


Mastercam X6數控車削異形面上螺紋加工
2018-1-3 來源: 大連職業技術學院 作者:王銘曜
摘 要:在異形面上螺紋加工屬于特殊的螺紋加工,不能直接使用現有的數控指令對其加工,直接使用如M astercam 軟件進行自編也不能進行加工。只能使用宏程序,但是宏程序編寫時復雜,對編寫人員要求較高;針對這些問題通過對M astercam X 6自動生成的程序進行修改,解決數控車削異形面上的螺紋加工。
關鍵詞:數控車床;M astercam X 6;螺紋加工
0 引 言
在日常加工中使用數控車床加工直螺紋和錐螺紋比較多,可以直接采用螺紋切削循環G92指令和復合螺紋切削循環G76指令編寫程序加工。但是在越來越多的數控車職業技能大賽中出現了在一般圓弧上、橢圓圓弧上等的異形面上加工螺紋(如圖1所示),在使用螺紋切削循環G92指令和復合螺紋切削循環G76指令無法對零件進行程序編制,如果手動編程必須采用宏程序使用G32指令,采用計算機自動編程相對簡單,目前數控車床的CAM軟件使用比較多的是UG、Mastercam、CAXA數控車這3種軟件 ,數 控 車 一 般 只 需 要 二 維 圖 形 UG 建 模 的 時 間 比Mastercam、CAXA要長,CAXA是國產軟件,在職業技能大賽中使用比較多, 但企業使用比較少,Mastercam與UG和CAXA相比在數控車床自動編程加工中,操作簡單、參數設定方便、機械加工中應用廣泛的優點,特別是在數控車應用更多。
通過在一個橢圓的圓弧面上加工三角螺紋介紹Mastercam X6數控車削異形面上螺紋加工的應用。
1 、圓弧面上的螺紋編程難點與思路
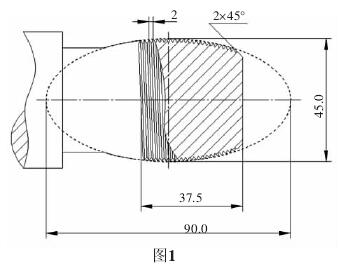
如圖1所示,在長半軸a=45、短半軸b=22.5的橢圓圓弧面上加工有三角螺紋,螺距為2,這是比較典型的在圓弧面上車削加工螺紋的零件,在職業技能大賽中有。對于這類零件的螺紋在車削加工中的基本步驟:
是首先使用外圓刀具加工螺紋的大徑,然后使用螺紋刀具加工螺紋的小徑。但是現有的數控車床指令中對外圓的加工,只是對直線和圓弧進行插補加工,對于非直線和圓弧不能直接使用命令進行加工,例如典型的非圓曲線,其中常見的有橢圓、雙曲線、拋物線、正弦曲線等等。
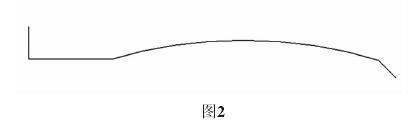
這些實際加工中只能使用宏程序插補加工。橢圓外輪廓(圖2)手動編制程序的時候,其需要應用橢圓的標準方程和參數方程,通過長度或角度作為初始變量來確定橢圓上的不同位置的點,對應數控車床上X方向和Z方向坐標對應的數值。
在條件循環語句中對所編寫的橢圓的加工起始點和終止點進行定義,最后根據零件加工工藝或外輪廓的要求套用仿形粗車循環G73指令后加工。手動編制橢圓面的三角螺紋加工程序時,編程方法與橢圓外輪廓的編寫思路相同,但是需要把橢圓加工程序段中的直線步進段G01指令修改,將G01用螺紋加工G32指令代替,其進給速度為F2。
并且這種編寫只是對三角螺紋車削一刀,因為需要多次分層車削達到螺紋小徑,所以手動編寫時使用宏程序套嵌。當有的零件的橢圓中心不在零件的軸線上,或者橢圓軸線與零件軸線不平行或重合,即兩個軸線有一定的角度;數學計算復雜 , 需要對坐標進行平移和轉動 。
使 用Mastercam X6數控車削異形面上螺紋加工思路與手動編制思路相同,但是把大量的數學計算讓電腦完成,簡單、易于操作。
2 、Mastercam X6數控車削圓弧面上螺紋加工自動編程
1)%螺紋橢圓外輪廓繪制。可利用Mastercam X6中的CAD功能進行繪制,或者把Auto CAD、CAXA中的文件用Master CAM X6打開。零件外輪廓如圖2所示。
2)外輪廓的粗加工。
外輪廓的加工是對圓弧面上螺紋的大徑加工,選擇Mastercam X6菜單欄上的“機床類型”選擇車床,再選擇刀具路徑,粗車后在串聯選項中串聯按鈕從零件右側選擇,根據零件的加工要求從刀具路徑參數卡中的刀具庫中選擇相應的刀具;填寫進給率、下刀速率以及主軸轉速等參數。
粗加工參數卡中粗車步進量、X方向余量、Z方向余量等根據所選用的刀片材質和加工材料填寫;進刀切削設定為雙向下刀;確定后生成自動加工的走刀路線。
3)外輪廓的精加工。
精車的刀具路徑與粗車的相同,填寫相應的刀具路徑參數和精車參數。
4)螺紋外輪廓的繪制。
螺紋外輪廓的繪制指的是螺紋小徑的繪制,是對比螺紋大徑偏移一個螺紋牙形的對應的深度,螺紋的起點需要設置在輪廓的延長線上或者Z方向有一定的距離。
5)螺紋外輪廓的加工。
選擇Mastercam X6菜單欄上的“刀具路徑”→精車→在串聯選項中串聯,選擇被加工的螺紋外輪廓,點擊確定。填寫刀具路徑參數卡中的進給率和主軸轉速。精車參數中精車步進量填寫的是螺紋每一次下刀的進給量,是一個固定的值;精修次數即螺紋加工中的走刀次數,可以根據螺距的大小等進行相應的設置。
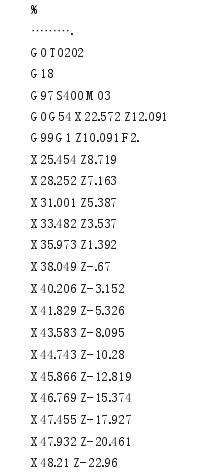
過程中的走刀路線不是直線,取決外圓輪廓的形狀,所以需要進行補償;進刀參數中根據零件的形狀采用允許雙向下刀的進刀切削設定,自動生成走刀路線和程序。從編程思路看出需要將螺紋加工的程序段中的G1%用G32%替換,如該零件第一刀螺紋切削程序,螺紋起始程序段G99G1 Z10.091 F2. 修改成 G99 G32Z10.091 F2 后就可以加工,精修次數為幾刀就修改幾個程序段。
如果不進行修改,在多刀螺紋切削時會出現亂扣現象。
3 、結 語
在發那科CKA6136數控車床上進行橢圓面的三角螺紋加工,通過試切件結果表明,可以使用Mastercam軟件對零件異形面螺紋進行加工,加工效果理想。實際加工中對于零件輪廓由多個圓弧直線組成的復雜表面,手動編程需要較強的邏輯性、嚴謹性,能對參數方程、拋物線方程等的各種數學曲線方程進行同數控車床加工坐標系及加工坐標之間的轉換,宏程序表達式、各種變量、循環語句、循環語句的套嵌等,程序編寫極其容易出錯,檢查程序也只能逐行檢查,對編程加工人員有很高要求,而使用Mastercam軟件相對于手動編程不需要數學計算復雜,加工異形面螺紋簡單。
手動編程使用宏程序對零件加工效率的快慢取決于進給速度和宏程序中步進變量的大小,而步進變量是插補的最小基礎數值,所以直接影響零件外輪廓的形狀,對形狀要求較高的零件步進不能太大,因此在加工效率上自動編程遠遠優于手動編程;總的來看使用軟件對零件加工效率高、不依賴編程人員,加工效果也十分的理想。
需要注意的是在加工異形面螺紋時螺紋車刀與外圓車刀的選擇應注意刀具的角度,防止出現刀具與工件干涉出現撞刀現象。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

