



摘 要:曲軸車間大連第二機床廠數控車黑屏,不能正常啟動。經判定,該故障為主板或存儲板損壞。然而,該機床使用的數控系統 FANUC0-TD 現已停產,無法采購備件。因此,本文對數控系統進行改造,從而使機床恢復正常工作。
關鍵詞:數控車 FANUC 數控系統
數控車床是數字程序控制車床的簡稱。它集通用性好的萬能型車床、加工精度高的精密型車床和加工效率高的專用型車床的特點于一身,是國內使用量最大、覆蓋面最廣的一種數控機床。數控車床可分為臥式和立式兩大類。臥式車床又有水平導軌和傾斜導軌兩種。檔次較高的數控臥車一般都采用傾斜導軌。按刀架數量分類,它又可分為單刀架數控車床和雙刀架數控車床。
前者是 2 坐標控制,后者是 4 坐標控制。雙刀架臥車多數采用傾斜導軌。普通車床是能對軸、盤、環等多種類型工件進行多種工序加工的臥式車床,常用于加工工件的內外回轉表面、端面和各種內外螺紋。采用相應的刀具和附件,還可進行鉆孔、擴孔、攻絲和滾花等。普通車床是車床中應用最廣泛的一種,約占車床類總數的 65%。因其主軸以水平方式放置,故稱為臥式車床。數控車床、車削中心,均是一種高精度、高效率的自動化機床。配備多工位刀塔或動力刀塔,機床就具有廣泛的加工性能,可加工直線圓柱、斜線圓柱、圓弧和各種螺紋、槽、蝸桿等復雜工件。此外,它具有直線插補、圓弧插補各種補償功能,并在復雜零件的批量生產中發揮了良好的經濟效果。
數控車床安裝了數控系統,和電腦類似,可以說是特殊的電腦,能直接控制各軸的運行距離、速度。它可以手動,也可以全自動。數控機床的精度一般比普通床精度高。
一拖(洛陽)柴油機有限公司的 FANUC 數控車屬于立式單刀架數控車。這些設備大多已工作 10 年以上,有些甚至已經工作超過 20 年,對企業的發展做出了巨大貢獻。然而,隨著時間的推移,這批設備出現的故障也越來越嚴重,出現故障的部位也越來越靠近核心。然而,核心部件的采購難度越來越大,給維修工作帶來的難度也越來越大。因此,這就需要加強對設備的認知,熟練掌控設備的工作原理及編程控制技術。
1 、存在問題
曲軸車間大連第二機床廠數控車(CKA6780 出廠編號:A040 出廠日期:2002.10)在電源啟動后黑屏,經交換 CRT/MDI 單元,仍然黑屏;交換軸控板 AEX I/O 板電源,屏幕仍然不亮,確定故障為主板或者存儲板損壞。該機床使用的數控系統是 FANUC0-TD,而該型號數控系統生產廠已停產,無法采購備件。同時,曲軸生產任務又急需該機床加工,故需要攻關解決。
2 、改造方案
調查發現,機修站有一臺漢川機床廠生產的鏜銑床數控系統使用類似數控系統 FANUC0-MD。觀察發現,儲存板和控制板的訂貨號相同。于是,嘗試通過將漢川機床廠數控系統上的存儲器控制板替換到數控車上,使機床恢復正常工作。
3 、改造實施
將數控系統主板和存儲器控制板從電箱拆下,使用清洗劑清洗,烘干后重新安裝試機,故障現象依舊,從而排除線路板灰塵大、接觸不良的原因,確定為存儲器控制板損壞。在沒有備件可以更換的情況下,通過調查發現,機修站有一臺漢川機床廠生產的鏜銑床數控系統使用類似數控系統——FANUC0-MD,且該機床目前處于停用狀態。于是,嘗試將漢川機床廠數控系統上的存儲器控制板代換到數控車上,如圖 1 所示。
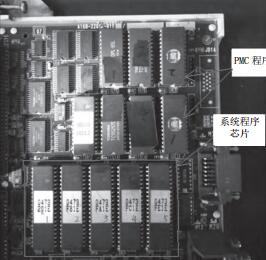
圖 1 存儲板的相關系統模塊
由于 FAUNCO系統的 PMC程序存儲在只讀存儲器(EPROM)芯片中,需要專用的編輯卡修改和編寫程序。存儲器控制板上面保存有數控系統的系統程序、機床參數、零件加工程序和用戶 PLC 程序。這兩臺機床不同,PMC 程序、系統參數、機床參數都不同。要將兩臺不同機床的存儲器控制板代換,需要交換保存有數控系統程序和 PLC 程序的只讀存儲器(EPROM)芯片。而保存機床參數、零件加工程序的讀寫存儲器(RAM)芯片的數據內容,將隨著備份電池拆除丟失。在更換完只讀存儲器芯片后,重新安裝存儲器板,通電開機,數控顯示屏顯示恢復正常。但是,數控系統操作方式無法從手動切換到 MDI 方式,這樣就無法重新輸入機床參數和零件加工程序。
經核對發現,機床 PLC 程序沒有更新,造成機床操作面板無法工作,致使數控操作方式無法切換。解決辦法是機床通電時,同時按 delete+reset+can 三個鍵進行系統總清。重新斷電、上電后,PLC 程序按照 EPROM 芯片數據進行更新,在緊急停止狀態下接通 NC,使 PWE=1 即為參數寫入允許。在伺服參數設定畫面上修改調整伺服參數。伺服參數設定畫面方法:按壓SYSTEM SV-PAM 鍵,伺服參數設定畫面即顯示,否則設定參數 3111#0(SVS)=1 后,關 NC 電源,再開 NC 電源,即可顯示伺服參數設定畫面,操作正常。重新手動輸入機床參數、零件加工程序后,機床恢復正常工作。
4 、結論
當設備使用年限較長后,比較容易出現設備核心部件的損壞。而這些核心部件市面上往往已經買不到,給設備維修造成很大阻礙。分析和處理結果表明,此時如果能夠提前將已經達不到設備生產精度或其他不可抗因素造成的其他同期已報廢設備的核心部件截流,既能減少當前設備的維修成本,又能額外增加當前設備的使用年限,延緩報廢,
減輕企業損失。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

