


高精密外圓磨床熱變形的修整補償分析
2021-9-24 來源: 陜西秦川格蘭德機床有限公司 作者:康滿倉 姚 權(quán)
摘要: 高精度外圓磨床的工作精度可以依靠在線測量儀控制尺寸精度,但在修整過程中由于熱變形引起機床坐標(biāo)的變形,容易造成磨削廢品,嚴(yán)重時可造成金剛筆撞擊損壞,因此需要對修正量進(jìn)行補償,國內(nèi)有許多同仁及科研院所總結(jié)了很多關(guān)于熱變的文章,提出了許多寶貴經(jīng)驗。基于高精度數(shù)控外圓磨床熱變形進(jìn)行理論分析,三維建模,依仿真模擬為指導(dǎo),提出了一種利用端面定位器進(jìn)行補償?shù)姆椒ǎ瑥某杀尽⒖煽啃约翱刹僮餍猿霭l(fā)進(jìn)行分析驗證以供參考。
關(guān)鍵詞 :砂輪修整 熱變形 有限元 坐標(biāo)補償 外圓磨床 端面定位器
制造業(yè)是國民經(jīng)濟(jì)的根本,經(jīng)濟(jì)的高速發(fā)展離不開制造業(yè)支撐。談到制造業(yè)就離不開兩個話題“質(zhì)量”和“成本”。近幾年隨著市場的不斷發(fā)展用戶對高精度數(shù)控外圓磨床的精度和穩(wěn)定性的要求越來越高,同時對價格又不斷的對比和壓縮。而如何在市場競爭中取得“價格”和“質(zhì)量”的雙優(yōu)勢成為各廠家存活和致勝的關(guān)鍵。就此對技術(shù)人員提出了新的挑戰(zhàn)。
眾所周知,物體具有熱脹冷縮現(xiàn)象,金屬材料也不例外,雖然變化很小,但是實際上不容忽視,例如截面積為一平方厘米長一米的鋼棒,當(dāng)溫度升高 40℃時,伸長量為 0.5 mm。曾經(jīng)在 MKS8312 機床上做過實驗:當(dāng)冷態(tài)和熱穩(wěn)定態(tài)時候后床身的彎曲變化為 0.008 mm。機床“冷態(tài)”和“熱穩(wěn)定態(tài)”引起的坐標(biāo)變化在修整時影響大且很難消除,主要影響:(1)影響工件的表面質(zhì)量;(2)熱變形嚴(yán)重時造成金剛筆的損壞。調(diào)查表明,熱變形已成為影響機床加工精 度的首要因 素,占機床 總誤差的40%-70%[1],因此改善和控制熱變形有意義很大。
1、熱變形的常規(guī)處理措施
當(dāng)前,減小數(shù)控機床熱誤差方法主要包括兩種:第一誤差防止法,第二誤差補償法[2]。實際生產(chǎn)中有以下方法:(1)采用人造花崗巖床身,其熱脹系數(shù)為 2×10 -5(是金屬的 1/20),曾在 MGF32 機床上采用人造花崗巖作床身,其熱穩(wěn)定性好,精度穩(wěn)定。
但其價格昂貴,且加工困難,工藝性差;(2)加強冷卻,對冷卻空調(diào)實施相對溫度測控,確保環(huán)境溫度和實時水溫相差為恒定。在調(diào)試 MKS8312 時,曾做過相關(guān)實驗,將水溫控制方式改為恒溫同調(diào),改后效果略有改善,但其不可量化。(3)機床冷態(tài)修整時依靠工人的經(jīng)驗數(shù)據(jù)進(jìn)行坐標(biāo)補償。此方法對工人素質(zhì)要求較嚴(yán),而且氣候的變化,廠房內(nèi)的環(huán)境變化等都會影響經(jīng)驗數(shù)值,此方法差異性較大而且精確度較差。(4)等待機床穩(wěn)定后修整磨削,不同季節(jié)車間測算數(shù)控磨床由“冷態(tài)”到“熱穩(wěn)定態(tài)”需要 2 小時左右,在此期間造成很大損失與浪費。(5)較為高端的機床配置實時溫度測量補償系統(tǒng)進(jìn)行補償,但該系統(tǒng)的應(yīng)用大大增加了機床的成本和價格。
就此,從經(jīng)濟(jì)和穩(wěn)定性出發(fā)筆者提出一種新的解決方法,利用磨床用“端面定位器”進(jìn)行坐標(biāo)差計算并補償,此方法既經(jīng)濟(jì)又穩(wěn)定。以下來分析驗證此方法的可行性包含理論分析、建立數(shù)學(xué)模型、實例說明并驗證。
2、建立三維模型及熱變形進(jìn)行理論分析
2.1 機床熱變形分析
熱源分為內(nèi)部和外部,其發(fā)熱量和環(huán)境溫度隨著加工條件及時間而變化,而機床有自身的熱容量,導(dǎo)致溫升有時間滯后性,所以機床的熱變形是非定常現(xiàn)象。由于其熱變化的復(fù)雜性,現(xiàn)僅對主要影響因素進(jìn)行分析。
內(nèi)部熱源會產(chǎn)生一定的發(fā)熱量,并通過零部件之間的傳導(dǎo),床身會出現(xiàn)散熱不均勻。數(shù)控外圓磨床為T形床身,在Z軸熱變化方向?qū)π拚绊懞苄。驗閮牲c:首先,前床身平 V 軌為熱對稱結(jié)構(gòu)如圖 1,熱剛較好,筋板布局均勻散熱均勻。其次修整時絲杠處軸承為固定端,所以前床身的變化很小。熱變形主要在前后床身結(jié)合處,原因為:(1)前后處的筋板厚度和布局不同散熱條件不同;(2)主要熱源砂輪架電機等集中在后床身;(3)大量的冷卻液集中在后床身處。
圖 1 工作臺熱對稱結(jié)構(gòu)
3、三維建模后熱分析
利用UG進(jìn)行床身三維模型的建立,通過有限元軟件 ANSYS 分析其熱變形,確認(rèn)其熱變化特點。因為模型十分復(fù)雜,所以在建模過程中需要對模型進(jìn)行簡化,使簡化后模型既便于開展又不影響分析結(jié)果。機床的熱變形是非定常現(xiàn)象,隨時間、工況、和環(huán)境的變化而變化,其受約條件較多。而數(shù)控磨床主要的因素為冷卻液對床身的熱變形影響,且變化主要集中在后床身,以此來進(jìn)行有限元熱分析。
分析條件為:水溫 20℃,材料為灰鑄鐵,環(huán)境溫度為 10℃。圖 2 為溫度分布圖,圖 3 為熱平衡過程中變形量的變化圖。
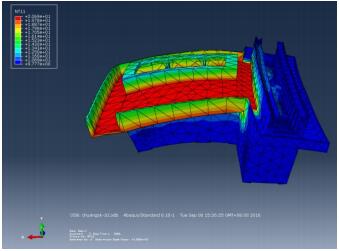
圖 2 冷卻液影響下的溫度分布圖
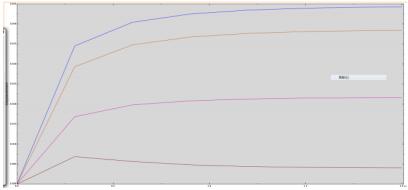
圖 3 熱變形位移量(平衡溫度 28min)
線條依次往下:上面第一條線為總位移,第二條線為 X 軸位移量,第三條為 Y 軸的位移量,第四條為 Z 軸的位移量。平衡時間約 28min。此時可以得出后床身冷態(tài)和熱平衡后的變化量為 0.035mm。這就造成修整坐標(biāo)的偏移。
4 、端面定位器進(jìn)行坐標(biāo)補償?shù)哪P秃喕c數(shù)學(xué)模型
4.1 端面定位器的常規(guī)應(yīng)用
端面定位器在高精度數(shù)控外圓磨床的應(yīng)用成熟且很廣泛,它僅給數(shù)控系統(tǒng)提供一個模擬量,用于確認(rèn)當(dāng)前工作臺(Z 軸)的位置坐標(biāo)。實際磨削過程中其主要作用為:消除工件頂尖孔深度尺寸的不同而造成磨削廢品。其自身的單向重復(fù)定位精度0.001mm,穩(wěn)定性好。
4.2 端面定位器坐標(biāo)補償數(shù)學(xué)模型簡化與計算
如圖 4 所示工作臺運動為 Z 軸,砂輪架運動為X 軸。1 為砂輪架,2 為端面定位器,3 為修整定位固定板,其角度為 45°。
定位過程為:Z 軸運動以 F300 的速度觸碰端面定位器 2,當(dāng)修整定位板 3 觸碰到修整器測頭時,此時數(shù)控系統(tǒng)接受模擬信號,Z 軸停止運動,端面定位器收回,數(shù)控系統(tǒng)此時可記錄當(dāng)前 Z 軸的坐標(biāo)值。由于 X 軸的變化,導(dǎo)致 Z 軸定位誤差,數(shù)控系統(tǒng)進(jìn)行對比三角Z并進(jìn)行計算,就可間接得出三角X的變化值。計算如下。
數(shù)學(xué)計算模型如圖 5 所示,機床是一個質(zhì)量分布連續(xù)的彈性體,具有無限多個自由度。但是,在動態(tài)分析中可以根據(jù)機床的具體結(jié)構(gòu),將整機離散成若干集中質(zhì)量,簡化成為一個具有有限個自由度的多自由振動系統(tǒng),然后采用適當(dāng)?shù)姆椒ㄟM(jìn)行分析計算 。
計算如下所示三角Z為Z軸差值;三角X為X軸差值;
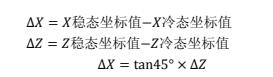
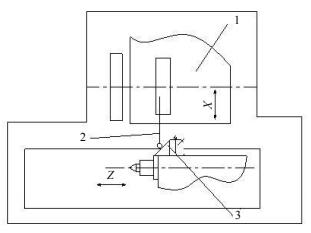
圖 4 運動簡圖
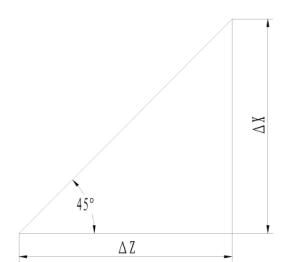
圖 5 修整坐標(biāo)誤差數(shù)學(xué)模型
4、 生產(chǎn)實例效果驗證
為進(jìn)一步確認(rèn)該方案的實際效果,進(jìn)行了現(xiàn)場實驗如圖 6 所示。

圖 6 Z 軸坐標(biāo)對比
實驗過程分兩步,第一步記錄標(biāo)準(zhǔn)值。機床運轉(zhuǎn) 3 小時后在熱穩(wěn)定態(tài)下,如圖 6 所示,用修整定位固定板觸碰端面定位器,進(jìn)行Z軸坐標(biāo)定位及記錄,系統(tǒng)將其設(shè)定為標(biāo)準(zhǔn)值。
第二步,補償坐標(biāo)后進(jìn)行砂輪修整。實際中早上一開機溫度變化最大,坐標(biāo)偏移最大。由于 X 軸坐標(biāo)變化,導(dǎo)致工作臺Z 軸定位時出現(xiàn)三角Z誤差,見圖 6。根據(jù)三角Z誤差,系統(tǒng)自動補償 X 軸。數(shù)控系統(tǒng)每次在修整前進(jìn)行坐標(biāo)測量并補償。補償完后進(jìn)行砂輪修整觀察。連續(xù)以上實驗。
經(jīng)過理論分析和連續(xù)實驗,此方法避免了修整誤差,每次都可正常修整。最終得出,利用端面定位器間接補償 X 軸坐標(biāo),可以避免修整誤差,提高機床的可靠性。
5、結(jié)語
機床熱變形的變量因素多,變化復(fù)雜。本文以主要變化因素為前提,提出了利用端面定位器進(jìn)行X 軸的補償。從理論分析、三維建模、熱變形分析,數(shù)學(xué)模型建立,實際驗證,證明了此方法的簡便性和可行性。在不增加機床成本的前提下,解決了砂輪修整誤差導(dǎo)致的工件廢品,金剛筆損壞等現(xiàn)象,提高了機床的可靠性和穩(wěn)定性。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2024年11月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年10月 軸承出口情況
- 2024年10月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年10月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2028年8月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)