



FANUC 系統中 PMC 窗口功能在車床上的運用
2021-1-7 來源:華格特拉克(江西)傳動系統有限公司 作者:王俊青
摘要: 本文結合在倒立式車床實踐案例,分析運用 FANUC 系統窗口功能,讀取相關軸的負載值,利用 PMC 實時監控。當讀取值高于設定臨界值時,對相關軸進行保護,避免進一步運動造成聯軸器偏移或損傷。
我工廠使用的熱前倒立式車床,采用FANUC 18i數控系統控制,其特點為加工工件時,由主軸上集成夾具并加持工件,而刀塔不動,車削時靠主軸帶動工件旋轉并移動來完成車削。主要優點是落屑朝下,脫屑理想且占地小,加工穩定,所以在熱前精加工中大量使用。在后續批量生產中,出現過一些問題,為此我們結合 PMC知識進行優化。
1. 優化方案
由于熱前車床需要使用乳化型切削液,一些切削量大的零件在切削過程中,會帶出斷屑粘在零件上,通過機床環形料道排出。但這些斷屑會脫落在環形料道工件托盤輸送鏈條上,阻滯鏈條,使機床 A 軸聯軸器打滑并造成托盤上料位置錯位。
FANUC 系統順序控制 PMC 指令分為基本指令和功能指令兩種類型,優化方案將結合兩者,對于鏈條受力打滑,可以反映到輸送鏈條驅動源A 軸伺服電動機上。A 軸為該機床的第 4 個軸,為此將利用 PMC 窗口功能讀取 A 軸伺服電動機負載電流值,在滿足 A 軸啟動條件后進行比較,如果負載電流值大于設定臨界值,則鎖定 A 軸電動機避免進一步運行損傷硬件,同時播放提示語,現場人員根據提示信息,在機床鏈條處,檢查切屑情況。
上述為軟件保護,硬件上用尼龍棒料制作了與鏈條配合的蓋板,并且蓋板扣在鏈條上可以與輸送帶同步運動,盡可能避免斷屑進入鏈條內,干涉輸送帶,硬件實物如圖 1 所示。

圖 1
通過以上硬件及軟件優化,倒立車環型料道卡料影響生產問題得到解決,下面將重點闡述PMC 改進方法。
2. 關鍵功能指令介紹
(1)WINDR(窗口功能讀取讀 CNC 窗口數據): 此功能在 PMC 和 CNC 之間經由窗口讀取多種數據項。WINDR分為兩類,一類在一段掃描時間內完成數據讀取,另一類在幾段掃描時間內完成數據讀取。前者稱為高速響應功能,后者稱為低速響應功能。WINDR的梯形圖格式如圖2所示。
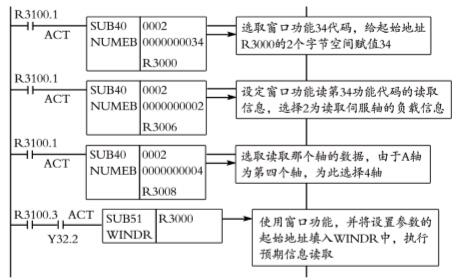
圖2
(2)COMPB(二進制數據大小判別): 該指令可比較 1、2 和 4 字節長的二進制數據之間的大小。比較結果存放在運算結果寄存器(R9000)中,需在存儲區中指定足夠的字節來存儲輸入數據和比較數據。
3. 具體實施以及效果
實施 A 軸的負載監控關鍵為使用 WINDR 窗口功能讀取 NC 參數,PMC 修改使用 “FANUCLADDER-III” 軟件。經過 PMC 梯形圖查閱,地址 R3000 到 R3100 可在本次優化改善中使用,為此選擇 R3000 為首地址的存儲空間作為窗口功能參數設置地址,其中窗口功能讀取第 34 功能代碼對應軸負載電流值,為此 WINDR 將設定該功能代碼讀取 A 軸電流負載,PMC 程序編寫如圖 2 所示。
將信息讀取后,考慮到電動機正反轉電流值會有正轉矩和負轉矩,為此當出現負轉矩時,將取絕對值,負載數據完成處理后,使用 COMPB 功能進行數據比較。經實地觀察,A 軸電流負載不
能超過 350,為了保證鏈輪電動機聯軸器不打滑和損傷,設定臨界值為 300,當機床超過設定臨界值,將鎖死 A 軸,避免進一步運動,并進行報警提示。該部分 PMC 程序編寫如圖 3 所示。
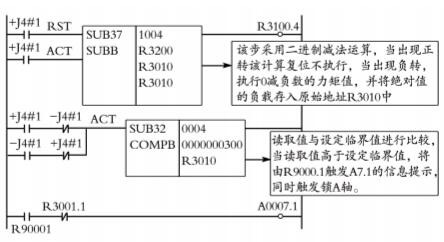
圖 3
運行過程中,當出現負載過大現象時,A 軸可以有效地停止并且制動,避免了料道進一步跑偏和損傷。同時如圖4 所示出現信息提示,操作人員根據提示進行料道檢查。
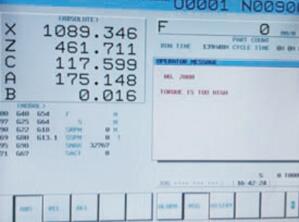
圖 4
4. 結語
利用窗口功能進行 PMC 優化,對軸進行相關保護,通過生產觀察是有效的,另外窗口功能在 FANUC 系統中的功能也非常強大,是 PMC 與 CNC 數據交換的有效平臺,在機床改造重運用廣泛,本文對該功能的應用只是冰山一角,相關運用還需要結合實際情況進行使用。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

