



數控機床自動上下料工作站實驗裝置的設計與開發
2020-11-3 來源:山西機電職業技術學院 數控工程系 作者:韓金利
摘要:論述西門子828D 數控系統自動上下料實驗裝置的總體設計方案,開發了上下料控制系統的硬件和軟件,并對上下料過程進行組態設計,實現了對上下料過程的動態監控。實驗證明:該系統運行正常,能夠滿足學生實訓與實習需求。
關鍵詞:上下料工作站;數控機床;實驗裝置
0、引言
隨著“工業 4.0”以及“中國制造 2025”規劃的提出,制造業的轉型升級推動了數控裝備技術的發展。另外,隨著我國經濟的快速發展,人口紅利逐步減少,很多企業出現了招工困難、操作工人流動性大、管理困難等問題,在機加行業中,數控機床上下料實現自動化已經成為必然趨勢,與此同時,企業也需要大量的自動上下料工作站維護維修人員,對于高職院校來說,加強學生在數控機床上下料方面的培訓顯得極其重要。
針對這種情況,本文提出了一種基于 828D 數控系統的簡易上下料裝置,采用 ABB六關節機器人作為運料執行器,以西門子S7-1200為主控制器,使用一臺PC機實現對工作站進行監控,學生還可以利用這臺PC進行編程練習。
1、自動上下料工作站實驗裝置總體方案設計
1.1、硬件構成
該實驗裝置采用西門子 828D 數控系統,機器人采用 ABB IRC5compact控制器,本體采用IRB120,總控采用S7-1200PLC,系統總體框圖如圖1所示。
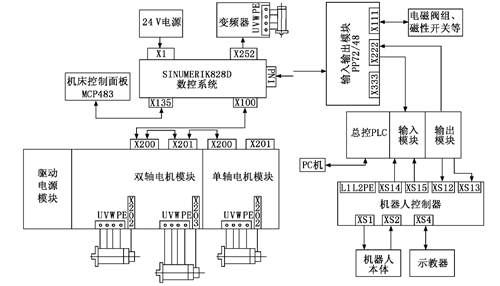
圖1. 自動上下料工作站實驗裝置的總體框圖
1.2、控制方案
根 據 自 動 上 下 料 控 制 要 求, 完 成SINUMERIK828D 數控系統、伺服驅動系統、輸入輸出模塊 PP72/48、總控 PLC、機器人控制器等模塊的安裝與調試,并滿足以下控制要求:
①、數控系統與機器人配合完成物料的自動上料與下料;
②、工作站具備緊急停止功能;
③、根據控制要求,系統可實現手動打開關閉安全門、夾緊松開夾具的功能;
④、可以實現上下料工作過程的在線監控功能。
2、軟件設計
為滿足機器人、數控機床、總控 PLC三者之間信號交互的要求,需要對三者之間的I/O 地址進行分配,并采用博圖軟件對總控PLC進行編程以及組態監控。
2.1、PLC I/O 分配
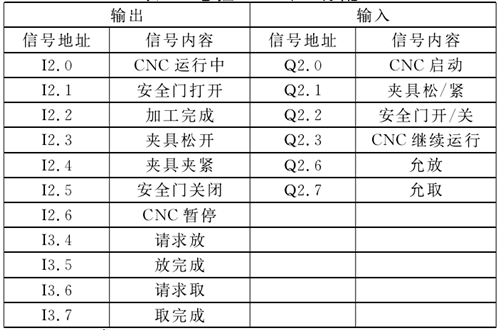
由于本設計中增加的卡盤、機床防護門要求總控與數控機床控制面板都能直接控制其開合,故數控系統內裝 PLC 與總控交互信號設定在 PP72/48I/O板的 X222接口上。數控系統內裝 PLC I/O 分配如表1所示。機器人在上下料過程中需要與總控配合完成,總控在數控系統與機器人之間起橋梁作用,機器人通過IRC5compact機器人控制柜 XS12、XS13、XS14、XS15接口與總控進行信號交互,總控 PLC I/O 分配如表2所示。
表1 數控系統內裝 PLC I/O 分配
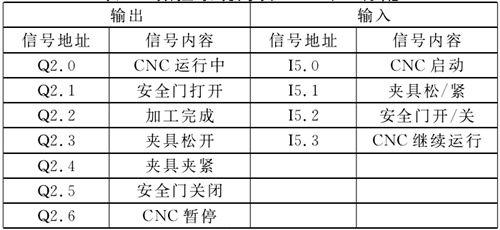
表2 總控 PLC I/O 分配
2.2、上下料總體流程
總控發出遠程啟動信號給加工單元,數控系統控制主軸回到安全位置,數控系統暫停運行,發送暫停信號給總控;總控接收暫停信號以及機器人請求放料信號,總控發送安全門打開與夾具松開信號給數控加工單元,數控系統打開安全門、松開夾具,并將門已開與夾具已松信號發送給總控;總控接收到門已開信號與夾具已松信號,并將允放信號發送給機器人;機器人接收到允放信號后將工件放入機床,并回到安全點,發送放完成信號給總控;總控接到放完成信號后發送夾具夾緊與門關信號給數控系統,數控系統將夾具夾緊,安全門關閉,并將夾緊信號與門已關信號發給總控;總控發送 CNC繼續運行信號給數控系統,數控系統繼續運行,加工完成后,發送加工完成信號給總控;總控接到加工完成信號,發送門開與夾具松開信號給數控系統,數控系統將夾具松開,安全門打開,并將夾具松開信號與門已開信號發給總控;總控接到夾具松開信號與門已開信號,發送允取信號給機器人,機器人將工件取出,回到安全點,并將取完成信號發送給總控;總控接到取完成信號,將關門信號與夾緊信號發送給數控系統。
3、工作站遠程監控界面組態設計
實驗軟件采用西門子公司開發的上位機組態軟件SIMATIC WinCC,與西門子SIMATIC S7-1200(CPU1212C)建立通信連接,可實現對工作站自動上下料過程的在線監控,生動、直觀地展現機械手上下料動態過程,便于技術維修人員盡快定位故障點、排除故障;另外學生在觀察上下料內部過程及 PLC的運行狀態后,可增強其對工作站的了解。
3.1、工程建立及通信配置
WinCC項目創建首先打開博圖軟件,在項目樹中點擊【項 目 】,【添 加 新 設 備 】,選 擇 【PC 系 統 】中 的【WinCC Professional】,點擊添加;在【網絡視圖】下,給添加的模塊配置通信模塊———“常規IE”;在【網絡視圖】下,單 擊 上 方 的 【連 接 】選 項,通 過 拖 拉 將【WinCC模塊的IE接口】連接到【PLC的 PROFINET接口】上即可完成通訊配置。在控制面板下,單擊右上方的搜索框,輸入 PG,點擊設置【PG/PC 接口】,在配置 窗 口 中 打 開 【下 拉 菜 單 】,選 擇 【S7ONLINE(STEP7)】選項,然后在下方窗口中選擇【電腦網卡型號的 TCP/IP.AUTO.1】,點擊左下方確定完成配置。
3.2、添加畫面
在項目視圖【HMI_RT_1[WinCC Professional]】下,打開【畫面】選項,添加新畫面,選擇畫面右鍵【重命名】畫面名稱,同時設置畫面大 小。選中 要 更改的畫面,右鍵選擇【動態化總覽】,在【周期】的選項中將時間周期改為250ms。
3.3、建立組態連接
將 上 下 料 裝 置 監 控 畫 面 內 的 各 種 對 象 分 別 與PLC變量之間建立關系,當PLC變量值(上料與下料動作)改變時,在畫面上能夠直觀地看到圖形對象的動畫效果。
3.4、運行調試
右擊【HMI_RT_1[WinCC Professional]】,在 跳出的菜單中選中【開始仿真】,點擊即可跳出仿真頁面。圖 2為上下料工作站的信號監控界面,可以監控安全門(打開、關閉)、夾具運動 (夾緊、松開)、機械手快換(夾緊、松開)、數控系統 (運行、暫停)等動作的執行。圖3為上下料工作站的流程監控頁面,可以對整個上下料過程進行實時監控。
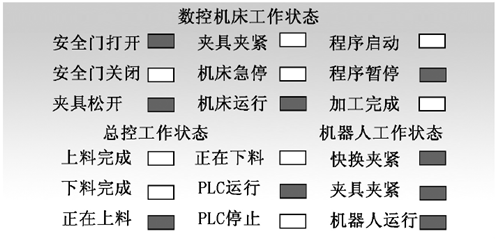
圖2. 上下料工作站的信號監控界面
4、結束語
本方案設計的自動上下料工作站結構簡單,不但能夠滿足學生對上下料流程的 S7-1200的編程實訓,學生還可以利用 PLC programming tool編程軟件編寫機床側數控 PLC,完成對數 控 系統 PLC 的 技術改造。實踐證明,該裝置實用性強,對今后的教學工作以及自動生產線的改造具有參考意義。
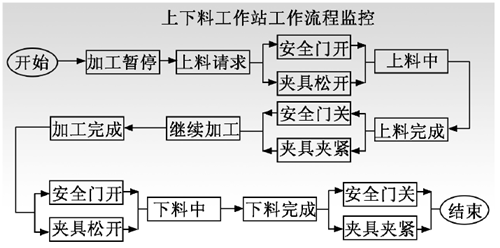
圖3. 上下料工作站流程監控界面
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

