



數控機床機械部件裝調的研究
2020-12-7 來源:蘇州工業職業技術學院精密制造工程系 作者:汪相衡;楊亞琴
摘要:數控機床機械部件裝調課是數控設備應用與維護專業的一門重要的專業核心課程。本文依據高技能人才培養目標,引入企業實際機床裝調案例,深入講述了機床裝配過程中的問題,從而保證了機床的裝配精度,解決了教學和實踐過程中的裝配難題,符合市場需要。
鍵詞:機床裝調;培養目標;整機裝配;裝配精度
0、引言
數控設備應用與維護專業中,數控機床機械部件裝調課是一門重要的專業核心課程。為更好地發揮數控機床機械部件裝調課程在高職人才培養中的應有作用,現就如何進行機床部件裝調確保機床質量,引入企業真實案例對機床裝調做出以下的研究。
1、數控機床的整機分析
數控機床結構簡介:
1.1、主軸傳動系統
數控機床主軸傳動系統是指機床的主軸運動而產生的傳動系統,它的功能主要是為了實現主運動。數控機床的運動成性還包含了機床的主軸運動,零件的加工精度就是由主軸傳動系統所決定。
1.2、進給系統
數控機床進給系統中配置的機械傳動裝置都具有高靈敏度、高剛度、無間隙、較低的摩擦阻力以及高壽命的特點。
1.3、機床基礎件
機床大件的就是機床基礎件,它是整臺數控機床的基礎和框架,其功能是安裝與支撐機床上的其他部件,同時對工件在切削加工時的支撐,確保機床在加工時有較好的穩定性。
1.4、輔助裝置
輔助裝置是指在數控機床運行時用以實現某些部件的動作和接受數控裝置輸出的指令,經過判斷和運動,最后通過功率放大后驅動相應的電器,完成指令規定的動作。如液壓、氣動和冷卻等裝置。
1.5、位置檢測裝置
位置檢測是指用于檢測機床運動的位移,檢測裝置是對數控機床加工精度的保證。其作用是檢測加工工件的位置和速度,并發送反饋信號,而形成閉環或者是半閉環的控制。
2、整機裝配流程
2.1、底座的安裝與調試
2.1.1、底座水平度
將底座放置好的地腳墊塊上,其次將底座軌道面清理干凈將水平儀呈 T 型放在兩條線軌上,查看表盤讀數,以測軌道面平面度,如圖 1 所示。
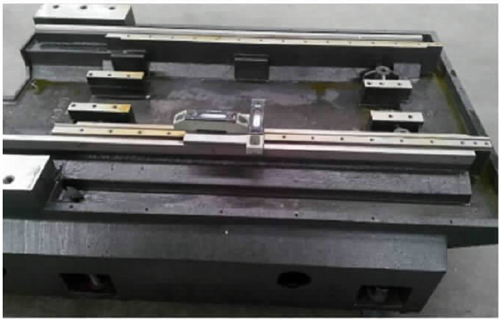
圖 1. 底座測水平
2.1.2、底座軌道平面度
千分表治具緊貼軌道垂直面,調整千分表使表針輕輕接觸平行規側面,用橡膠錘輕敲大理石平行規,保證在整條軌道面上平推千分表時,千分表讀數為 0,此面作為平行規的基準面。
將治具和千分表放于另一軌道面上,同樣使治具緊貼軌道垂直面,調整千分表使表針輕輕接觸平行規的基準面,推動千分表對平行規的基準面打表,以測兩線軌安裝面的平行度。如圖 2 所示。
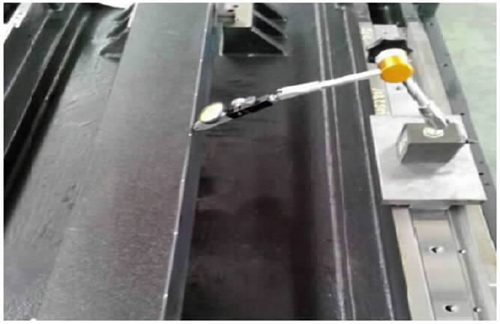
圖 2. 測底座軌道平面度
2.2、Y 軸線軌裝配與調試
將滑軌基準面貼緊軌道垂直邊裝在底座右軌道上(以站在尾座端看底座,右端為主軌道)。先裝線規螺絲并用較小的力帶緊,然后裝斜楔并輕輕帶緊斜楔螺絲。如圖 3 所示。
在對 Y 軸線軌安裝結束后,以上測底座平面度的方法對 Y 軸平面進行校準。然后對 Y 軸水平進行校準:即將大理石平行規橫跨于 Y 軸線軌滑塊上,兩水平儀呈 T 型放于大理石中間位置,推動滑塊及大理石來測底座裝線軌后的三點水平(前中后三點)。如圖 4 所示。
2.3、鞍座的裝配

圖 3. Y 軸線軌安裝
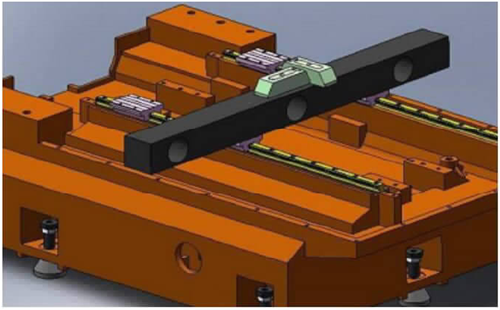
圖 4. Y 軸線軌水平的校準
2.3.1、對鞍座進行安裝。如圖 5 所示。

圖 5. 鞍座的安裝
2.3.2、鞍座部線軌的安裝
①. 查看線軌端部標簽,認準基準軌,按滑軌上的標簽提示確認基準滑軌并認準滑軌基準面。將滑軌基準面貼緊軌道垂直邊裝在鞍座右軌道上。先裝線軌螺絲并用較小力帶緊,然后裝斜楔并輕輕帶緊斜楔螺絲。
②. X、Y 軸線軌垂直度校準。將支架固定于底座上并將千分表固定于支架前端上方。用四顆 M8*20 的螺絲將尼龍板固定于 X 軸四個滑塊上,并將大理石四面規平放于尼龍板上。調整千分表使表針輕輕接觸四面規 A 面,用橡膠錘輕敲四面規,使推拉尼龍板對四面規 A 面打表時千分表讀數為 0,作為基準面,如圖 6 所示。Y 軸線軌垂直度校準方法可以參考 X 軸垂直度校準來調試。
2.4、絲桿的安裝與調試
2.4.1、Y 軸絲桿的裝配與調試
將絲杠兩端用擦拭紙擦拭干凈,在絲桿兩端裝上絲桿油封,然后將絲桿從馬達座和尾座之間裝入。將尾座部的絲桿軸承擦拭干凈,按照順序依次裝上絲桿軸承,軸承端蓋,軸承墊管、精密螺母并擰緊精密螺母。裝上馬達座部的隔環、精密螺母并擰緊精密螺母。
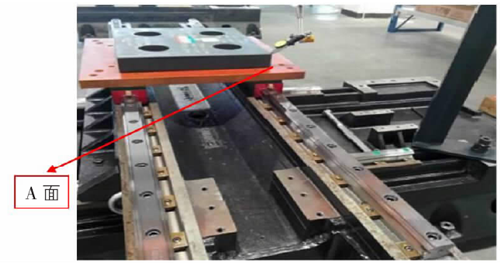
圖 6. X 軸線軌垂直度校準
①. 絲桿圓跳動的校正。分別擰緊馬達座、尾座端精密螺母,將千分表固定于線軌滑塊上,調整千分表,使表針輕輕接觸絲桿馬達座端的絲桿光滑圓柱面,轉動絲桿測馬達座端絲桿的圓跳動,達到標準后擰緊精密螺母的堵頭螺絲。調整千分表使表針輕輕接觸絲桿的尾座端部圓柱面,轉動絲桿打表測尾座端絲桿的圓跳動,達到標準后擰緊精密螺母的堵頭螺絲。
②. 絲桿平行度、平面度的校正。將圓形治具放于滑塊上,并將千分表固定于圓形治具上,調整千分表,使表針輕輕接觸馬達座端的絲桿圓柱面上表面,前后推動千分表找到絲桿最高點記為 0 點,用同樣方法對絲桿的尾座端進行打表以測絲桿的平面度和平行度。
2.4.2、鞍座絲桿的裝配
將絲桿兩端用擦拭紙擦拭干凈,按照順序依次裝上絲桿軸承、軸承端蓋、隔環、精密螺母并擰緊精密螺母。裝絲桿時注意防止碰到絲桿螺紋面。試裝軸承時不可過于用力,以免損壞軸承或絲桿端面。打磨過程中要伴著汽油并邊磨邊旋轉方向,其次打磨量不可過大,保證絲桿能夠剛好裝入即可。
2.5、主軸的裝配
將主軸鼻端朝上,將主軸由上而下緩慢平直的裝入機頭安裝孔內,裝配時應避免因角度傾斜而無法裝入導致重復的拆裝,裝配過程中嚴禁以任何鐵器敲擊主軸。將聯軸器套在馬達芯軸上,根據提供的芯軸鎖固深度,將聯軸器鎖在芯軸上,先利用對角的四個螺絲把聯軸器固定,上下不滑動,然后將其余的四個螺絲也分別以對角鎖固的方式帶緊。
3、總結
通過結合企業實際案例進行授課,使得數控機床裝調課程更具有針對性及目的性。給與學生最實用的技能,不僅豐富了學生的知識水平,提高了實踐能力,滿足人才培養需要,同時滿足市場需要,為企業提供可靠的技術人才。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

