


變導程螺桿加工的通用宏程序設計
2016-8-2 來源:廣東省機械技師學院 作者:謝曉紅
摘要:變導程螺桿螺紋形狀比較特殊,螺紋牙型深度和寬度比普通螺紋大很多,牙型螺距在發(fā)生變化,生產中常用的螺紋編程功能和CAD/CAM編程軟件不能實現(xiàn)加工。針對該類螺紋加工復雜且困難的特點,提出了在數(shù)控車削中使用宏程序的加工方法。通過分析變導程螺桿的結構特點,以及螺紋牙型分析,基于FANUC—OTB數(shù)控系統(tǒng),采用增量逼近包絡線成形的工藝方法,設計了加工變導程傳動螺紋加工的通用宏程序,同時分析了螺紋加工時的加工精度和工藝問題。通過使用宏程序模板和改變螺紋參數(shù)的變量值,用戶采用普通車刀,可以加工不同直徑和螺距的傳動螺紋外螺紋。
關鍵詞:變導程螺桿;數(shù)控車削;流程圖;通用宏程序
1、引言
異型螺桿是壓縮機、冷凍機、注塑機、自動包裝線等設備的關鍵性基礎零件,廣泛應用于工業(yè)生產的各個領域,螺桿的加工質量直接影響這些設備的性能。但異型螺桿存在加工困難的弱點,制約了其應用。目前,異型螺桿特別是各種規(guī)格的異型螺桿和普通螺桿的一次性混合加工通常在專用機床上實現(xiàn),普通機床和經濟型數(shù)控機床一般都不具備加工異型螺桿的功能,而這些專用機床則基本上依賴進口。為此提出了在常用數(shù)控系統(tǒng)配置的普通數(shù)控車床上,采用宏程序指令編制變導程螺桿類零件,解決變導程異形螺桿的復雜數(shù)控編程問題,用戶(程序員)可以借鑒或直接調用供數(shù)控車削實際加工。
2、變導程螺桿加工數(shù)控編程分析
2.1數(shù)控編程應用分析
數(shù)控加工程序的編制方法主要是手工編制程序和自動編制兩種方法。盡管CAD/CAM自動編程在復雜形狀零件以及在三維曲面加工中日趨普及,但是對于機械零件中一些很特殊零件的應用,采用CAD/CAM軟件自動編程不一定能輕易地解決,例如鋸齒形螺紋、變導程螺紋和大導程梯形螺紋的加工等,不可能采用成型刀具通過CAM軟件自動編程完成螺紋加工,同時手工編程的普通程序指令滿足不了該類零件的編程與加工。針對機械類特殊零件的編程與加工,國內外大部分數(shù)控系統(tǒng)提供了用戶宏程序功能,例如FANUC和SIEMENS數(shù)控系統(tǒng),用戶可以對數(shù)控系統(tǒng)進行一定的功能擴展(對用戶的開放),使用變量編程,即宏程序的運用,使用戶(程序員)可以在數(shù)控系統(tǒng)的平臺上進行二次開發(fā),進行模塊化加工程序設計。
2.2變導程螺桿宏程序設計主要內容
變導程螺桿加工屬于工程實踐項目,來自于通過普通數(shù)控車床如何解決特殊螺紋加工的技術應用問題。勻變程螺桿的兩種情況,如圖1、圖2所示。一種是槽等寬牙變導程,如圖1所示。一種是牙等寬槽變導程,如圖2所示。用一定寬度的成形螺紋刀,加工變導程螺紋,槽寬相等較能夠保證,若保證牙寬相等就不易操作。通過牙等寬槽變導程螺桿加工的程序設計為案例,基于FANUC數(shù)控系統(tǒng)宏程序的應用,在數(shù)控車床上通過變量編程進行程序二次開發(fā)翻十,重點解決變導程螺桿特殊螺紋件的加工方案以及宏程序流程圖設計,編制模塊化宏程序加工不同尺寸的變導程螺紋,解決通用數(shù)控車床加工異形、復雜螺紋零件的技術難題。
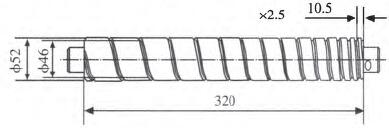
圖1槽等寬牙變距螺桿
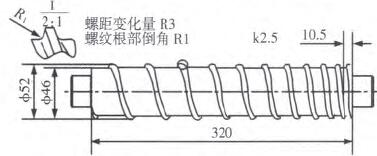
圖2才等覽憎變距螺
3、變導程螺桿通用宏程序設計
3.1勻變導程螺桿加工工藝分析
牙等寬槽變距螺桿的基本尺寸標注,其具體尺寸可通過實際零件的尺寸標注給出,如圖3所示。假設螺桿外徑及螺紋退刀槽都已加工完成,采用一夾頂裝夾,本工序只分析變導程螺紋部分的加工工藝與宏程序設計。
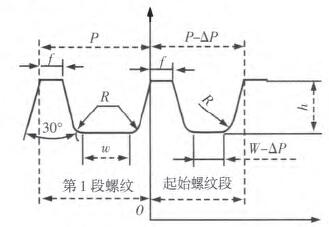
圖3螺桿牙型及編程坐標系
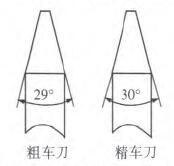
圖4梯形螺紋粗、精車刀
3.1.1刀具選用
由于螺桿螺紋左右兩側面對稱,均為15。斜角,粗車刀使用牙型角(28。29)。梯形螺紋車刀(牙型角30。)。螺桿兩側牙根均為R角倒圓相切,為考慮程序設計的通用性,精車刀仍選用牙型角紋車刀),如圖4所示。車刀的刀頭寬一定要小于第1個螺紋的牙槽底寬。
3.1.2螺紋成形工藝分析與走刀路線設計
(1)螺紋成型工藝分析。根據(jù)變導程螺桿零件結構特點,由于螺紋兩牙側面對稱,可以借鑒范成法加工齒輪的工藝思路,采用分層切削和左右進給法,通過逐次調整軸向左右和徑向的進給深度,在工件表面加工,v條螺紋,用Ⅳ條螺紋包絡形成帶倒圓角梯形螺紋的牙型。同時為提高生產效率,可以將切削分為粗加工和精加工兩個工序來完成。粗加工主要完成螺紋牙型輪廓當中大余量的切削,在本工序中不涉及螺紋牙型精度,加工中循環(huán)進給步距可以適當放大,以提高生產效率;精加工主要完成螺紋牙型輪廓的形成,直接關系到螺紋的精度,加工中循環(huán)進給的步距可適當減小,以提高螺紋精度。(2)走刀路線設計。先從螺紋牙型中間橫向下刀一定深度,切削螺紋;然后再往兩邊縱向進給切削至保留精加工余量;再從中間橫向下刀切削,如此反復直至牙底;最后對螺紋兩側面進行精加工。粗精加工路線示意圖,如圖5、圖6所示。(3)工藝難點的解決。由于使用的刀具為普通梯形刀具,螺紋根部牙形不能通過刀具形狀保證,所以,如何正確保證螺紋的牙型是加工中較為突出的工藝問題;其次,由于槽寬勻變距增加,如何保證在加工過程中后一個螺紋牙槽寬比前—個螺紋牙槽寬增加AP。是加工中必須突破的工藝難點。因此為保證勻變距槽寬,實現(xiàn)進給迭代和加工循環(huán),在分層進行左右進給車削,需同時改變G34指令中導程數(shù)值,由于螺紋起刀點從牙型中間向左分N次進給時,G34指令中導程將逐次增加螺距,反之,向右分N次進給時,G34指令中導程將逐次減少螺距,才能確保第二個牙槽寬比第一個牙槽寬增加勻變距量。
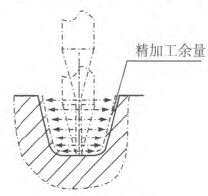
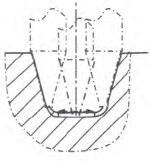
圖5粗加工路線幽 圖 6精加工路線
3.2通用宏程序設計
3.2.1螺紋加工輪廓計算
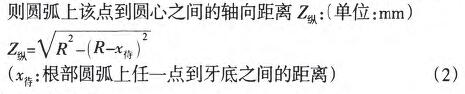
根據(jù)螺紋加工走刀路線,要實現(xiàn)進給迭代和加工循環(huán),需要定義變量和進行牙型邊界的邏輯判斷,需要計算牙型輪廓的曲線方程。己知螺桿牙型基本參數(shù)為:公稱直徑d,中徑略,底徑,牙深,牙頂寬,第一個牙槽寬,基本螺距P,螺距勻變量△P'根部圓角半徑,螺紋加工長度等,如圖3所示。
由幾何知識可知,牙型斜面與圓角相切的切點到牙底之間的距x。:(單位:mm)
xr,=R-R*sinl5。(R:螺紋牙根圓弧半徑) (1)
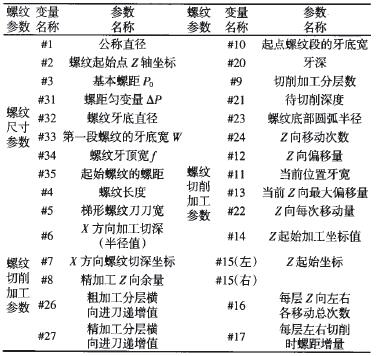
3.2.2變量設置
本設計采用FANUC 0TB數(shù)控系統(tǒng),有關勻變導程螺桿宏程序設計的尺寸變量賦值,如表1所示。
表1通用宏程序設計時變量賦值
3.2.3螺桿加工程序設計流程
(1)粗加工程序設計思路。采用分層切削、左右進給法,使用寬度窄的普通梯形螺紋車刀,先從牙型中間橫向下刀一定深度,車削螺紋;然后再往兩邊縱向進給畏削至保留精加工余量;接著再從中間橫向下刀車削,如此反復直至牙底。程序設計流程,如圖7所示。
(2)精加工程序設計流程。刀具從螺紋牙底中間起刀,分別沿螺紋左右兩側面輪廓進行精加工,設計流程,如圖8所示。
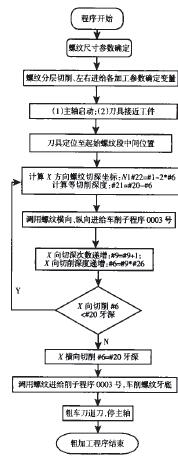
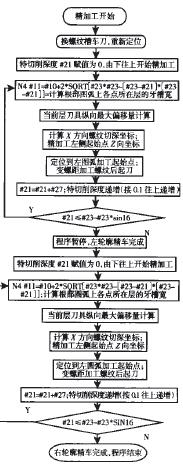
圖7粗加工程序設計流程圖 圖8精加工程序設計流程圖
(3)二級子程序設計流程。螺紋加工時縱向、橫向進給采用二級子程序套用的方式編程。第一級子程序,主要控制刀具橫向和縱向進給的判斷和數(shù)值計算,橫向進給時,以刀具的下刀切削后的待切削深度作為判斷依據(jù),每次橫向下刀量為增量;gt向進給時,以刀具縱向偏移量與當前層最大偏移量比較作為判斷依據(jù),每次縱向進刀量為增量。二級子程序進行螺紋切削,以中線為基準,左右偏置進給切削。流程圖設計,如圖9、圖10所示。
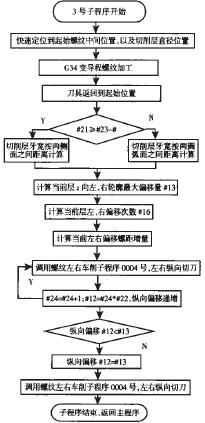
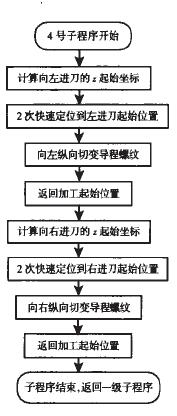
圖9 0003號一級子圖程序設計流程圖 10 0004號二級子程序設計流程圖
3.3零件加工工藝與精度分析
(1)粗加工的刀具軌跡都是按螺紋輪廓編程的,精加工余量也可以通過粗加工中刀具半徑補償值來控制。例如,實際刀尖圓角R=0.2,刀具設置R=0.4,以留出精加工余量。
(2)由于粗加工螺紋輪廓是采用增量接近螺紋線包絡的方法形成的,循環(huán)進給增量的大小將影響輪廓的形狀誤差和表面光潔度。采用帶刀尖圓角的刀具,將減少切削的殘留高度。
(3)由于采用分層、左右切削法,粗加工分層進給的步距可適當放大,但并非越大越好,步距太大,刀具的強度、壽命,工件的振動等問題突現(xiàn)。精加工循環(huán)進給的步距可適當放小,但并非越小越好,步距太小,刀具可能會在工件表面產生“爬行”現(xiàn)象,對工件不是刀削而是擠壓和切削并存,反而影響加工質量。
4、結診
(1)方案設計的可適應性和通用性。與常規(guī)加工方法(成形刀具法)相比,由于粗車刀采用了刀尖角小于牙型角的普通刀具設計加工宏程序,精加工采用標準牙型梯形螺紋車刀(市場上有大量成型梯形螺紋車刀)設計加工宏程序,可以提高粗車時生產效率,保證精加工兩側表面質量和牙型精度,因此在普通數(shù)控車床上采用一般刀具就可以完成變導程螺桿的加工。
(2)方案設計的可推廣性和參考性。通過加工驗證,通用宏程序能加工不同規(guī)格的大導程異形螺紋。推而廣之,利用宏程序的變量定義、邏輯判斷、循環(huán)指令調用等功能,用增量逼近包絡線成型的工藝方法加工常規(guī)編程難以加工的特殊機械零件。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業(yè)界視點
| 更多

行業(yè)數(shù)據(jù)
| 更多
- 2024年11月 金屬切削機床產量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機床產量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數(shù)據(jù)
- 2024年11月 新能源汽車產量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數(shù)據(jù)
- 2024年10月 軸承出口情況
- 2024年10月 分地區(qū)金屬切削機床產量數(shù)據(jù)
- 2024年10月 金屬切削機床產量數(shù)據(jù)
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數(shù)據(jù)
- 2028年8月 基本型乘用車(轎車)產量數(shù)據(jù)