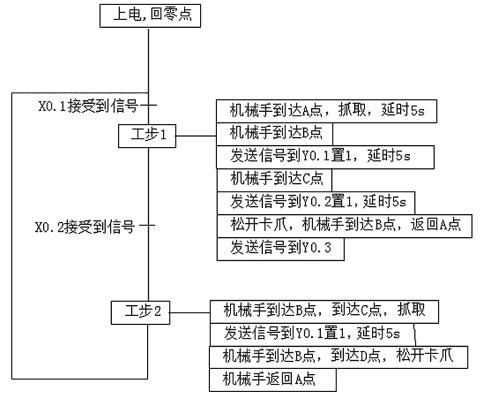
圖1 機器人改造方案設計框圖
表 1 機器人 I/O 地址分配

4、設備選用
設備評估的主要依據是保證設備具有改造的可行性,且其性能能夠達到既定的功能要求。本次改造擬實現數控車床和工業機器人協調動作,完成設備的自動上下料等基本功能自動化,要求機床具備液壓卡盤、自動防護門等結構。因此,數控機床選用寶雞CK7520
全功能數控車床,系統采用 FANUC 0i-TC 系統,寶雞機床廠生產,后置刀架,機床設置 12 刀位,但是機床防護門開關需改造為氣動控制。機器人選用廣數 GSK RB08搬運機器人,GSK RB08 型機器人可廣泛應用于物流搬運、機床上下料、沖壓自動化、裝配、打磨以及拋光等用途。
5、數控機床調試
數控機床結構復雜,產生故障的原因很多,因此需要對機床進行嚴密的故障排查。常見故障包括系統故障、電氣故障和機械故障。數控系統故障分析的常見方法有目測、觸摸檢測、通電檢測、儀器檢測、可編程器的檢測分析以及備件替換診斷法。
現場診斷是進行故障排查的核心內容,診斷的內容包括初步尋找故障發生的部位、檢查系統與外圍線路的連接、具體分析和排除故障(如采用替換故障配件的方法排除故障)、運行機床驗證數控系統能否恢復正常等。一些特殊情況下,需要對元器件進行定位檢測。
6、工業機器人性能測試
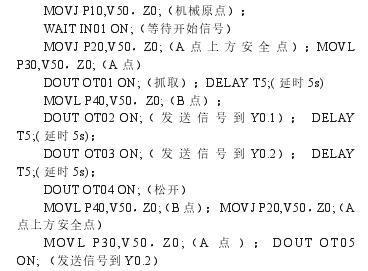
根據設計方案,機器人擬實現的功能包括機械手抓取工件、移動工件到卡盤位置、適時的發送到位信號以及返回倉儲位置等。因此,本設備的性能測試內容包括:檢查路線、開關位置、指示燈等,使其均處于正常狀態;測試輸入、輸出地址,保證其在正確狀態。可以根據設計方案,對擬使用的 I/O 地址進行簡單的調試操作;功能的模擬或調試。通過錄入程序,驗證機器人是否可以完成既定功能。部分程序如下(以下為工步1上料程序)。工步 1 部分程序:
7、設備聯動調試
數控機床與機器人之間的聯動調試為改造的難點之一,涉及眾多技術難題。尤其在數控機床與機器人協同工作的過程中,必須保證信息傳遞的完整性、準確性、適時性、穩定性以及硬件配置的合理性、經濟型。FANUC 系統與外圍設備的常見協調方法有 3 種:
(1)FANUC 系統主板增加擴展板,但是費用高,所以9 成的自動化公司通過 FANUC IO 點方式與第三方 PLC 通信;
(2)一般總控 PLC 和 FANUC 系統之間通過 IO 點連接,但是存在以下問題:電器柜中電纜多,容易混亂;需要查找設備不用的 IO 點,對工程人員的技能要求較高,且存在一定的風險;需要根據 IO 點數量調整電纜的規格;
(3)FANUC 公司推出的 IO-MODBUS 模塊價格相對便宜,連接方便,采用獨立的 IO 點不易出錯。
本案例改造的功能相對簡單,因此采用 IO-MODBUS模塊完成所需功能,選擇輸入點 X100.0 和 Y100.0 作為 IO-MODBUS 模塊與機器人的輸入和輸出地址,通過 PMC 操作界面完成 I/O 模塊的地址分配。為滿足工業機器人在數控機床上的某些功能,必須對數控機床軟件進行二次開發,按照設計方案編制系統梯形圖。
8、結語
針對目前制造業的技術裝備現狀對傳統數控設備進行改造,使其不僅滿足機床應有的加工要求,而且能夠完成基本的裝、卸料等任務。用現代先進技術改造和提升舊的設備,適應智能化設備的需要,是我國制造業的發展方向。對設備的智能化改造涉及諸多技術方法,在實際過程中需根據具體情況選擇合適的設計方案,解決不同的技術難題,以滿足不同企業的需求。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

