


YK7380A數控成形砂輪磨齒機研發與應用
2020-12-18 來源:秦川機床工具集團股份公司 作者:黃亞超 樊利軍
一、概述
隨著海洋工程、艦船、機車、風電、軍工等行業快速發展,對大規格傳動齒輪精密、高效磨削加工關鍵設備的需求日益增大,傳統采用展成法磨削,效率和精度難以滿足要求。秦川機床工具集團股份公司研制的YK7380A磨齒機(如圖1所示),采用成形法磨削,精度達到國標GB/T10095.1-2008 3級以上,效率顯著提高。機床突破的關鍵技術包括:高剛性、高精度、高可靠性設計技術;機床熱變形控制技術;機床磨削專家系統開發;機床在機測量與綜合誤差補償技術開發;機床無附加傳感器檢測預警和故障診斷技術等。YK7380A磨齒機所達到的較高技術水平,對提升我國高端裝備制造業水平,滿足國家戰略和國防需求具有重要意義。

圖1 YK7380A數控成形砂輪磨齒機
YK7380A磨齒機最大加工直徑φ800mm,模數35mm。機床為全閉環控制,可對磨削工件齒形、齒向任意形狀修形,并通過集成內置砂輪動平衡系統中的AE功能對砂輪修整及工件磨削實時監測。機床操作界面為人機對話式,操作簡單,通過輸入磨削齒輪基本參數即可自動生成成形砂輪截形修整和機床循環動作執行程序,完成工件自動循環磨削。機床磨削循環自動化程度高,具有自動對刀、工件自動檢測、自動誤差校正、遠程故障診斷等功能。
秦川機床通過對比境內外Ф800mm規格磨齒機,吸取先進的數控成形砂輪磨齒機發展趨勢和技術特點,并依據客戶提出的性能要求,在機床設計、加工、制造、試驗、檢測等核心技術層面展開攻關,使機床的設計制造技術水平、工作精度、效率、可靠性等與境外同類機床相當,機床磨削精度達到GB/T10095.1-2008 3級以上,能夠替代進口,機床售價卻遠低于境外同類產品,具有較高的性價比優勢和市場競爭力。
二、產品性能介紹
YK7380A數控成形砂輪磨齒機采用最新成形砂輪磨齒機設計理念,是一款集機械、電氣、液壓、自動化技術、伺服控制技術、精密測量技術、計算機軟件技術等多種學科技術于一體的復雜高檔數控機床,可加工直(斜)漸開線齒輪及其他任意齒形,如擺線齒輪,圓弧齒輪等,具有高效率、高精度、高可靠性等特點。
1. 高效率
采用成形磨削,砂輪與齒輪為線接觸,磨除率高;機床配置高壓大流量冷卻裝置,適應大功率、大切深磨削加工,減少粗磨循環次數,提高機床磨削效率,是傳統機床效率的3-5倍。
2. 高精度
采用數字伺服系統,選用高精度光柵尺,全閉環控制,運動平穩,無沖擊,實現了很高的運動精度;磨削專家系統具有誤差校正功能,可補償磨削加工誤差,提高機床磨削精度。
3. 高可靠性
采用高剛性設計保證機床較高的幾何精度;機床熱關鍵點布置冷卻噴淋、溫機控制等措施以保證機床熱穩定狀態;機床配置溫度、壓力、流量、振動等多種傳感器,對機床工作狀態實時進行監控,保證機床高可靠性和穩定性。
三、新技術應用情況
1. 大規格數控成形磨齒機設計制造技術
(1)模塊化設計技術
機床采用立式結構,模塊化設計,縮短開發周期,提高機床可靠性。機床主要包括床身、立柱、工作臺、工件立柱、滑板、修整器、磨具等部件,機床布局如圖2所示。

圖2 YK7380A磨齒機模塊布局圖
(2)高剛性設計制造
成形磨削載荷大,對機床剛性要求高。在設計中對機床整機及關鍵零部件進行有限元分析、結構優化,保證機床高剛度;對關鍵零部件進行模態實驗分析,使機床固有頻率遠高于磨削時的激振頻率;對關鍵結合面進行精密刮削,保證接觸剛度。
(3)大型磨齒機熱特性控制技術
大型磨齒機工作過程中,在內外熱源共同作用下產生熱變形,影響工件與砂輪間相對位置,造成齒輪加工精度降低。研究表明,精密加工中,由熱變形引起的加工誤差所占比例達40%-70%,因此,減小熱變形及盡快使機床達到熱平衡對提高加工精度和穩定性至關重要。
為此采取的主要方法有:
①機床熱對稱設計及冷卻流道優化。通過有限元分析機床熱變形情況,優化機床布局,采用熱對稱結構,優化床身流道設計,增加床身周圍冷卻液流動,使溫度分布更加均勻,提高機床熱特性。
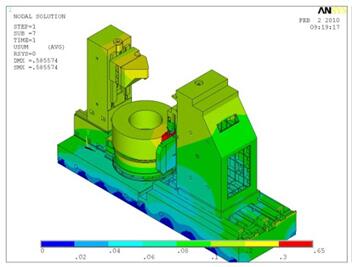
圖3 磨齒機整機溫度場云圖
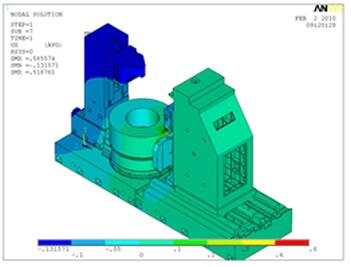
圖4 改進流道后整機變形云圖
②等溫磨削控制技術。實時檢測機床內部及外圍環境溫度,自動調節磨削冷卻液溫度,使機床內部溫度與環境溫度差保持在穩定范圍內,減小熱變形引起的誤差,實現機床工作過程變形最小,滿足高精度磨削要求。
(4)靜壓導軌和靜壓軸承設計制造技術。采用閉式靜壓導軌,解決直線導軌大負載情況下出現爬行和滯后,直線軸重復定位精度達到0.002mm,回轉軸定位精度達到±3角秒,機床最大承載2t,滿足產品設計要求。
(5)復合材料應用。機床裝配過程中,幾何精度調整需要多次修刮導軌結合面,大型機床結合面修刮時大件的起吊、翻身、刮研工作量非常大,采用新型復合材料,實現機床導軌精度一次定型,就能滿足精度要求,減少裝配工作量,提高機床裝配精度。
2. 磨削專家系統開發
磨削專家系統是成形砂輪磨齒機最為核心的軟件系統,解決了機床操作人員機下繁瑣計算程序編制,可根據用戶磨削工件要求推薦磨削工藝,供用戶選擇多種形式的磨削方法、砂輪修整方法,自動生成機床加工程序,指導用戶進行精密、高效磨削,提高了機床加工效率。
主要功能模塊包含以下幾項:
(1)基于工作狀態下嚙合誤差優化的齒廓修形
齒輪箱齒輪由于加工、裝配誤差、受載變形等產生邊緣接觸,形成應力集中,對傳動平穩性和壽命產生很大影響,因此需對齒廓進行精確修形,減少邊緣接觸和應力集中。機床采用成形磨削,可通過全閉環伺服軸精確插補對齒輪廓形修形,實現齒廓精確三維修形。
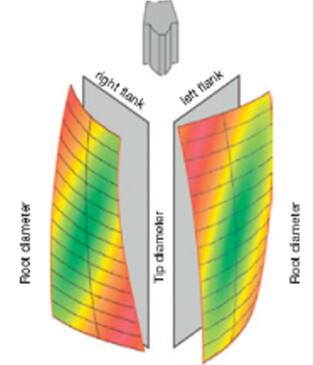
圖5 齒廓修形三維圖形
(2)齒面扭曲控制技術
磨削斜齒輪時,砂輪與齒面的接觸線為一條空間曲線,需調整砂輪和工件的軸交角,改變接觸線相對位置,避免砂輪與齒面兩側接觸線不是同時脫離齒面,受力不均,出現讓刀,造成齒面扭曲。機床開發的齒面扭曲控制技術,根據工件參數,自動優化調整砂輪軸交角,改變接觸線相對位置,改善齒面扭曲。
(3)工件表面質量磨削控制技術
對大型齒輪磨削工藝進行研究,采集、分析高效磨齒工藝數據,建立工藝參數數據庫,對不同材料、不同熱處理要求齒輪都能找到適用的磨削工藝參數供用戶選擇。工藝參數主要包括砂輪的磨料、粒度、修整進刀量、磨削進刀速度、冷卻液流量和壓力等,指導用戶實現精密、高效磨削,消除磨削燒傷和裂紋,提高磨削效率。
(4)磨削狀態智能監控
經過二次開發,砂輪主軸集成的AE(聲發射)裝置,可實現磨削工件自動對刀、余量自動分配、磨削過程及砂輪磨損狀況實時監測,控制砂輪自動修整,保持砂輪鋒利,保證磨削質量。AE的防碰撞保護功能,可以在發生啃刀或偏磨時,機床執行緊急回退功能,保護工件和設備安全。
3. 在機檢測與綜合誤差補償技術
(1)在機測量技術
大型齒輪質量較大,齒輪拆卸、送檢不方便,機下測量費時費力,在機床上配置在機測量功能十分必要。機床在機測量功能利用機床數控軸,對齒輪進行測量,測量數據再回傳磨削專家系統,和設定的目標對比,自動調整機床加工參數,實現閉環控制下的精密磨削。
機床在機測量系統主要對齒輪齒形、齒向、齒距及齒距累積總偏差進行測量。
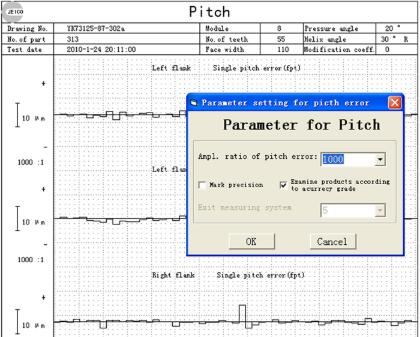
圖6 機床在機測量報告
(2)機床綜合誤差測試補償技術
利用激光跟蹤儀對機床伺服軸各項誤差進行測量,建立機床空間誤差模型,應用數控系統的動態操作功能,對軸間誤差進行補償。利用自行開發的傳動鏈誤差測試儀對機床單軸運動誤差、多軸聯動誤差、插補誤差進行測量分析,調整機床參數,達到最佳補償效果。

圖7 機床綜合誤差補償現場測試
4.機床工作狀態監測、預警及故障診斷技術應用
(1)機床無附加傳感器監測與預警
通過機床數控系統內置的位置、速度、扭矩、電流、電壓等接口,獲取機床動態響應信號,提取機床進給系統早期微弱故障特征,對動態誤差和各種振動量進行實時監測。當誤差趨勢開始變大,故障征兆開始出現時,及時對機床故障進行預警處理,提高機床的穩定性和可靠性。

圖8 YK7380A磨齒機故障診斷軟件界面
(2)遠程故障診斷技術應用
機床遠程診斷功能實現了外部計算機與機床工控機之間的遠程控制,以便對機床進行故障診斷、參數更改等在線操作。當客戶機床出現故障時,維修人員不用到現場就可以處理機床故障,縮短了機床維修時間,提高了機床工作效率,機床用戶服務更加方便快捷。
四、成果應用及市場前景
對于YK7380A數控成形砂輪磨齒機的研發成功,用戶給予了很高的評價,認為該機床加工精度高、性能穩定、故障率低,磨削精度和磨削效率達到了國外同類磨齒機水平。公司根據不同行業、不同用戶的需求定制方案,積極拓展產品應用領域,使該產品獲得較高的市場份額,取得了良好的經濟和社會效益。隨著國內市場對中大規格高效、高精度數控磨齒機裝備的需求不斷提升,對該類產品的數量、質量和技術水平等各方面都提出了更高要求,大型磨齒機的市場需求將隨之擴大,YK7380A磨齒機將迎來廣闊的市場前景,同時將對我國磨齒機向更大規格、更高精度、更高效率方向發展提供有力支撐,提升我國此類高端數控裝備的制造水平。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

