


淺談數控加工中心螺紋加工方法與應用
2020-9-22 來源: 焦作市技師學院 作者:崔衛(wèi)芳
摘要:螺紋加工作為數控加工生產中很重要的一個環(huán)節(jié),擁有著很多的加工方法,由于螺紋的構造特殊,生產工藝也比較復雜,加工時很容易產生效率低、精度差等問題。所以在實際生產中,加工不同的螺紋應當采用不同的具體加工方法,如選擇好適當的指令控制,采用科學切削參數、使用科學工件裝夾等具體的操作方式,以此來保證數控加工的相關操作精確可靠,并提升數控加工中心的工作效率。下面本文將圍繞數控加工中螺紋加工的工藝方法進行分析,對當前常用的一些基本方法做出簡單介紹,并探討在實際的生產中容易出現問題的一些問題要點,希望能在數控加工中心的螺紋加工工作中,帶來一定的幫助。
關鍵詞:數控加工中心;螺紋加工工藝;引用分析
機械產品連接中螺紋的使用非常頻繁,在很多的精密機械連接中都發(fā)揮著不可替代的作用,所以對于螺紋的加工精度要求很高。目前多數螺紋加工都是在數控車床上進行生產,也就是使用數控銑床的三軸聯動加工系統(tǒng)來加工螺紋,數控機床比起傳統(tǒng)的螺紋加工,有著更快的速度,更高的精度,這些都是數控加工的優(yōu)越性。隨著我國的數控加工行業(yè)不斷發(fā)展,配套的數控加工中心也獲得了大的進步,在很多的加工工藝上都進行了創(chuàng)新。如何進一步的提升數控螺紋加工的產品效果,滿足各類加工需求,成為了我們研究的重點。
1 、數控加工中心的螺紋加工工藝種類
1.1 螺紋銑削法
數控加工中心可以使用螺紋銑削刀具對螺紋進行直接加工,這也是市場上目前比較普遍的一種處理方案,在比較復雜的螺紋加工以及大孔螺紋加工作業(yè)中應用比較廣泛,優(yōu)勢也很明顯。數控加工模式下的螺紋銑削法可以獲得很高的加工精度,同時保證了相當快速的加工速度。螺紋洗消刀具應用方面,可以使用同一把刀具進行右旋螺紋或是左旋螺紋的處理。
正因為螺紋銑削法有著比較突出的經濟效益,所以成為當下數控加工中心常用的一種加工工藝。螺紋銑削法還可以適用于不同材料及復雜材料的加工處理,如銅質或是不銹鋼材料的加工,螺紋銑削法都可以保證加工的工藝精度。
1.2 絲錐加工法
絲錐加工法同樣是一種常見的加工工藝,一般適用于小直徑的螺紋加工中,但相對的來說精度較差。所以如果遇到對于精度要求較高的加工需求,應當避免使用絲錐加工法。為了保證絲錐加工法的應用,應當選擇合適的鉆孔搭配相應的鉆頭直徑,確保在螺紋底孔的直徑公差上限方面能夠相互協(xié)調,這樣可以有效的降低后續(xù)工作中,絲錐加工的工作量,同時降低絲錐加工法在實際加工中絲錐的受損幾率。絲錐的受損主要是由于絲錐在和被加工材料接觸的時候,難以形成協(xié)調關系,這種現象很容易引起絲錐受損,或是耐久性下降。 目前實際的生產中,應用較為廣泛的主要有通孔絲錐以及盲孔絲錐。在生產中要結合螺紋加工的需求進行合理的選擇。
1.3 挑扣加工法
挑扣加工法在實際的生產加工中應用較少,一般是作為應急手段,應用于在沒有螺紋銑削工具和絲錐的情況下。挑扣加工法一般應用在箱體零件需要制作較大螺紋孔的情況下,需要借助螺紋車刀和鏜刀桿來進行鏜銷處理。
在挑扣加工的過程中,首先要注意主軸的轉速,對于主軸轉動前期容易出現的延時等現象,要進行有效的控制,以免因為轉速不當的原因影響螺紋的加工。在多刀桿的處理中,要保證刀桿之間的位置,確保刀桿與刀槽的相應位置一致,避免出現亂扣的現象,影響到最終成品的加工效果。在挑扣加工法中,要避免一刀挑成,盡量的在挑扣中多刀操作處理,以更好的提升螺紋加工的效果。在實際的生產中,挑扣加工法由于效率較低,所以不適合大規(guī)模的推廣應用在數控加工中,只能作為應急的備用方案。
2 、數控加工中心的螺紋加工工藝要點
當前在數控加工中心的螺紋加工中,應用范圍最廣的就是螺紋銑削法,要進一步的提升螺紋銑削法的加工質量,就需要把握好螺紋銑削法中的刀具應用流程,保證編程方案可靠以及準確,要對銑削刀具的工作要點做好把關,以此避免在加工中出現偏差等情況發(fā)生。在實際的螺紋銑削過程中,一定要對第一條螺旋線做好控制,保證螺距要滿足原有的要求,如果存在誤差要及時的調整,在這項工藝的檢查過程中,一般需要銑削完成后進行反向退刀,可以利用鋼尺等工具進行對第一道螺旋線的檢查。此外,螺紋總背的吃刀量需要進行重點的關注,數控加工人員可以通過對螺距的精準計算,得出實時調整的數據,保證銑削過程的精度滿足需求。還有一個需要關注的重點就是最終的車刀終點。保證退刀停車合理,這樣有利于退刀后對螺紋的控制,從而進一步調整精確度。在整個螺紋加工過程中,要做好控制工作,避免加工中出現亂扣的現象,這就要求著在生產中,對于螺紋銑削的流程和順序進行全方位的監(jiān)管和控制,對于每個容易出現的問題都要關注,控制好每一個環(huán)節(jié),最終保證螺紋加工的精度和效率都能達到標準的要求。在應用螺紋銑削法時,螺紋銑刀的相對的作用力相比于其他加工方法是比較小的,所以刀具出現折損這種情況是很少發(fā)生的,如果由于操作原因使刀具出現折損其處理解決也是非常方便簡單的,相較于加工的孔徑而言,刀具的直徑是較小的,刀具折斷的部分也是很方便從加工件中取出。而絲錐法則大為不同,絲錐法則是連續(xù)不間斷的切削,受到的作用力相對較大,切出的廢屑也不容易在加工區(qū)域排除,所以刀具就很容易產生折損這一現象,如果是加工較大的孔徑,出現這種情況是很好處理的,較小的孔徑則需要用電火花加工進行處理了,是比較麻煩的。螺紋加工的受力區(qū)域如下圖 1 所示:
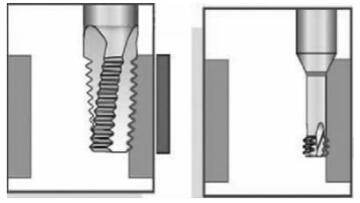
圖 1 螺紋加工受力區(qū)域圖
螺紋銑削法相對于其他加工方法可以有效的減少加工的工序和更換刀具的次數,可以使工作效率得到極大的提高。由于螺紋銑刀在加工中可以滿足倒角、擴孔、螺紋等等多個工序的加工要求,一把刀具可以通過加工程序的修改就可以很好地加工左右螺紋,也可以通過操作系統(tǒng)對刀具半徑進行設置來進行內外螺紋大加工。對于加工孔徑較大時的加工件,就可以使用多對刀片刀盤,可以成倍的提高其加工的效率。多刀片銑削螺紋加工圖如圖 2 所示:

圖 2 多 片銑削螺紋加工圖
3 、螺紋銑削法的應用范圍
為了更好的提高加工效率,根據螺紋銑削法的特點,具體的應用范圍:a.應用于功率較小機床。由于螺紋銑削的加工方式是斷屑切削,銑刀與加工件不是全面的接觸,只是局部接觸加工,受力較小,對機床功率的要求不高,所以可應用于功率較小的機床。b.應用于較大的加工件、薄壁、復合孔類型的加工。由于螺紋銑削中的銑刀可以實現倒角、全方位加工等功能,所以對于復合孔的加工是很合適的。此外,因為銑刀的受力較小,銑刀不易產生變形,對于薄壁類型的加工件也是非常適用的。c.應用于特殊材料類型加工件的加固。因為銑削加工方式為局部接觸,作用力較小,所以特殊材料的加工件對對刀具的的方作用力也較小,所構成銑刀的一般都是硬質的合金材料,在加工是其磨損率小,使用壽命長,并且產生的廢屑不易粘黏在銑刀上。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

