



PLC 對立式車床電氣控制系統的改造研究
2023-8-2 來源:云南工業技師學院 作者:許興林
摘要: 本文研究 PLC 對立式機床電氣控制系統的改造,主要改造是以 PLC 為基礎,實現對電氣控制系統的改造,確保電氣控制系統的功能與可靠性,從而滿足實際立式機床應用的需求,積極推動電氣控制系統的功能,提升立式機床的功能性與可靠性,滿足實際應用的需求,全面提升產品加工的效率和加工的質量,降低失誤的發生概率,實現立式機床的可靠運用。
關鍵詞: PLC; 立式機床; 電氣控制系統; 改造
PLC 是一種具有較高價值的控制器,在實際的應用中,PLC 具有可編程的能力,能夠根據實際需求,實現對程序的編制,進而滿足實際應用的需求,有效提升控制水平。立式機床是機械加工生產中常用的機床類型,它的合理利用,能夠有效提升加工的效率,為了提高立式機床的應用質量,可以將 PLC 應用到立式機床的電氣控制系統,進而提高電氣控制質量,促進加工質量提升。基于此,本文對PLC 對立式機床電氣控制系統的改造進行研究,簡單分析PLC,并在此基礎上,對立式機床電氣控制系統進行簡單理解,最后對 PLC 立式機床電氣控制系統的改造進行闡述,旨在提升電氣控制系統的功能性與可靠性,滿足實際工作的基本需求。全面提升立式機床的服務質量,確保工件加
工的質量和精確度。
1、PLC 及立式機床電氣控制系統的研究
立式機床電氣控制系統的相關概述。PLC 作為一種數字式的電子裝置,在實際的應用中具有極高的應用價值,使用它可以實現可編程程序的存儲和命令的存儲,所以,將它作為基礎,能夠實現邏輯、順序、計時和計數、算術運算等功能,都能滿足實際工作的基本需求,有效提升控制質量,確保控制效果。
立式機床在實際的應用中,具有較高的應用價值,為了保證立式機床具有較高的實用性,就要做好對立式機床電氣控制系統的設計,并且還要保證電氣控制系統的功能與可靠,從而滿足工件加工的需求。但是,在實際電氣系控制系統建設中,由于相應零件設備的影響,會給立式機床帶來影響,無法滿足立式機床的應用需求。所以,實際的加工中,為了實現對螺絲、螺母的制作,則選擇立式機床進行加工,為了保證加工的質量,則要對其關鍵技術進行研究,全面提升加工的質量與加工的效率。另外,立式機床的電氣控制系統有助于立式機床的合理運用,能保證立式機床的服務能力,確保立式機床的功能與可靠,滿足實際建設的基本需求。但是,立式機床的電氣控制系統在實際的運用中也有一些缺點,為了保證立式機床的服務能力,就需要結合實際工作的相關需求,合理地對立式機床的電氣控制系統進行改造,并且嘗試將 PLC 引入其中,有效提升控制系統的功能與可靠。
2、PLC 對立式機床電氣控制系統的改造
為了確保立式機床能夠滿足實際應用的需求,就要對立式機床的電氣控制系統進行改造,發揮電氣控制系統的功能,積極提升 PLC 的服務能力,滿足實際應用的基本需求。所以,本文對基于 PLC 的立式機床電氣控制系統的改造進行研究,全面提升電氣控制系統的功能性與控制性,滿足實際應用的基本需求。
2.1 改造思路
為了保證立式機床的功能性與可靠性,就要對立式機床進行相應的改造,實際的改造中,需要保持機床的操作方式不發生變化,還要使機床的源地開關、按鈕、變壓器和交流接觸器、熱繼電器等仍舊能夠提供服務,而且控制作用也保持不變,滿足實際相關工作的基本需求。所以,在改造中,需要對原有的電氣控制系統進行優化,將原本電氣控制的線路變為以 PLC 為基礎控制的線路。另外,為了滿足 PLC 控制的要求,還要對 I/O 的地址分配表進行合計,確保分配表符合工程的基本需求,確保電氣控制的效果。另外,由于線路中的電磁體和電磁融合的次數與頻率相對較高,所以為了避免隱患的發生,就需要在選擇 PLC的型號時,加強對改造的研究,并且,還需要合理地對繼電器輸出型進行選擇,本文選擇 AFP12713 型號為主,從而可以滿足實際應用的基本需求,全面提升電氣控制系統的改造水平,并滿足實際工作的基本需求,滿足電氣控制的相應要求,提高立式機床的功能性和服務性。
2.2 系統硬件的組成
為了滿足實際工作的需求,需要以 PLC 為基礎,實現對電氣控制系統的改造,從而得到系統選擇具有較強抗干擾能力、較強可靠性的 F-40MR 可編程控制器,在 PLC 選擇完成后,還要對按鈕開關、行程開關、接觸閥、電磁閥等進行準備,并且,保證這些設備和構建都能處于較好的工作狀態。F-40MR 共有 24 個輸入點,16 個輸出點,同時,輸入信號是來自按鈕、形成開關、壓力繼電器、控制器等開關,另外,實際工作中,輸出信號要傳送到電磁閥、接觸器線圈等執行元器件。至于 I/O 的分配,需要注意 I/O 點的合理分配,并且還要注意電氣元件的控制,從而實現對電氣控制系統的合理構建,滿足系統的基本需求,全面提升系統的功能性與可靠性。本文以 PLC 控制器為基礎,實現對系統的構建,具體的系統架構可以參照如下圖所示。
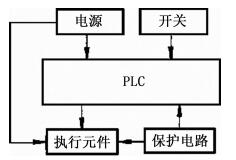
系統架構圖
通過上述架構圖的構建,能夠滿足實際工作的基本需求,有效滿足立式機床的運行需求。
2.3 系統控制程序設計
結合本文立式機床的應用需求,要對立式機床的電氣控制系統進行研究,并以此為基礎實現對立式機床的控制,確保立式機床在實際工作中能夠保持較好的運行狀態,降低安全隱患,提升機床運行的可靠性。在實際的改造設計中,首先根據輸入信號與執行機構的數量,對輸出點、輸入點進行管理分配。特別是輸出點,要視電壓不同分為 DC24V 電磁閥組合和 AC220V 接觸器組,并結合工件的加工工藝設計,實現對控制程序的梯形圖的設計,再根據梯形圖對可編程控制指令,使用編程板 F-20P 輸入。
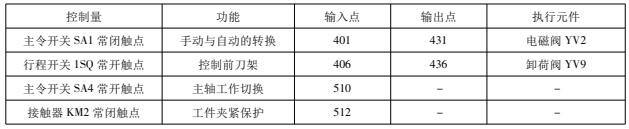
( 1) 輸入與輸出點的相應控制,確保他們之間能夠進行合理的分配,滿足實際工作的基本需求,另外,還要加強對輸入與輸出點分配的效果。具體分配情況,可以用如下表顯示。
I/O 的輸入與輸出的分配情況表
( 2) 控制程序的梯形圖。這一圖主要是用于顯示控制系統的基本情況,使用 PLC 控制器可以實現對立式機床控制系統的優化,滿足實際工作的基本需求。另外,在滿足上述兩個內容的基礎上,還要繼續滿足如下的相應內容。
( 3) 不脫扣試驗。試驗方法,除了滿足作用到試品上的大電流達到規定時間脫扣的需求,還要對試品的短路保護脫扣器進行控制,使之不進行保護動作。同時,在 KT1延時 0.2s 后,將試品與 KM1D 線圈進行串聯,當觸頭開關出現斷鏈的情況時,KM1 會出現斷電的問題。切斷試驗電路后,會有 1 次脫扣試驗結果。
( 4) 過電流保護特性試驗。在經過脫扣試驗之后,還要進行過電流保護試驗,這一試驗,主要是對控制系統的過電流保護能力進行判斷,判斷是否符合實際要求。因為過電流保護特性試驗的試品試驗電流相對較小,所以,在實際的試驗中,需要配置一臺升流器,從而滿足試驗的基本需求。值得注意的是,由于過載脫扣試驗的通電時間相對較長,為了確保試品能夠在有效的時間內,對真實的工作情況進行展示,所以要再配置一套穩流裝置,從而滿足輸出端的控制,確保系統的功能與穩定。除此之外,在試驗之前,需要進行預調試的相關工作,并且還要參照相應的試驗流程進行相應試驗,確保過電流保護特性的試驗結果符合實際需求。實際測試中,要結合不脫扣試驗的結果,將試品分成兩部分,分別為脫扣和不脫扣,下一步,需要對試驗條件進行相應的控制,確保試驗在適宜的環境中進行,從而滿足實際工作的基本需求,提高試驗的效果。
最后,試驗方法還要以短路特性脫扣試驗的關鍵部分,不同的是 KT1 和 KT2 的延時時間需要結合相應標準進行調整,從而滿足實際工作的基本需求。
除此之外,數顯式點秒表 P 的顯示時間常常是以倒計時的方式存在,為了確保試驗效果,在試驗開始,就打開數顯式秒表,同時開始計數。另外,P 的讀數為過載延時的總時間,隨著試驗的進行 P 上的讀數逐漸遞減,最后數值將要變成為 0。
3、應用 PLC 改造立式機床電氣控制系統的相關設計
為了滿足立式機床電氣控制系統的改造,需要合理地對 PLC 控制器進行利用,并且還要以此為基礎,實現對PLC 控制器的利用,進而全面提升立式機床的功能性和可靠性。
3.1 系統工作方式的設計
為了滿足實際改造的需求,需要對系統的工作方式進行設計,確保設計后,能夠符合實際工作的需求,有效提升工作效率,促使工作水平得到合理提升。另外,工作方式的設計中,要以系統的功能模塊為基礎,并且對操作功能和程序進行設計,確保滿足系統需求,還可以對控制器的操作功能進行利用,并使用 PLC 實現數據指令的執行和實現,最終滿足工作流程的精準控制。
3.2 系統編程方案的設計
為了滿足系統的需求,確保改造后的電氣控制系統能夠穩定運行,就要對編程方案進行優化設計。首先要確認編程語言,并且還要以簡單易懂的原則為基礎實現對程序的設計,如電氣控制系統的編程中,使用與計算機系統語言相通用的指令語句表,確保便于記憶,從而滿足程序應用的基本需求。
3.3 硬件系統進行設計
硬件是滿足立式機床穩定運行的基礎,合理地對刀具進行選擇,確保刀具能夠處于較好的工作狀態,另外,還要對刀具的工作狀態檢測,避免刀具損傷或破壞,影響機床加工。
3.4 運行參數設計
運行參數是系統的重要組成部分,為滿足 PLC 控制器的合理運行,需要對電氣控制的運行參數進行控制,并結合系統中的軟硬件,并以 PLC 控制為基礎,促使程序正常,通過 PLC 接收到機床的控制信號,并編入系統中,同時還要做好編號列表,從而實現對機床的合理控制。
3.5 信息輸出類型匹配的設計
應用 PLC 對機床電氣控制系統進行改造,實際的信息輸出中,機床電氣控制系統的外圍設備應與 PLC 相互匹配,反之相對于機床,電氣控制系統的改造將不能正常進行。所以要與兩者信息輸出類型相匹配,確保輸出負數、電流、頻率等多個環節進行設計,如此,就能保證 PLC 本身處于較好的工作狀態,在輸出中,需要合理地對 PLC 進行選擇,并消除機床運行的不穩定性,滿足機床運行的基本需求。
最后還要對控制系統進行相應設計,確保控制系統手動部分可以被去除,進而滿足自動化的基本需求,全面提升加工的質量,滿足實際工作的基本需求。
結語
本文結合實際情況,先對 PLC 及立式機床電氣控制系統進行研究,再對具體改造后的系統進行分析,確保 PLC控制器的合理運用,并保證立式機床的控制水平,降低安全隱患和質量隱患,最后,再對相應的設計內容進行闡述,確保改造后,機床能夠處于較好的工作狀態,滿足工件加工的基本需求。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

