



國產高檔數控系統——i5數控系統的研發和應用
2020-12-10 來源:-- 作者:-
根據國家有關部門要求,中國機床工具工業協會組織重點企業開展產業鏈供應鏈研究,梳理行業發展脈絡,推動行業企業融入以內循環為主體、國內國際雙循環相互促進的新發展格局。為此,協會傳媒部就國產數控系統開發進展和應用推廣情況進行了采訪梳理,并予以系列報道,供行業企業和廣大用戶參考。
一、研發背景與市場分析
“創新”并非“天降神物”,也不是來自企業家的“奇思妙想”或某些天才的“靈光一現”。進入上世紀90年代后,沈陽第一機床廠、中捷友誼廠和沈陽第三機床廠這三家原“十八羅漢廠”經營陷入困境,其原因與產品技術落后從而失去市場競爭力不無關聯。同時,隨著國家對外開放、擴大進口力度,反映出中國數控技術落后給整個數控機床產業造成更大被動。
2007年,沈陽機床集團在上海成立了沈陽機床上海研究院,i5團隊自此誕生。組建i5團隊的出發點很簡單,就是想做出中國自己的機床“大腦”,而且要做的更加智能化。沈陽機床上海研究院成為沈陽機床集團在運動控制技術方面的主要研發基地。
2012年,沈陽機床上海研究院歷時5年在CNC運動控制技術、數字伺服驅動技術、實時數字總線技術等運動控制領域取得突破,誕生了首臺具有網絡智能功能的i5智能系統。2014年,沈陽機床上海研究院在五軸數控系統核心技術方面有所突破,完成首臺搭載i5系統的五軸機床VMC0656e,并測試成功。該五軸機床于2015年實現量產,為沈陽機床進軍高端數控市場提供了重要基礎。
i5系統的突破是基于掌握了運動控制技術的一種底層技術突破,全面覆蓋兩軸、三軸、四軸、五軸等各類機床應用,在此基礎上可以衍生一系列滿足差異化訴求的機床產品。
二、技術亮點和創新點
1. 總體介紹
(1)i5采用基于PC的全軟件式結構,即利用計算機系統的軟硬件開發可以分開的特點,把數控控制核心部分全部寫在CPU上,用軟件實現。這個結構的優點在于數控核心拓撲結構可變,內部模塊全部開放,可借助標準化的接口實現模塊間的互換、移植或協同工作。基于PC的特性讓i5獲得天然的互聯網能力以及較先進的硬件支持。

圖1 多樣化CNC主機硬件方案
(2)操作系統的選擇。i5選用的是Linux操作系統,不同于其他基于PC系統使用的Windows系統,Linux操作系統是互聯網共享開發的產物,其優點是源代碼開放且免費,與互聯網天然契合,開發者可以根據自己的需要對操作系統進行裁剪和修訂,實現操作系統的定制。
(3)數字總線的選擇。i5采用開放式的EtherCAT(ECAT)總線,開放程度可以達到芯片級(提供FPGA邏輯的IP授權,實現芯片級集成),在全球擁有60萬用戶。與封閉式總線相比,EtherCAT總線最大的優點在于它能夠支撐數控系統未來的擴展應用,并且具有很豐富的開放資源和第三方設備支持。
使機床“智能化”是i5數控系統的中心原則。智能并不一定非要通過傳感器,也可以通過信息交互,甚至是人與人之間的交互;給機床埋上傳感器不但成本很高,而且破壞機床的剛性。真正的智能是給用戶帶來便利,讓原本困難的事情變簡單(例如讓初級技工能干出原本只能由高級技工完成的工作)就是智能化。i5數控系統從研發至今都在延續并擴展這些智能化功能。
2. 讓編程更簡單
機床在加工不同零件的時候需要不同的工藝設計,而工藝設計的背后實際上是不斷沉淀的知識和經驗,只有有經驗的老師傅才能熟練設定加工參數,循環引導的目的在于把不斷沉淀的經驗轉換為程序代碼。
循環引導編程:引導編程包括標準化循環和定制化循環支持。標準化循環支持標準車削、銑削、鉆孔、攻絲、鏜孔循環;可以通過圖形化引導編程頁面實現快速編程和修改。定制化循環可根據特定的工藝要求定制開發,實現高效便捷生成,如車床的毛胚切削、切槽等。
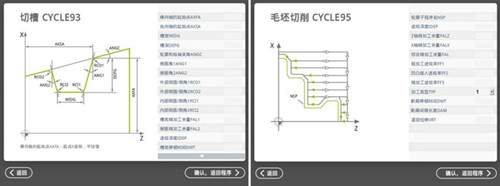
圖2 循環引導編程
山西省定襄縣素有“法蘭鍛造之鄉”的稱謂。在法蘭批量加工的過程中,由于法蘭尺寸規格較多,工件更換頻繁,需要經常編寫、修改加工程序,而當地比較缺乏工藝編程人員,導致無法滿足訂單需求,影響了交貨進度和訂單數量。法蘭本身雖然尺寸不一致,但輪廓比較規則或近似,根據這種加工特性,i5團隊為當地客戶定制開發了法蘭自動編程APP,只需根據圖紙選擇工件類型和填入幾個關鍵尺寸,即可自動生成加工程序,大大降低了對操作人員的技術要求,提升整體生產效率。
3. 讓操作更安全
三維仿真:虛擬預加工,用戶可以在控制屏幕上直接看到加工程序的三維仿真結果,即不用開動機床就可以看到模擬加工結果。機床在加工零件時,操作人員可以從顯示界面上預覽到后續的加工軌跡,極大地方便了用戶在車間內同時管理多臺機床。同時,三維的圖形展示更有利于操作工分辨出后續加工是否有問題,以便及時停止機床的運轉,減少損失。
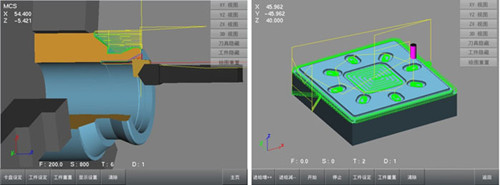
圖3 三維仿真功能
安全區域換刀:為避免干涉,程序中一般將換刀點定在離工件較遠的位置。系統在保證換刀安全的同時提高換刀效率,開發了安全區域換刀功能。安全區域換刀功能允許用戶根據刀架上刀具以及所加工工件的實際情況設置安全的換刀位置。
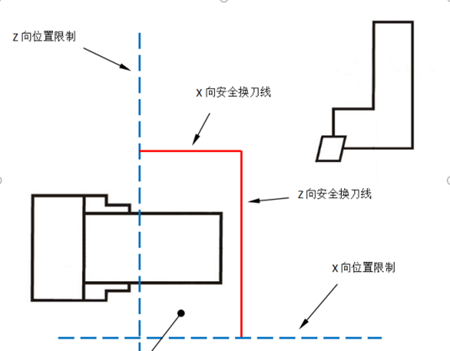
圖4 安全區域換刀功能
4. 方便機床維修和診斷
機床體檢:機床體檢可以不拆裝鈑金即可快速了解機床機械部件的裝配狀態和定位故障原因,大大降低了設備維護的難度和工作量,也可以為裝備制造商提供良品出廠檢測方法,提高機械裝配一致性。系統通過使機床各軸單獨在一定范圍內運行,同時采集運行過程中的電流值,來判斷機床的運行情況。
圖形診斷(幫助用戶快速排除故障):當出現故障時,用戶可以通過圖形化的引導,一步一步快速簡單地排除故障,減少用戶等待售后的停機時間。這項功能的開發與機床廠和用戶的緊密合作有關,上海研發團隊通過市場調研發現機床出現的問題70%都是“簡單問題”,但用戶自己不會解決。圖形診斷功能可以幫助用戶看著三維圖形和提示自己解決一些問題,這樣既減少了用戶等待服務的停機時間及損失,也節省了主機廠的維修服務成本。
5. 高速高精功能
熱誤差補償:機床熱誤差是引起零件加工誤差的最主要因素之一,嚴重影響加工精度。目前熱誤差補償存在以下問題:要以較高的代價獲得建模數據;熱誤差模型魯棒性和預測精度較差;補償方式與CNC集成度不高。i5熱誤差補償可實現主軸Z向熱伸長的自動采集和基于工況的熱誤差模型建立及預測,CNC將補償值平均分配到每個插補周期中,在冷機、停機恢復狀態下無需熱機,保持較高的尺寸一致性和加工精度。
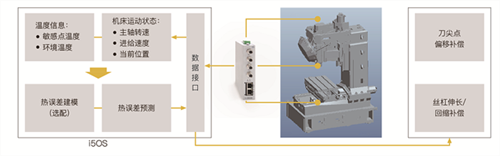
圖5 熱誤差補償功能
視覺識別:視覺識別主要應用在制造過程中工件重復裝夾時,工裝夾具不能保證工件的確定位置或角度;夾具不具有高精度保證,或者無法定位——不能使用探頭進行定位的情況(如特征很小,或者顏色不同),同時視覺識別功能還具有較高附加價值,其測量功能可以進行加工前的測量和加工后的測量,加工前測量用于保障毛坯件具備加工的條件,避免無效的加工;加工后的測量,用于檢測加工結果是否合格。
三、全開放式結構實現與互聯網連接
i5與其他數控系統的最大區別就是可以連接互聯網,源于其設計思路完全不同,也就是i5是基于PC平臺的全開放式結構。
(1)遠程診斷(幫助用戶快速獲得遠程專家支持)。除了本機的故障診斷工具,系統還提供遠程診斷功能,以降低機床維護成本,減少停機時間。售后服務人員在無法解決故障時,可通過隨身攜帶的3G智能終端將機床接入互聯網,遠程專家即可連入數控系統,獲取報警信息、日志文件、配置文件等信息,幫助售后服務人員快速解決故障。
(2)WIS車間信息管理系統(幫助用戶用互聯網手段管理車間作業)。以機床為中心,把作業計劃、生產調度、設備管理、成本核算等信息系統全部集成在一套軟件系統上,形成一個以機床為中心的車間管理信息系統,它被命名為WIS。車間信息管理系統概念很早就有,很多工廠也有自己的車間管理軟件,例如MES(制造執行系統)、ERP(管理信息系統),前者更傾向于對生產過程的控制,后者更傾向于訂單和財務的管理。那么WIS和這些車間管理軟件的區別是什么呢?MES和ERP實際上是兩個相互獨立、不能進行信息溝通的管理軟件,但在車間層面上需要同時掌握兩方面的信息才能有效掌握生產過程并安排管理生產計劃。在現實中,MES和ERP之間的協調由人工完成(工廠車間通常會定期把MES的調整項做成一個表,交給業務部門,然后由業務部門手動在ERP中調整過來),這就帶來一個嚴重的問題——工作人員可能會虛報、漏報或錯報信息數據,導致信息不真實,不具有實時性。而WIS是一個自下而上實現車間管理的軟件系統,通過收集每一臺機床產生的真實數據來為管理者提供生產信息,并且通過互聯網可以保證數據的實時傳輸。
i5系統專門針對互聯網應用推出了用于智能機床聯網的iPort協議,目前已經發布到V3版本,具備強大的信息透明能力。比如,基于iPort協議,i5系統配合最新的租賃商業模式打造了租賃功能,銷售人員可以通過網絡進行設備鎖定解鎖等操作,租賃功能還可以提供加工計時、加工計件等功能,為租賃模式的靈活配置提供技術和數據支撐。
i5系統通過與網絡和信息技術充分融合,實現了“圍繞機床全生命周期的智能化解決方案”:基于i5智能機床技術的云制造平臺(iSESOL)。iSESOL平臺通過互聯網技術與i5核心技術的結合,將工藝技術、設計人才和高端設備等各類資源進行有效組合,實現社會存量制造能力的發現和釋放,提升制造業綜合效率。
四、i5技術在航空航天的應用
以航空發動機制造企業為代表的高端裝備制造領域對高檔數控機床和數控系統具有很大的需求。航空發動機在惡劣工作條件下仍需滿足高可靠性、長壽命、節能環保等基本要求,其零部件具有結構復雜、制造加工難度大、加工精度要求高等特點,需要大批高檔數控機床和高檔數控系統,如五軸聯動數控機床。
i5可以提供面向2軸、3軸、4軸、5軸等數控機床應用的智能數控系統解決方案,支持主流12種搖籃擺頭五軸結構、刀尖點跟隨功能,實現四個插補通道的并行控制,滿足高端裝備行業的加工需求。適用于航空航天等高端裝備行業中的鋁合金、鈦合金、復合材料、結構件及回轉類復雜、異形零部件的五軸聯動加工。
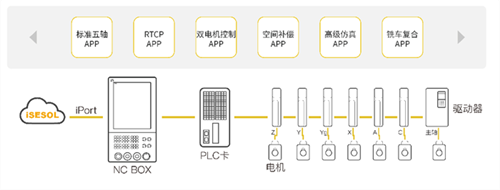
圖6 i5五軸解決方案
RTCP:一般手動測量旋轉中心位置數據的操作比較復雜,對操作人員的技術要求較高。而RTCP標定旨在通過循環程序和用戶界面的配合,簡化操作過程,減低操作難度,使普通機床操作人員也能輕松完成測量任務。
三維仿真:加工過程的安全性是任何企業都不能忽視的,對于航空件加工企業更是如此。大型的航空部件,輪廓尺寸大,撞機危險高,其加工機床多為大行程五軸聯動機床,毛坯件體積巨大且材料昂貴。在加工過程中,航空件一旦發生碰撞,其為企業帶來的損失是巨大的。三維仿真功能在加工之前和加工過程中可全程提供和使用全機床仿真最大程度保證了現實與虛擬的匹配。
安全退刀:航空航天五軸加工非常重要,“虛擬刀軸”在此很有意義,通過手輪“虛擬軸”功能使刀具沿當前刀具軸移動。安全功能對以下情況特別有幫助:五軸軸加工程序中斷運行期間,要沿刀具軸退刀時;手動操作模式在刀具傾斜情況下,用手輪或外部方向鍵執行操作;加工期間沿當前刀具軸用手輪移動刀具。
針對航空鋁合金肋板類零件,存在大量的斜面加工,i5系統定制開發了斜面加工功能,斜面加工可以實現在一次裝夾中完成不同方向、不同角度的多個斜面的打孔、攻絲、銑削等多種加工工藝。減少了裝夾次數,降低了勞動強度,縮短了產品的生產周期,提升了零件的加工精度,保證了產品質量的一致性。
cycle800用于定義斜面上的工件坐標系,便于斜面加工,便于簡化編程。主要通過設置基準點、繞X/Y/Z線性軸旋轉的角度、旋轉后的零點,來實現新的工件坐標系定義。
銑車復合功能在加工這類鈑金零件顯得尤為突出,在程序控制下根據加工需要,輕松切換車削與銑削加工方式。用戶完全自由地決定如何和何時使用這兩種加工方式。切換時,系統負責所有必要的初始化工作,包括回轉中心的處理,車削自動變成直徑顯示,刀偏表也提供對于車銑半直徑不同的設定方式。
五、結語
為了確保航天產品質量、縮短制造周期,實現關鍵數控技術自主可控, i5數控系統及相關制造企業與相關機床企業、用戶企業緊密合作,努力推動全國產數控機床在高端制造業精密零件制造中的示范應用。國產高端數控機床及共性技術的可靠性、穩定性、實效性等得到了充分驗證。同時,通過相關標準及規范的推廣,實現國產高檔數控機床的推廣應用,對新一代高端裝備制造水平的發展具有重要意義。
(文章來源:中國機床工具工業協會;供稿:沈機(上海)智能系統研發設計有限公司;編輯整理:梅峰)
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

