


多方位可調(diào)式徑向恒等伸長 快速液壓撐圓裝備的設(shè)制與應(yīng)用
2020-7-1 來源:貴州譽創(chuàng)機械有限公司 作者:趙忠剛
【摘要】: 本文闡述了快速撐圓裝備的組成及 快速撐圓裝備關(guān)鍵件萬向千斤頂?shù)闹饕O(shè)計原理 及制造細節(jié),并簡單敘述了該裝備的應(yīng)用方法。 該裝備通過創(chuàng)新應(yīng)用了活塞桿的徑向恒等伸長和 螺桿頂端到中心盤座中心距離相等且間距略小于 被撐圓孔徑 1~2mm 的設(shè)計理念,確保了高壓開 關(guān)站殼體的筒體撐圓功效和質(zhì)量,并降低了對操 作者的技能要求;同時, 提高了操作者的安全系數(shù)。


圖1 殼體 圖 2 筒體
在 GIS 高壓開關(guān)站殼體(見圖 1)的制造 過程中,對于那些卷焊并拔口的筒體(見圖 2), 在鉚接主法蘭和側(cè)法蘭時,由于拔口后其端口和 拔口處發(fā)生較嚴重的橢圓現(xiàn)象,導(dǎo)致其鉚接處無 法直接插入到主法蘭和側(cè)法蘭的止口中,必須對 其端口和拔口部位進行整圓后再鉚接主法蘭和側(cè) 法蘭。
以往許多生產(chǎn)廠家都是通過錘擊整圓和手動 千斤頂整圓的方式對筒體鉚接法蘭的部位進行整 圓,或?qū)⒎ㄌm止口再進行車削加大。但上述方式 都存在許多缺陷,錘擊整圓效率很慢,容易使筒 體表面出現(xiàn)錘印,還存在較大的噪聲 ; 手動千斤 頂整圓效率也不高,且存在一些安全隱患。
現(xiàn)在雖然有的廠家利用液壓千斤頂對筒體鉚 接法蘭出進行整圓,但容易出現(xiàn)將其 “撐過” 的 現(xiàn)象,并且要在對筒體和法蘭局部點焊后進行換 位撐圓、點焊,操作復(fù)雜,不利于殼體的批量生產(chǎn)。
為此,我們通過長期摸索,發(fā)明了一套較 好的多方位徑向恒等伸長可調(diào)式快速液壓撐圓裝 備,徹底解決了上述不利因素,在實際應(yīng)用過程 中大大提高了筒體與法蘭的鉚接速度,并且降低 了對操作者的技術(shù)能力要求,使該類殼體法蘭的 鉚接實現(xiàn)了簡捷化、統(tǒng)會化、標準化。
1.快速撐圓裝備的組成簡述
由圖 3 撐圓裝備組成的示意圖可知,主要由 支撐座、心軸、液壓管、螺桿、萬向千斤頂和液 壓站組成,萬向千斤頂是由圖 4 和圖 5 所所示內(nèi) 容組成。
其中圖 4 萬向千斤頂?shù)闹行谋P座組成包括 : 中心盤座、管接頭、堵板套和蓋板套,堵板套的 數(shù)量與中心盤座上安裝活塞桿的徑向孔的數(shù)量一 致,這里取 6 件(該數(shù)值隨被撐圓的直徑增大而增加,以確保將筒 體鉚接法蘭的部位 整體撐圓,杜絕局 部的凹陷和橢圓現(xiàn) 象。一般以被撐圓 孔的周長除以 300 所得的整數(shù)為中心 盤座上安裝活塞桿 的徑向孔的數(shù)量)。 圖 5 活塞桿的組成 包括 : 活塞桿和套在其上面的兩個密封圈。
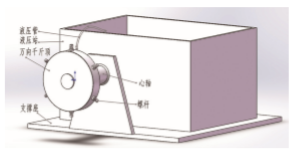
圖 3 撐圓裝備組成示意圖
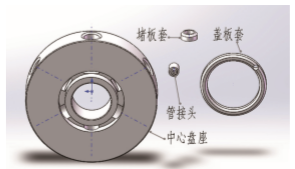
圖 4 萬向千斤頂?shù)闹行谋P座組成
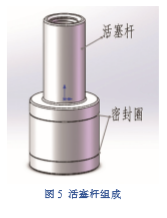
圖 5 活塞桿組成
液壓站上必須安裝溢流閥,使液壓站在工作 中當各活塞桿伸到極限時其溢流閥自動開啟以保 護液壓系統(tǒng)受損。
2.快速撐圓裝備關(guān)鍵件萬向千斤頂?shù)?主要設(shè)計原理及制造細節(jié)
因常見筒體拔口后的各孔口橢圓量通常為 8~15mm,活塞桿的有效行程一般取 20mm 左 右即可。過大,浪費原材料和加工裝備的工時, 且在使用過程中增加筒體的撐圓時間。
撐圓過程中各活塞桿并不是在萬向千斤頂?shù)?中心盤座周向均布孔中向外同步伸長的。在對筒 體撐圓前,需要先測出其橢圓的大徑和小徑,計 算出其撐圓后的內(nèi)孔直徑 D; 然后將液壓站開啟, 使萬向千斤頂上的活塞桿全部伸長到位(即其伸 長到不能再伸長為止); 最后須調(diào)整千斤頂上的 螺桿,使過中心盤座中心線的每對螺桿的頂端至 中心盤座的中心距離一致,且間距略小于 D,通常比 D 小 1~2mm。
在撐圓過程中,筒體的橢圓直徑方向大于 其平均直徑的部位的活塞桿會帶動螺桿先完全伸 出,此時螺桿并沒有頂住筒體的內(nèi)壁 ; 筒體的橢 圓直徑方向小于其平均直徑部位的活塞桿,帶動 螺桿會按照孔壁尺寸由小到大地依次頂住筒體的 內(nèi)壁, 并繼續(xù)伸長, 直到伸不動為止。此時孔的 橢圓度在 1~2mm 之間,符合該類產(chǎn)品的鉚接要 求。鉚裝、點焊完法蘭后回收活塞桿時,各活塞 桿會同時回縮。如果活塞桿的有效行程過大,就 會增加其在撐圓過程中的伸縮時間。
中心盤座按照圖 4 所示結(jié)構(gòu)加工完成后,先 焊上的蓋板套,并在蓋板套帶孔處焊上管接頭, 然后裝入每個帶密封圈的活塞桿,最后旋擰上堵 板套,各件須先加工完成。
螺桿的頂端必須修磨成與被撐圓孔徑接近的 圓弧狀。根據(jù)被撐圓孔徑的大小可以更換合適長 度的螺桿。
通過上述表述可知,萬向千斤頂?shù)闹饕O(shè)計 原理就是使活塞桿徑向恒等伸長、可調(diào)螺桿頂端 到中心盤座中心的距離相等且間距略小于被撐圓 孔徑 1~2mm。
3.快速撐圓裝備應(yīng)用闡述
按照上述要求調(diào)整好萬向千斤頂?shù)穆輻U并使 活塞桿回縮后,將筒體用萬向輪推車架推至撐圓 裝備處,先將待鉚接的法蘭套裝在心軸處,再將 筒體的待撐孔套裝在萬向千斤頂上 ; 啟動液壓站 將套裝在萬向千斤頂上的橢圓孔撐圓,再將法蘭 扣在筒體上點焊即可。完成后回縮活塞桿再以此 方式對后續(xù)筒體施工即可。
注意 : 必須將筒體與法蘭鉚接處的外部焊道、 孔口毛刺等修磨圓滑。
4.結(jié)束語
該撐圓裝備設(shè)計新穎,操作簡捷、高效、安全, 值得在業(yè)內(nèi)推廣應(yīng)用。另外,各單位可以根據(jù)被 撐圓筒體的孔徑大小,制做幾個對應(yīng)類型的萬向 千斤頂,以防止應(yīng)用過長的螺桿撐圓時發(fā)生彎曲 的現(xiàn)象。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2024年11月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年10月 軸承出口情況
- 2024年10月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年10月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2028年8月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)