



西門子 840DSL 系統機床可多點換刀的控制實現
2020-11-19 來源:漢川數控機床股份公司 作者:任德勇 王 恒
【摘要】: 通過對西門子 840DSL 系統的刀具管理、分度軸及 PLC 控制軸等功能的應用,實現了在動梁式龍門機床刀庫上的多個點位置換刀控制。
數控動梁式龍門加工中心為機電一體化、技術密集型的一種產品。作為大型龍門式數控機床,適用于箱體類或大中型零件等復雜零件的加工,可廣泛應用于國民經濟的各行各業,特別是軍工、航空航天、汽車制造業和模具行業等。該機床由于刀庫換刀機械手是安裝在橫梁上的,而橫梁又是可以根據實際的加工上下移動的,隨著橫梁的上下移動,橫梁停在任意位置時,刀庫都要求能夠完成自動換刀,這樣就使得機床的找刀和換刀控制變得比較復雜。同時,由于該機床功能較多,操作也就比較復雜,對刀庫的控制需要考慮機床操作的簡便性。如此,針對此類刀庫探索出了多點位置換刀的一種控制實現方法。
1、刀庫結構及工作原理
刀庫結構如圖 1 所示。刀庫電機采用西門子伺服電機(電機編碼器為絕對編碼器),刀具容量為 N=50,刀庫相鄰刀套的間距 S1=100mm,機械手為換刀機構,隨橫梁上下移動。
通過刀庫伺服電機的正反轉實現刀具的選擇,由刀庫機械手的左右和旋轉移動將新刀具裝入主軸,舊刀具還回刀庫,以此來完成機床的自動換刀。根據刀庫結構及其換刀動作特點,該刀庫采用固定換刀。卸刀油缸用于刀庫的手動裝卸刀。
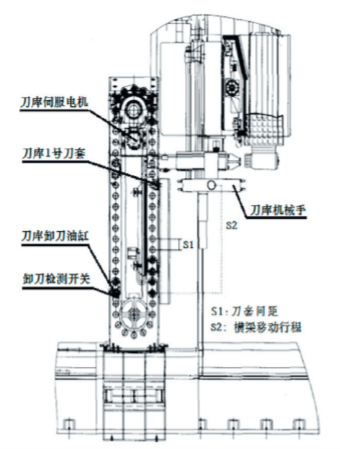
圖 1 刀庫結構
2、機床刀庫多點換刀控制流程及原理
由于動梁龍門機床的橫梁是可以上下移動的,橫梁停在任意位置時,刀庫換刀如果仍然像普通刀庫一樣,在固定位置換刀,那么每次換刀就需要將橫梁移動到固定的換刀位置,延長了機床的換刀時間,降低了機床的生產效率。故而可考慮在如圖 1 刀庫結構圖所示的機床橫梁移動行程 S2 內設置多個換刀點位置,換刀時,只需隨橫梁的位置就近確定換刀位置即可。刀庫多點換刀控制的流程如圖 2 所示。

圖 2 多點換刀控制流程
實現刀庫的多點換刀控制,關鍵在于橫梁的多個換刀位置與刀庫多個刀套的對應。伺服刀庫通常設置為旋轉分度軸,刀庫旋轉時,每次都會停止在一個完整的刀套位置上,能有效保證刀庫操作的執行,譬如卸刀油缸在卸刀時可頂出刀具等。利用刀庫分度軸停止的這一特點,可將圖 1 刀庫結構圖中刀庫右側刀套在橫梁行程上對應的多個位置作為橫梁的換刀位置。換刀時,橫梁的當前位置距哪個分度位置近,就以哪個分度位置作為當前換刀位置。如此,橫梁只需移動很小的距離就能完成機床的換刀動作。
3、機床換刀多點控制的實現
(1)機床多點換刀的橫梁軸控制
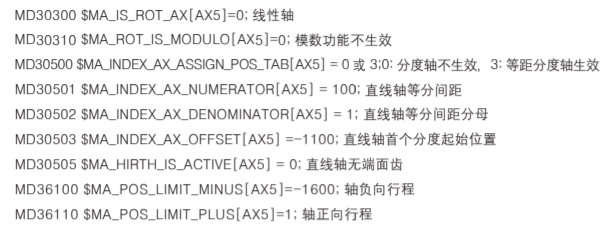
橫梁軸按機床的不同使用需求,可設置為分度定位軸,也可以設置為插補軸。對于設置為插補軸的機床,根據換刀的需要,可在換刀的時候,將該軸由 PLC 切換為直線分度軸,換刀完成后,再由PLC 切換為直線插補軸。根據刀庫的多點換刀原理,橫梁換刀的分度間隔應為相鄰刀套的間距,如圖1 中的等間距 S1。換刀過程中,橫梁分度軸的定位運動由 PLC 控制,并將其定位到就近的換刀位置。
橫梁直線分度軸參數設置如下 :( 橫梁軸為第 5 軸 )
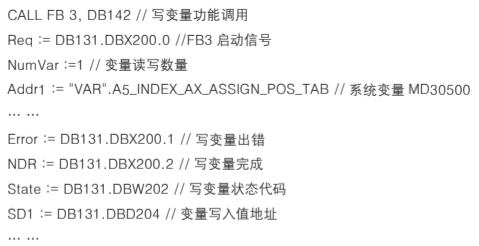
PLC 切換橫梁分度軸或插補軸是通過 PLC 系統功能 FB3 “PUT” 修改軸類型參數變量 MD30500來完成的。FB3 的調用如下 :
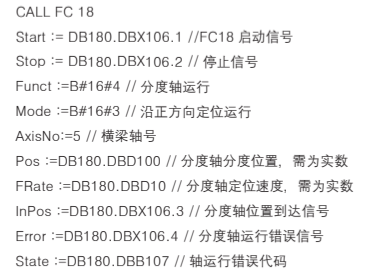
換刀過程中,橫梁軸請求為 PLC 軸,借助系統 FC 18:SpinCtrl(主軸控制功能)通過 PLC 控制軸的轉動速度和位置。FC18 的調用如下 :
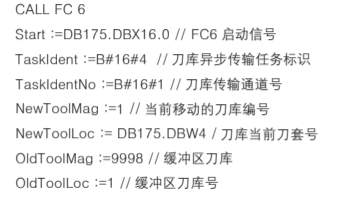
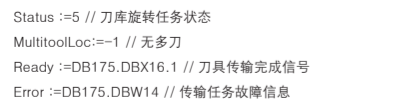
(2)刀庫當前刀套確定
當前刀套采用西門子 840DSL 系統刀具管理的異步應答方式來確定。機床加工過程中,橫梁在運行到一個換刀分度位置時,刀具管理就可異步應答一次刀庫的當前刀套,這樣既保證了刀庫備刀的需要,也為橫梁提供了就近換刀的當前位置。當前刀套異步應答的 FC6 調用如下 :
(3)橫梁與刀庫的基準點標定
機床換刀多點控制的實現,需要刀套號與橫梁換刀位置間建立相應的對應關系,為此需標定橫梁和刀庫的基準點。將刀庫的 1 號刀套移動到刀庫上與橫梁軸平行的最高點位置,設定為刀庫的零點。
然后移動橫梁軸,使刀庫機械手卡爪中心與 1 號刀套中心在同一水平位置,設定為橫梁軸的零點,并作為橫梁的第一個可換刀分度點。
4、刀庫旋轉備刀控制
由于刀庫電機采用的是西門子伺服電機,故而刀庫需設置為一個 NC 控制軸,該軸的配置方法、回零操作等與其它 NC 軸相同。鑒于刀庫旋轉停止后,必須要停在一個完整的刀套處,應用西門子系統的模態旋轉軸和等分分度軸功能可很好地實現這一要求。
刀庫手動旋轉控制刀庫軸作為機床的一個 NC 軸,正確設置軸的 NC 參數,保證其能正常運行,而后設置模態旋轉軸和等分分度的參數如下
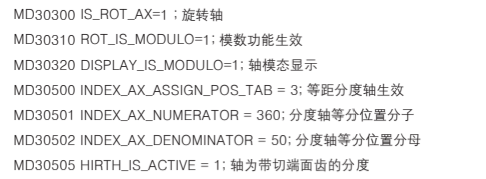
設置完成后,在手動方式下,按下刀庫(軸)移動鍵,刀庫將按選擇的方向轉動,直到松開移動鍵而停在下一個完整的刀套處。
5、多點換刀的其它說明
(1)刀庫配置包含一個真實刀庫 50 個刀位,一個緩沖刀庫 3 個刀位和一個裝載站刀庫 2 個裝載站刀位。
(2)刀庫機械手換刀和普通刀庫一樣,包括抓新刀、還舊刀、交換刀三種類型。
(3)換刀過程中,FC6 數據交換可以采用異步應答,也可以采用同步應答。
6、結束語
基于西門子 840DSL 系統的刀具管理、分度軸和 PLC 控制軸等功能,本文詳細介紹了動梁式龍門機床上所配的可以多個點換刀刀庫的一種控制實現方法。通過在我公司動梁式龍門加工中心上實際使用,能夠很好地達到控制要求,方便用戶對機床的操作,值得推廣應用。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

