


一種車加工圓錐體外螺紋的專用工裝
2017-8-2 來源:萊蕪鋼鐵集團有限公司設備檢修中心 作者:崔希新
摘要:針對圓錐體上外螺紋加工問題進行分析,應用靠模法對車床進行創新改造,從而實現圓錐體上外螺紋在普通車床上進行加工。提高了圓錐體上外螺紋的加工精度及加工效率,降低了勞動強度。
關鍵詞:車床;圓錐體;外螺紋;靠模工裝
0.引言
在生產實踐中,經常會遇到圓錐體上加工外螺紋的的任務。常規情況下,對于錐度及螺紋精度要求不高時我們采用手動控制進給來實現這一任務,而對于錐度及螺紋要求較高時我們采用靠模法加工來實現。而傳統靠模法一般都要將車床進行改裝,拆除中托板和托板絲杠等部分,并設計相應的靠模工裝,實現過程比較復雜而且必須是專用設備。因此我們認真分析研究,設計了一種新的加工裝置和實現方法來完成圓錐體上加工外螺紋。
1.工裝的結構與工作原理
工裝結構如圖1所示,主要由機床尾座3、斜塊4、車刀5、螺栓6、球頭螺桿7、壓板8、機床刀架9等部分組成。車床尾座3一側面提前銑削出一平面,加工一斜塊4,底面與車床尾座3的平面結合并用螺栓連接。斜塊4的斜面角度與圓錐體斜度相同。壓板8一端加工平整并與車床進給刀架9連接;一端焊接一鋼塊,加工與球頭螺桿7相配合的內螺紋孔,一側面攻定位絲孔。將球頭螺桿旋入壓板8,使球頭與斜塊4的斜面接觸,用螺栓6固定壓板8與球頭螺桿7位置。工作原理:將工件2固定在圖1中的機床三爪夾盤1上,用百分表找正,用機床尾座3頂住工件2,調整好車刀5位置及螺距等。開動車床,工件2隨三爪夾盤1做回轉運動,操作者緩慢轉動車床中拖板控制進給量,直至車削至工件2要求尺寸。
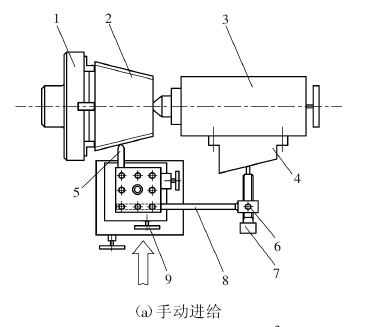
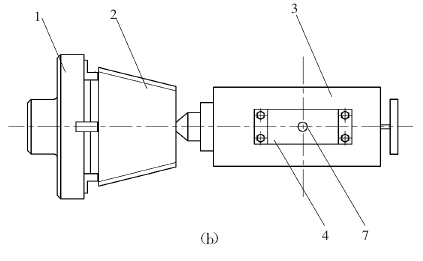
圖 1 工裝結構
1.機床三爪夾盤 2.工件 3.機床尾座 4.斜塊5.車刀 6.螺栓 7.球頭螺桿 8.壓板 9.機床刀架
尾座3一側面提前銑削出一平面,加工一斜塊4,底面與車床尾座3的平面結合并用螺栓連接。斜塊4的斜面角度與圓錐體斜度相同。壓板8一端加工平整并與車床進給刀架9連接;一端焊接一鋼塊,加工與球頭螺桿7相配合的內螺紋孔,一側面攻定位絲孔。將球頭螺桿旋入壓板8,使球頭與斜塊4的斜面接觸,用螺栓6固定壓板8與球頭螺桿7位置。工作原理:將工件2固定在圖1中的機床三爪夾盤1上,用百分表找正,用機床尾座3頂住工件2,調整好車刀5位置及螺距等。開動車床,工件2隨三爪夾盤1做回轉運動,操作者緩慢轉動車床中拖板控制進給量,直至車削至工件2要求尺寸。
2.工裝設計和操作的要求
1)車床尾座3與斜塊4的結合面應磨削加工,平面間隙盡可能最小。連接螺栓采用精度更高的鉸制孔與螺栓。安裝時,必須保證斜塊4的中心線水平。2)斜塊4的錐度必須與工件2圓錐體的錐度相同。3)球頭螺桿7與壓板8螺紋配合須精密,且緊固可靠。球頭與斜塊4接觸的斜面應該磨削加工,球頭必須光滑。4)工件2裝夾時,借助百分表找正工件2,待找正后,尾座3頂針頂住工件2后,調整好車刀5位置。5)通過球頭螺桿7與壓板8的螺紋連接調整球頭與斜塊4接觸的位置,調好后用螺栓6緊固。6)不同錐度的同類工件只需加工、更換和該工件錐度相同的斜塊即可。
3.結語
本工裝結構設計合理,操作方便,避免了拆卸改裝車床進給系統的傳統靠模方式,獲得了一種在普通車床上加工圓錐體上外螺紋的方法,提高了圓錐體上外螺紋的加工精度及加工效率,降低了勞動強度,在生產應用中取得了顯著的經濟效益。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

