



FANUC OI-D 數控系統“SP1241”報警故障診斷與處理
2024-5-15 來源: 安徽省馬鞍山市工業學校 作者:王慶
摘要:FANUC OI-D 數控系統的模擬主軸控制數控車床的啟停、轉向以及轉速。模擬主軸的控制效果直接影響加工零件的精度。工廠自動化數控(Factory Automation Numerical Control,FANUC)模擬主軸輸出時,常有“SP1241”報警。文章從模擬主軸控制的調試、電氣動作邏輯關系以及實際工作經驗等方面出發,闡述“SP1241”報警的原因與解決方法。利用“逆向邏輯推理法”進行“SP1241”報警故障診斷與處理,使得工作人員遇到此類報警能縝密規范,思路清晰,提高工作效率。
關鍵詞:模擬主軸;故障診斷;SP1241 報警;逆向邏輯推理法
主軸是數控機床帶動工件和刀具運動的軸,是數控機床加工的核心部件。它的控制效果直接影響加工零件的精度。數控主軸控制主要有模擬主軸控制和串行數據控制。FANUC OI-D 系統采用模擬主軸控制,由變頻器控制主軸電動機。模擬主軸控制經濟實用,調試方便,因此被廣泛應用于中低檔數控機床。本文重點介紹模擬主軸控制中常見的“SP1241”報警的原因與解決方法。模擬主軸控制可以實現主軸的啟停、正反轉及調速控制。日常工作中,模擬電壓輸出異常或變壓器電壓轉換時產生的磁場都是干擾源,可引發報警。此故障受變壓器影響很大,而有些故障與驅動器內部結構有關,無法準確判斷干擾程度,找不到故障點,給故障診斷與排除工作造成了很大難度。經過大量調試和維修后總結實踐經驗,并與工廠自動化數控(Factory Automation Numerical Control,FANUC)廠商工作人員多次溝通交流,整理出以下常見故障現象和處理方法,可幫助 FANUC 機床操作人員進行診斷和處理故障,解除“SP1241”報警。
1、故障現象
FANUC OI-D 系統機床出現故障時,機床屏幕會顯示“SP1241(S)D/A 變換器異常”紅色字樣,機床停止運行,按下“復位(RESET)”鍵報警仍不能消除。有時重新啟動后故障解除,再繼續運行又會出現此報警。針對這種故障,官方給出的解釋是模擬主軸使用的數模(Digital/Analog,D/A)變化器異常。
2、相關電氣原理
FANUC OI-D 系統的模擬主軸控制系統電氣原理圖,如圖 1 所示 [1]。FANUC OI-D 系統的 JA40 接口輸出 0 ~ 10 V 的模擬電壓,三菱 E700 變頻器的 2端子和 5 端子接收 JA40 接口輸出的模擬電壓信號,STF 和 STR 端子接收 JD1A 接口輸出的轉向信號,主軸編碼器 PG 的反饋信號輸入 JA7A 接口。
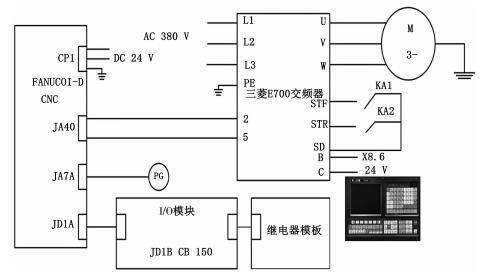
圖 1 FANUC OI-D 系統的模擬主軸控制系統電氣原理圖
數控機床模擬主軸的調試包含有關主軸的參數與信號調試和變頻器本身的參數與信號調試。當模擬電壓異常或變頻器工作時受到信號干擾,會影響模擬主軸的輸出而引發報警。
3、“SP1241”報警故障的診斷與處理方法
3.1 故障案例 1
故障現象為 FANUC OI-D 系統在調試過程中一開機出現“SP1241”報警。查閱維修手冊,解釋為模擬主軸控制所用的 D/A 變換器異常 [2]。
發現故障后,第一時間聯系廠家維修人員對系統進行檢測,發現屬于硬件故障。更換系統主板后,報警消除。
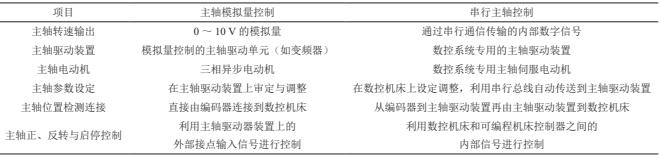
此案例的原因是系統主板損壞。在 FANUC OI-D系統中有些是串行主軸,有些是模擬主軸。為了更好地區分兩者,參照詳細說明如表 1 所示。
表 1 主軸模擬量控制與串行主軸控制區別
3.2 故障案例 2
故障現象為 FANUC OI-D 系統在調試過程中經常出現“SP1241”報警。
故障發生后,系統主板完好未損壞。觀察電氣柜,發現主軸接觸器的線圈吸合時出現“SP1241”報警,且接主軸電機的三相電源未加滅弧器,猜測是線圈吸合時產生電磁干擾,導致系統誤認為模擬電壓異常,從而產生“SP1241”報警。加裝滅弧器在主軸接觸器的三項電源觸點,作用是遇到較大電流時能夠使其平緩化,避免引起干擾,保護電子元件 [3]。機床正常運行后并未出現“SP1241”報警,插上滅弧器后再無出現報警。
3.3 故障案例 3
故障現象為 FANUC OI-D 系統在運行中偶爾出現“SP1241”報警,尤其是在模擬主軸輸出速度變化時,頻繁出現報警。該故障出現的主要原因是變頻器的網絡脈寬調制(Pulse Width Modulation,PWM)頻率數值設置過高,將變頻器的 PWM 頻率值改為 1000,報警解除。主軸變頻器通過 PWM 頻率數值控制電動機加減速的精度。數值越大,控制精度越高,頻率越高,產生的干擾越大,模擬主軸越容易受到干擾 [4]。
3.4 故障案例 4
故障現象為 FANUC OI-D 系統在運行過程中頻繁出現“SP1241”報警,幾乎每次開機時都會出現。故障發生后仔細觀察電氣柜發現,模擬電壓輸出線離電氣柜的變壓器較近。電氣柜中的變壓器依靠線圈感應進行電壓轉換,因此變壓器是一個巨大的干擾源,任何線靠近變壓器都會受到感應而得電 [5]。例如,
JA40 的 2 號線和 5 號線靠近變壓器時會感應得電而引發報警。將 JA40 的 2 號線和 5 號線利用屏蔽線直接接到變頻器,且與變壓器保持一定距離。排除變壓器干擾后,機床連續使用 14 d 以上未出現“SP1241”報警。
3.5 故障案例 5
故障現象為 FANUC OI-D 系統在運行過程中經常出現“SP1241”報警,甚至有時 1 d 發生 3 ~ 4 次報警。報警時間時而早上,時而下午。經仔細觀察發現,報警都出現在刀塔換刀時或者換刀完成的瞬間。
故障發生后仔細觀察電氣柜,發現 KM3(刀塔正轉接觸器)和 KM4( 刀塔反轉接觸器)的線圈未加裝滅弧器。接觸器的線圈吸合時會產生電磁感應。在KM3 和 KM4 上加裝滅弧器,可以有效防止線圈吸合時的干擾。“SP1241”報警故障的診斷與處理流程圖,如圖 2 所示。
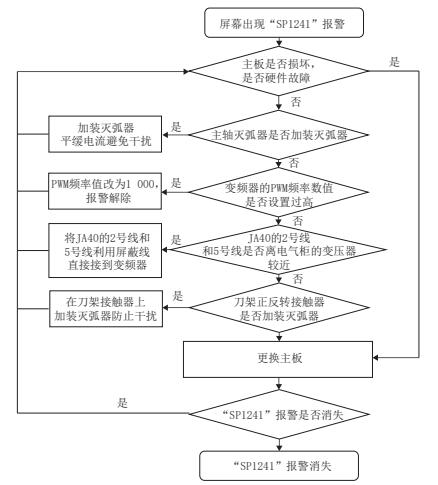
圖 2 “SP1241”報警故障的診斷與處理流程
4、結語
FANUC OI-D 數控系統的模擬主軸控制輸出的0 ~ 10 V 電壓容易受到接觸器線圈吸合或變壓器的干擾。在設置好變頻器參數和排除硬件損壞的原因后,故障排除思路應著重于電氣柜內的干擾。根據以上故障案例依次排查,可以提高工作效率,簡化工作流程,達到事半功倍的效果。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

