



西門子840D精度調整與補償應用
2018-5-10 來源:中航飛機股份有限公司西安飛機分公司設備5 作者:譚樂志
摘要:本文介紹了西門子840D數控系統常見精度調整與補償的方法及其在數控機床維修實踐中的應用。
1. 換向角調整
(1)換向角。數控機床更換同步電動機后,電動機磁場的零點和編碼器的零點常常不一致,兩者相差一定的角度,導致電動機運行不平穩,嚴重時甚至無法啟動。西門子840D數控系統提供了同步電動機的換向角(又稱同步角、整流角)的調整功能,可以通過相關坐標軸電動機驅動參數來調整換向角使兩者一致。
(2)應用實例。某五坐標加工中心更換A軸同步電動機后,電動機功率增大,需要調整換向角,方法如下:①將A軸的驅動參數P1011.12設為1,然后執行N C-R E S E T,進行系統重啟。②系統重啟完成后將參數P1017設定為1,然后加坐標軸使能,在J O G方式下點動一下A軸,使A軸運動,A軸同步電動機開始自適應,自適應完成后840D數控系統自動調整好換向角,并自動記錄到參數P1016里,同時參數P1017自動變成0(該步驟完成后系統會出現300799號報警,忽略該報警即可)。③保存驅動參數并執行NC-RESET進行系統重啟,重啟完成后修改的驅動參數才生效,換向角調整完成。注意一般要執行換向角調整操作兩次,兩次自動調整的換向角結果(參數P1016 中的數值)變化范圍不超過5°為合格。
2. 零點偏置調整
( 1 ) 零 點 偏 置 。 西 門 子8 4 0 D 數控系統中的參考點偏移量參數是M D34090,可以在里面人為設定機床原點的偏移量。當機床實際的坐標位置與所想要的坐標位置有偏差時,可以在此參數里進行補償,設置MD34090(新)=MD34090(舊)+實際的坐標位置與理想的坐標位置的偏差。注意,MD34090參數更改后需要系統斷電重啟、機床軸回零后才能生效。
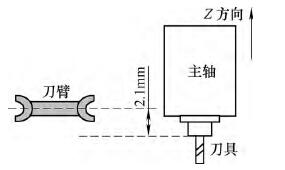
(2)應用實例。某加工中心,Z軸光柵尺故障,更換完光柵尺后,刀庫自動換刀時發出響聲,發生撞刀故障。原因是更換了Z軸光柵尺,Z軸零點位置和以前有偏差,致使換刀時刀臂中心線與主軸裝刀孔中心線不在同一水平面上,導致撞刀現象發生。維修時首先用百分表檢測出刀臂中心線與主軸裝刀孔中心線相差2.1mm,如圖1所示。將Z軸零點偏置參數MD34090由原來的0改成2.1后,故障修復。
3. 同步軸調整
(1)同步軸。龍門移動式機床的龍門驅動屬于雙軸驅動,例如定義龍門移動為X軸,實際上X軸是由X1和X2兩個軸構成的,一個是主動軸,一個是同步軸(也叫 從 動 軸 ) 。 對 X 軸 的 運 動 指令、編程指令是針對主動軸的,同步軸跟隨主動軸同步運動。西 門 子 8 4 0 D 數 控 系 統 中M D 3 7 1 0 0 龍門同步軸開關的設置(以X軸為例)為:設定X1的M D37100=1(龍門同步組1的主動軸),即定義X1軸為主動軸;設定X2的MD37100=11(龍門同步組1的同步軸),即定義X2軸為同步軸。
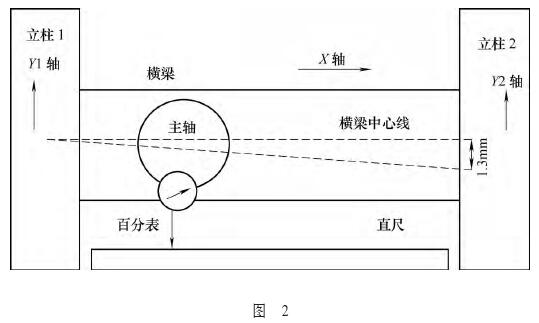
(2)應用實例。某數控鏜銑床,JOG方式下X軸可以運動,但是橫梁(即Y軸)移動就出現報警,報警內容為龍門超差。分析原因是橫梁扭曲超出極限值,即橫梁中心線不水平了,龍門軸扭了,也就是龍門橫梁Y軸的主動軸Y1和同步軸Y2不同步了,兩者之間距離太大而超出允差帶。維修時需要重新調整Y1和Y2的相對位置使兩者平衡,首先用百分表測量橫梁扭曲程度,百分表固定在主軸上,表針壓在直尺上,在X軸負向端點將百分表置零,JOG方式下移動X軸向正向運動,測出X軸正向端點百分表讀數值1.3mm,說明Y1軸和Y2軸相差1.3mm,即橫梁中心線偏差1.3mm,如圖2所示。
維修時首先將Y1和Y2的MD37100都改成0,將Y1和Y2的同步關系取消,使Y1和Y2成為兩個單獨的坐標軸。JOG方式下將Y2在原位置基礎上開動1.3mm,使得橫梁中心線水平。因為Y2開動了1.3mm,所以需要修改Y2的零點偏置MD34090參數,將MD34090里的數值改成:新值=舊值+1.3。將Y1和Y2的M D37100改回原值,恢復兩者之間的主動軸、同步軸關系。最后斷電重啟坐標回零后,橫梁運動平穩,橫梁扭曲故障排除。
4. 反向間隙補償
(1)反向間隙。由于螺母結構本身的間隙及其受軸向載荷后的彈性變形,滾動絲杠螺母機構存在軸向間隙,該軸向間隙在絲杠反向轉動時表現為絲杠轉動一定角度,而螺母未移動,形成了反向間隙。
(2)應用實例。某三坐標數控銑床,機床在加工零件時出現X、Y坐標尺寸正常,但是Z向誤差過大,造成零件超差。測量機床Z軸的反向間隙,在手脈(手搖脈沖發生器)進給方式下移動機床,利用百分表測量指令值與實際運動距離是否一致,發現當Z軸首次反向運動時,實際運動距離比正常指令值少0.09mm左右,說明存在反向間隙,該反向間隙在數控系統的補償范圍內,將機床參數MD32450由原來的0.05改成0.14后,Z向加工尺寸超差問題解決。
5. 刀具矢量補償
(1)刀具矢量。在五坐標運行過程中,對于刀具在空間的定位是靠矢量的組合來處理的。在維修實踐中,可以利用840D數控系統的矢量補償功能來彌補因旋轉坐標回轉精度不好而造成的加工精度差的問題。在840D數控系統中由機床參數“MD24550 $MC_TRAFO5_BA S E_TO O L_N”來具體完成該補償功能,該參數有3個分量,分別對應刀具底部到旋轉中心的矢量在X、Y和Z坐標3個方向的分矢量。
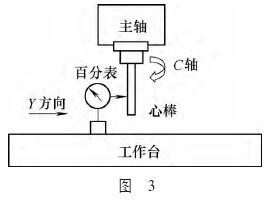
(2)應用實例。某五坐標數控機床在進行三坐標加工時正常,在五坐標加工時零件尺寸超差。需要對C軸的回轉精度進行檢查:A、C軸回零,然后加上五坐標指令,將百分表打在Y方向心棒的母線上,旋轉C軸一周,百分表檢測的最大偏移值為±0.10mm,如圖3所示。說明C軸的回轉中心和主軸的回轉中心不重合,C坐標的精度超差從而造成了零件外型尺寸超差。在參數MD24550中進行補償(Y軸方向),補償值為0.05mm。補償后進行檢驗的結果表明,精度滿足實際加工要求。
6. 結語
熟練運用數控系統的各種精度調整和補償,可以有效改善數控機床定位精度和加工精度,快速修復因加工零件尺寸超差等原因造成的機床精度故障。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

