


本文通過對影響氣缸加工質量的原因進行分析,討論了在機械加工過程中引起這些原因的要素及解決辦法,對深孔加工及孔口螺紋加工引起質量問題的現象,包括振刀、加工表面質量差等,從刀具的選用、參數設定、及時排屑方面做了具體分析說明,得出適合的加工條件及合理的加工方法。
1 、零件技術難點分析
1.1 零件材料難加工
氣缸材料為15-5PH馬氏體沉淀硬化不銹鋼,該鋼在時效過程中析出碳化物和金屬間化合物產生沉淀硬化,具有很高的強度和綜合力學性能。15-5PH韌性大,易產生粘附現象,形成積屑瘤,表面加工硬化現象尤為突出,不易斷屑,對刀片的材質和槽型提出很高的要求。另外,零件內孔尺寸及表面粗糙度要求非常高,零件剛性相對較差,加工難度大。
1.2 深孔加工難度大
零件主體結構為深孔結構,該孔深徑比超過5,刀桿細長,刀具剛度低,并且刀桿直徑與孔徑差別較小,刀具與零件孔間間隙很小,不利于排屑,刀具剛度及排屑問題是影響加工質量的兩個重要因素。
1.3 尺寸、形位公差要求高

1.4 零件剛性差
由于零件的左端有一處凸臺,該凸臺的存在為零件的裝夾帶來了極大的不便,在加工零件的右端時,只能夾持零件凸臺左端,使零件右端懸出過長,影響零件剛度,從而影響零件孔口螺紋的加工質量。
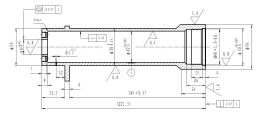
圖1 零件結構示意圖
2 、擬定工藝方案
零件加工采用粗加工、半精加工、精加工的思路。針對孔的結構以及尺寸精度,孔的加工采用如下加工方法:先用加長鉆頭粗鉆孔,并用平底鉆頭擴孔至φ40 mm,然后精鏜孔至尺寸φ41.8 mm,最后磨孔至最終尺寸,工藝路線見圖2所示。由于孔車削為深孔加工,加工難度較大,因此孔與孔口各尺寸(包括螺紋)不宜一次裝夾加工,因此采用工序分散的工藝路線。在加工孔及螺紋時,由于零件懸出過長,剛性較差,加工時用中心架進行輔助支撐定位,磨削深盲孔時也采用卡盤夾緊,需每件找正右端中心架輔助定位的裝夾方式,可以較好地解決零件剛性差的問題,提高加工質量。

圖2 工藝路線
3 、車削加工
3.1 加工前技術準備
氣缸主要加工工序為數控車削φ42孔至尺寸φ41.8(半精加工)、孔口螺紋車削加工以及磨削φ42孔(精加工),φ42孔半精加工及精加工工序屬深孔、盲孔加工,這幾道主要工序車削時,氣缸處于懸伸狀態,尾端用中心架輔助支撐,避免零件在懸伸過長時,造成剛性下降,在切削過程中引起零件變形,發生切削振動。
刀具在切削工件時發生振動需要有下面三個條件同時存在:①包括刀具在內的工藝系統剛性不足,導致其固有頻率低;②切削產生了一個足夠大的外激力;③這個外激力的頻率與工藝系統的固有頻率相同,產生共振。
可以從四個方面考慮減振:①降低切削力;②提高工藝系統剛性;③提高刀具系統的剛性;④刀具減振即使用減振刀具。
(1)孔加工工序。
a、刀片的選擇。
本工序為內孔加工,在選擇刀片時首先選擇刀片形狀,根據刀片形狀(刀片可以分為S型、C型、D型、V型刀片如下圖所)可知刀尖角越小,切削力越小,刀具強度越差,為了減小切削力,本工序選擇V型刀片。
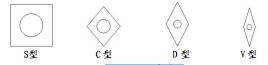
3 刀具形狀示意簡圖
然后,合理選擇刀片的前角,適當的增大前角 1/0 ,能減少切削變形和摩擦,從而將低切削力、切削溫度,改善加工質量,抑制積屑瘤等。但前角過大會削弱刀刃的強度和散熱能力,易造成崩刃,選擇18°前角。
b、刀桿的選擇。
選擇刀桿首要考慮的是刀桿剛性,盡量加大刀桿直徑,由于氣缸孔徑φ41.8 mm,選擇直徑為φ32 mm的刀桿,可加工最小孔徑為φ40 mm。選擇刀桿時,還要考慮主偏角的選擇,刀桿主偏角越接近90°,徑向切削力越小,切削時越不容易產生切削振動。這里選擇S32T SVQCR-16刀桿,主偏角107.5°。
c、參數設置。
d、加工工步細化。
由于該孔為平底孔,且刀桿直徑大于孔直徑的的一半,刀具無法過中心,因此無法完成對孔底的加工,如圖4所示。當刀具沿零件徑向移動到最大范圍時,刀具刀尖仍然無法對孔底進行完全切削。

圖4 零件與刀具關系圖
為了解決這個問題,需要細化工藝路線,采取孔底與孔徑分開加工的方法,首先加工φ41.8孔時,在距孔底2 mm范圍內不加工,距孔底2 mm范圍內用另一把刀具加工。加工孔時所用刀具刀桿直徑為φ32,加工孔底所用刀具刀桿直徑為φ25,因此加工時可以順利的加工孔底部端面,而不會產生干涉。由于孔底部加工范圍較小,去除余量也小,因此切削力小,不易產生振動。
(2)螺紋加工工序。
內螺紋采用數控車削加工,選擇涂層刀片。螺紋車削進刀方式有兩種,一種為直進切入法和單向切入法。
a、直進切入法。如圖5所示,切削時左右刀刃同時切削、產生的V形鐵屑作用于切削刃口會引起彎曲力較大。加工時要求切深小,刀刃鋒利。適用于一般的螺紋切削,常用于螺距4 mm以下的螺紋切削 。
b、單向切入法。圖6所示,此切人法切削刃承受的彎曲壓力小,狀態較穩定,成屑形狀較為有利,切深較大,側向進刀時,齒間有足夠空間排出切屑。常用于加工螺距4 mm以上的不銹鋼等難加工材料或剛性低易振動的工件的螺紋 。
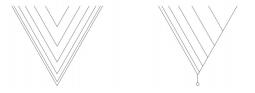
圖5 直進切入法 圖6 單向切入法
程序編制采用固定螺紋循環編程,螺紋編程指令有G32、G76、G92,一般螺紋常用G92編程,G92編程采用的進刀方式為直進切入法。
3.2 實際加工時出現的問題及解決措施
(1)孔加工。
a、加工時存在問題
在試切削過程中,仍然出現了切削振動的現象,孔表面局部有振刀紋。具體現象為:當零件加工軸向長度為(30~40)mm時,開始振刀,且振刀紋路逐漸加深。零件孔內有大量切屑不能及時排出,將刀具退出后,有切屑纏繞在刀尖處。根據這種現象分析,切屑纏繞在刀具上,尤其是刀尖部位,會阻礙刀具的切削運動,影響刀具的鋒利程度,從而增加切削力,產生切削振動。
b、解決措施。
要保證刀具鋒利,減少切削力,減小振動,就要保證切屑的順利排出,要想讓切削自然排出,就必須有足夠的排屑空間,受零件結構限制,自然排屑比較困難,簡單有效的解決辦法就是及時地手動排屑,也就是每加工一定的范圍,暫停加工,將刀具退出零件,手動排屑。手動排屑雖然操作起來比較簡單,但是比較耗時,加工效率低下。因此,需要合理的安排手動排屑的次數,既要保證加工質量,又要保證加工效率。通過試驗對比,每加工(50~80) mm時,退一次刀,清理切屑,無振刀現象,零件表面加工質量良好,又能保證加工效率。精加工時也采取上述方案,分段加工,每加工一段就暫停程序,清理孔內切屑,待清理干凈后,再進行下段加工。按上述要求進行加工,車削時未出現振刀現象,加工質量良好,尺寸符合工藝要求,孔表面粗糙度也符合要求,無振刀紋出現。
(2)螺紋加工。
a、存在問題及原因分析。
加工螺紋時同樣出現了振刀及零件表面質量差的現象,究其原因應是零件剛性不足,加工時采用左端卡盤裝夾定位,右端中心架輔助定位。采用中心架輔助定位時,可以在一定程度上提高零件剛性,但由于受力不均,仍然不能承受過大切削力,因為中心架定位時會試圖使中心架中心與零件中心重合,但在實際加工過程中不可避免的存在
誤差,呈現偏心狀態(如圖 7所示),如果零件受力過大,容易使零件變形,產生振動。
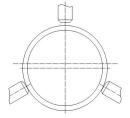
圖7 中心架輔助定位示意圖
b、解決措施。
為了減小切削力,消除振動,可從采取的進刀方式以及切削參數進行調整,首先對車削螺紋的程序進行分析,數控加工中,程序的編制是否合理,直接影響零件的加工質量。該程序采用G92固定循環編程。螺紋加工的三個指令都各有優缺點。G32編程時,為了方便編程,一般采用直進式切削方法。由于兩側刃同時工作,切削力較大,而且排屑困難,因此在切削時,兩切削刃容易磨損。在切削螺距較大的螺紋時,由于切削深度較大,刀刃磨損較快,從而造成螺紋中徑產生誤差;但是其加工的牙型精度較高,因此一般多用于小螺距螺紋的加工。由于其刀具移動、切削均靠編程來完成,所以加工程序較長;由于刀刃容易磨損,所以加工時要做到勤測量 。G92固定循環的進刀方式也是直進式,其加工效果與G32類似,切削力較大。
G76螺紋切削復合循環,一般采用斜進式切削方法如圖7所示。由于為單側刃加工,加工刀刃容易損傷和磨損,使加工的螺紋面不直,刀尖角發生變化,造成牙型精度較差。但由于其為單側刃工作,刀具負載較小,排屑容易,并且切削深度為遞減式,因此此加工方法可以較好的解決振動的問題 。
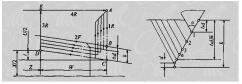
圖8 G76螺紋切削復合循環
因此,若將原來的G92固定循環改為G76復合循環,應能較好的解決振動問題,G76循環中參數設置為最小切深為0.05mm,機床轉速調整為400 rpm,切削運動平穩,加工質量良好。
4、 磨削加工
4.1 磨削加工難點
15-5PH材料導熱性差,具有韌、軟、粘等特性,磨削中切削阻力大,冷卻液不易加注噴射到加工表面時,磨屑及磨粒不能被及時沖走,磨輪與工件徑向與軸向接觸間的磨削區域產生的瞬間磨削熱不能迅速傳遞擴散;另外,材料的線膨脹系數高,砂輪的磨削鋒刃極易被磨屑粘堵,致使砂輪的“自銳性”顯得很差,零件表面粗糙度不易保證。
4.2 加工對策
(1) 砂輪的選用。單晶剛玉磨料具有良好的多棱切刃,并有較高的硬度及韌性,磨削時磨屑相對白剛玉磨粒不易粘堵,利于改善磨削過程中的材料不利因素,增強工藝性,減小磨削熱、材料熱膨脹中的加工變形、尺寸不穩等缺陷,并提高生產效率,降低表面粗糙度,因此選用單晶剛玉磨料,具體選用牌號如下:P 40×40×16 SA 120 L
(2) 砂輪的修整。磨削過程中砂輪極易被磨屑粘堵變鈍,會使加工表面產生直線度、圓柱度、尺寸不穩誤差以及磨削波紋、磨削劃痕、磨削噪音等加工缺陷,因此必須及時正確修整砂輪,保持砂輪切削時的微刃等高性能和鋒利棱角,以利于磨削過程順利進行。
(3) 確定合理的磨削方法。磨削分粗精磨進行加工,粗磨去除總余量的9/10,即0.18 mm左右,精磨去除0.02 mm左右的余量。精磨后要進行光整加工,光整加工可以起到對孔中局部點或段的修整,使得整個孔的精度都能達到設計要求。
(4) 零件的充分冷卻。加工中除利用φ20小孔按常規法加注冷卻液外,還需對冷卻裝置予以改制,改制的措施是:在原外圓磨具的冷卻噴嘴處,重新裝置蛇形金屬軟管,并固緊與磨頭座部位使之與磨頭砂輪一起往復運動,冷卻液有效澆注噴射于磨削區域,及時沖刷磨屑、磨粒,改善散熱條件,降低磨削溫度,減少加工變形,穩定尺寸。
4.3 磨削效果
按上述的注意事項進行磨削,零件的各項技術指標、尺寸精度可以滿足設計要求,尺寸穩定。
5 、結論
通過理論分析以及小批量零件試制,對于氣缸類深孔加工可以通過粗鉆、半精車、磨削的加工工藝路線進行加工,加工時只要做到選擇合適的車削刀具、磨具,設置合理的車削、磨削參數,并配合及時有效的排屑、冷卻,就可以保證零件的加工質量,滿足設計意圖。螺紋加工要選擇合理的進刀方式,采用合理的數控程序編制方法,設置合理的切削參數。通過本文的分析,為以后該類零件的加工提供了經驗。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

