


摘 要:數控機床是現代裝備制造業中的重要組成設備,隨著機電一體化進程不斷深入,數控機床越來越成為機械工業技術改造的首選設備。為了提高公司機床設備裝備水平,適應市場需求,提高產品質量、精度,提高生產效率,降低工人勞動強度,減少工裝,縮短生產周期,公司對SKODA W250HC落地鏜銑床進行了機械大修及數控化改造。本文介紹了機床機械及電氣方面的現狀,大修及改造方案。
1、 機床現狀及問題
1.1 機床現狀
SKODA生產的W250HC落地數控銑鏜床,其X軸機械傳動結構為齒條齒輪,Y、Z、W 軸為滾珠絲杠副。X、Y軸的驅動電機分別為11.9kW 的直流電機,Z、W 軸共用一臺電機并通過程序切換。該設備于1992年安裝投入使用至今,機床傳動精度、幾何精度有所下降,需進行大修及數控化改造。
1.2 機床規格參數
主軸直徑250mm,主軸錐孔ISO60,滑枕尺寸520mm×520mm,X軸行程12 000mm,Y軸行程4000mm,Z軸行程2 000mm,W軸行程1 600mm。
1.3 機床坐標軸
X軸為立柱水平移動,Y軸為主軸箱上下移動,Z軸為鏜桿移動,W 軸為滑枕水平運動,B軸為工作臺旋轉運動,V軸為工作臺水平移動,S軸為鏜桿主軸旋轉。
1.4 主要問題
控制系統老化,維修困難,機械部件磨損,精度下降。
2 、大修基本要求及改造方案
2.1 大修基本要求
機械部分作常規大修,恢復設備的主要基礎精度。電氣部分采用SIEMENS 840D對機床進行數控化改造。
2.2 機械改造方案
2.2.1 主軸部分
(1)保留機床主傳動的原直流主軸電機驅動,并經機械變速,及電機的無級調速,以滿足各種不同工序的加工要求。
(2)主軸可保留原掛輪機構極其功能,或取消該機構安裝編碼器以實現數控的定向功能及螺紋加工。2.2.2 X軸部分
X軸移動采用雙齒輪-齒條傳動裝置,其反向間隙通過雙齒輪的調整來消除。采用該結構后,有利于提高其位置精度,并改善其抖動爬行狀態。改造時重新設計制造X軸的減速箱。
2.2.3 Y軸主軸箱部分
根據機床的原有結構及數控要求重新設計制造新的傳動箱。
2.2.4 Z、W 軸部分
根據數控要求重新設計制造其傳動箱。Z、W軸通過原主軸箱內的離合器進行切換。并實現Z、W 軸的分別編程功能。
2.2.5 工作臺改造方案
(1)V軸部分
取消V軸原傳動齒條,在床身合適部位安裝滾珠絲杠。因安裝滾珠絲杠的高度尺寸較小,故只能選擇Φ63mm的滾珠絲杠。由于絲杠直徑較小,其傳動鏈的剛性不足,因此建議V 軸作為定位軸使用。為了配合傳動鏈的改造,轉臺下滑座將粘貼導軌軟帶,并與修理好的床身導軌配刮合研。根據數控驅動的技術要求,重新設計制造V 軸減速箱,并將新的減速箱安裝在床身外端面。
(2)B軸部分
將轉臺的原減速箱改為回轉臺專用,取消原切換用的離合器。
若安裝部位尺寸合適,我方將設計專用雙齒輪減速箱,以改善其傳動性能及反向間隙。
2.2.6 升降走臺部分
新設計的機床的操作箱安裝在走臺上。機床采用集中操作方式,對主機進行操作,工作臺保留原獨立的操作方式不變。為了對刀及調整方便操作箱配備一帶5m長線纜的手持單元。
2.2.7 拖鏈部分
機床改造保留機床的原有X軸拖鏈并增加立柱到主軸箱的拖鏈。
2.3 液壓部分改造方案
2.3.1 X軸部分
X軸的移動均采用一腔一泵的恒流靜壓導軌。并由專用多頭泵供油,該系統具有靜壓剛度高,避免了恒壓毛細式靜壓易堵塞和復合式導軌靜動磨擦系數差別大,導軌易摩損,定位精度低等缺陷,提高了導軌的剛度,延長了導軌的使用壽命。
2.3.2 滾珠絲杠及導軌潤滑
滾珠絲杠及Y 軸導軌潤滑保留機床的原潤滑方式不變。
2.3.3 減速箱潤滑
X、Y、Z/W軸減速箱采用機床的原潤滑方式不變。
2.3.4 總油泵站方案
重新設計制造新的機床總油泵站,并配備其相應的回油管路及保護檢測元件。油泵站為機床床身、滑座等提供靜壓油和潤滑油。油路系統中配備了一臺制冷能力強勁的油溫自動控制裝置,對供油裝置進行溫度控制。
2.4 機械大修方案
清洗除銹,對機床進行全面清洗。對機床的相關部件除銹處理。對機床床身的導軌進行檢查,對其研傷通過精加工或人工修刮的方式來修復。將下滑座與床身導軌進行合研配刮,恢復X軸的相關精度。重新安裝機床床身并調整其幾何精度,以滿足其工藝要求。對立柱導軌進行檢修,恢復其精度,若需要,則通過人工修刮的方式來保證其精度要求。
對立柱的傳動部分進行檢修。對機床主軸箱傳動部分及變檔機構進行檢查調整,更換已經損壞的零件,恢復其正常的工作狀態。并將主軸箱與立柱導軌進行合研配刮,恢復其相關精度。重新調整與鏜桿軸向及徑向精度相關的軸承預緊力并檢查調整滑枕鑲條。對機床的各個鑲條進行配刮,以滿足相關的標準要求。根據工藝參數要求,重新配磨機床的各個壓板。清洗檢修機床的液壓潤滑系統,更換老化壞損的壓力開關、閥、密封件、管件等。保留機床原用于主軸箱、滑枕夾緊及變擋拉刀的氣動系統不變。對其進行檢修調整,更換老化元件,恢復正常使用。
2.5 電氣改造方案
2.5.1 數控系統
采用德國西門子公司目前最高檔的840D機床數控系統來完成該機床的CNC 部分控制,NCCPU選配NCU572.4,該系統具有數控車床所要求的一切基本功能。另配USB接口,方便用戶零件程序的傳送。為方便機床操作,另配置手持操作單元一件。數控系統與伺服單元、顯示器、PLC、手持操作單元等采用西門子專用電纜進行連接。
2.5.2 顯示器
采用OP010 彩色液晶10.4" 顯示器,配以PCU50來完成NC與顯示器的聯系。PCU50自帶硬盤,擴大了用戶程序存儲的空間。840D可進行中英文顯示切換。具有狀態顯示及報警診斷等功能。
2.5.3 通信接口
具有COM(RS232)、MPI、USB、VGA、LPT1、PS/2鍵盤鼠標及外接軟驅接口。還具有PCI/ISA擴展插槽。
2.5.4 位置檢測元件
(1)半閉環坐標
Z、W 軸采用各自獨立的外裝編碼器,檢測裝置安裝在主軸箱尾端的相應的傳動軸端部。
X、Y軸編碼器安裝在伺服電機尾部,編碼器選用1Vpp正弦波,通過西門子專用電纜連接于611D伺服單元,完成軸的速度和半閉環位置控制。
(2)全閉環坐標
作為選項,X、Y 軸可采用進口光柵尺,并選用其輸出為1Vpp 正弦波信號,可以與SIEMENS840D系統直接連結而不需轉換裝置。
2.5.5 PLC部分
機床采用SIEMENS S7-300PLC完成機床的邏輯控制,PLC I/O 點可通過PROFIBUS擴展。該PLC數字I/O除滿足機床的控制功能外還保留一定的備用點。
2.5.6 手持單元
為了方便操作者對工件找正、對刀及微量進刀,在機床操作箱旁配備一小型手持單元。
2.5.7 補償功能
螺距誤差補償,反向間隙補償功能,刀具長度及半徑補償。
2.5.8 主軸(S軸)部分
保留機床原主軸驅動電機及更換其驅動裝置,主軸驅動系統采用590數字式調速系統,或采用SIEMENS的全數字式6RA70裝置。該系統為邏輯無環流雙閉環調速系統,有完善的診斷及報警功能;通過數值設置參數,并可自動優化閉環參數。通過控制器可使主軸電機具有主傳動的恒功率控制模式。通過ANA 模塊,將CNC輸出的±10V 模擬電壓接入主軸裝置,完成M03/M04/M05及S功能。系統通過主軸編碼器,將其信號接入ANA 模塊,使主軸能完成定向功能。
2.5.9 進給軸部分
采用SIMODRIVE 611D 全數字式的驅動裝置,配備與電源模塊功率相匹配的電抗器和濾波器,并配備SIEMENS的高性能的交流伺服電機。
2.5.10 輔助控制部分
保留原機床的輔助控制部分,其液壓系統、潤滑系統、冷卻系統、排屑系統的控制電機保留,其執行模式不變,并由新的PLC進行控制。
2.5.11 控制電柜
重新設計制作電氣控制柜,主要低壓電器采用法國TE 的品牌產品和日本OMRON 的繼電器。元件布局合理,布線有序,標牌及線號清楚可見、不易脫落。電柜安裝有照明燈,并提供220VAC維修電源插座及機床照明電源。按國際標準IEC204-1施工。為了使CNC系統的工作可靠并延長其使用壽命,電柜配備一個溫度控制器。
2.5.12 操作部分
重新設計制造操作箱,CNC系統的顯示屏安裝在操作箱上。操作箱安裝在機床的走臺上。操作箱外形美觀大方,強度高,防塵性好。操作箱內低壓電氣元件選用質量可靠的名牌廠家產品。元件布局合理,布線有序,標牌及線號清楚可見、不易脫落。嚴格按照按國際標準IEC204-1施工。
2.5.13 低壓電器
該數控機床的電氣系統的主要低壓電器采用施耐德TE系列產品,小型繼電器采用日本OMRON的產品,其它低壓電器則采用國內知名品牌。
2.5.14 床身電氣部分
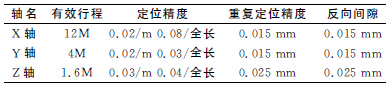
對床身上全部電氣元件進行檢修,更換床身上損壞的電線電纜接插件及接線端子。選用質量可靠的名牌廠家產品。保留原清洗床身接線盒及拖鏈。按國家標準GB5226.1-2002施工。2.6 位置精度(見表1)
表1 位置精度
3 、結 語
改造后加工效率照改造前提高一倍以上,性能與新購置同規格數控鏜銑床相當,改造費用只相當購置同樣配置新數控鏜銑床費用的1/2以下。提高了公司大型設備數控化的水平,擴大了產品加工承制范圍,提高了產品加工精度,提高了加工效率,創造了良好的經濟效益。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

