


摘要: 在闡述T68 型臥式鏜床電氣系統要求的基礎上,將T68 型臥式鏜床的電氣控制系統所使用的德國SiemensS7 - 200 型可編程控制器重新設計,通過用Simulater 對程序進行仿真,該設計可以達到T68 型臥式鏜床的電氣系統要求。
關鍵詞: S7 - 200PLC; T68 型臥式鏜床; 電氣控制系統改造
0 引言
T68 型臥式鏜床利用傳統繼電器控制方式所設計的電路比較復雜,具有體積大、維修量大的缺點。近年來,由于各可編程控制器生產廠家的激烈競爭,可編程控制器的價格出現下滑,這使得很多鏜床生產廠家開始逐漸使用可編程控制器來代替傳統繼電器,同時很多車間也根據自己的實際情況,逐步對車間內的T68 鏜床進行改造。本文把T68 型臥式鏜床的電氣控制系統所使用的德國SiemensS7 - 200 型可編程控制器重新設計,通過用Simulater 對程序進行仿真,該設計可以達到T68 型臥式鏜床的電氣系統要求,在可靠性和穩定性方面也有很大提高。
1、 T68 型臥式鏜床電氣系統要求分析
如圖1 所示,T68 型臥式鏜床主要由床身、前立柱、主軸箱、工作臺、后立柱、后支撐架等部分組成。其電氣控制要求如下:
( 1) T68 鏜床主軸的運動和進給運動都用同一臺異步馬達帶動。由于工件的形狀和材料千變萬化,因此要求T68 主軸的速度要寬泛,所以其馬達多使用雙速或者三速異步電動機帶動的滑移齒輪郵有級速系統。采用雙速或三速馬達帶動,可使其機械變速機構簡化。近年來,利用電力電子元件使電機無極變速的方法已經普遍在T68 鏜床上使用。
( 2) 臥式鏜床的主運動和進給運動都采用機械滑移齒輪變速,為了便于變速后齒輪的嚙合,T68 鏜床要求有變速沖動。
( 3) 要求主軸馬達既能夠順序運轉,又能夠逆序運轉,同時可實現點動、常動,在電機制動上要求使用電氣反接方式。
( 4) 為了加快T68 型鏜床的進給速度,要求該鏜床的各進給部件都各使用一個速度較快的馬達帶動。
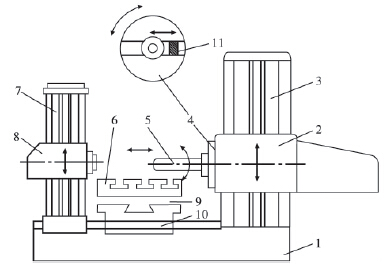
1 T68 型臥式鏜床結構圖
1 - 床身; 2 - 鏜頭架; 3 - 前立柱; 4 - 平旋盤; 5 - 鏜軸; 6 - 工作臺;7 - 后立柱; 8 - 尾架; 9 - 上溜板; 11 - 刀具溜板
2、 PLC 改造
如圖2 所示,在對該鏜床原有繼電器控制系統分析的基礎上,我們可以確定輸入點數為11,輸出點數為7。通過對各可編程控制器點數查閱及性能分析,我們選擇德國
Siemens S7 - 200 型可編程控制器。
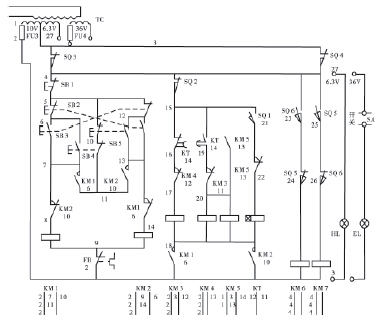
圖2 T68 型臥式鏜床電氣控制電路
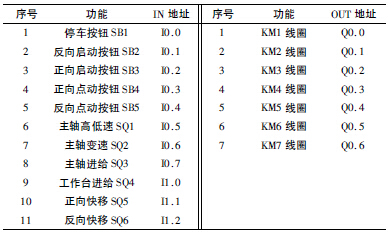
2. 1 確定PLC 的I /O 分配表
根據T68 型臥式鏜床的工序及控制要求,確定PLC 的I /O 分配情況,如表1 所示。
表1 T68 臥式鏜床用PLC - I /O 分配表
2.2 主電路分析
如圖3 所示,M1 為主軸電動機。是一臺4 /2 極的雙速電動機,繞組接法為△/YY。電動機M2 由接觸器KM6、KM7 實現正反轉控制,設有短路保護。因快速移動時所需要時間很短,所以M2 實行點動控制,且無需過載保護。電動機M1 由5 只接觸器控制,其中KM1、KM2 為電動機正反轉控制接觸器,KM3 為低速啟動接觸器,接觸器KM4、KM5 用于電動機的高速啟動運行。KM3 通電時,將電動機定子繞組接成三角形,電動機為4 極低速運行;KM4、KM5 通電時,將電動機定子繞組接成雙星形,電動機為2 極高速運行。主軸電動機正反轉停車時,均有電磁鐵報閘進行機械制動。FU1 用于電路總的短路保護,FU2 用于電動機M2 的短路保護,FR 用于電動機M1 的長期過載保護。
2. 3 梯形圖設計
在原有繼電器控制電路的基礎上,對T68 型臥式鏜床進行PLC 改造,其接線如圖4 所示,設計好的梯形圖程序部分如圖5 所示。
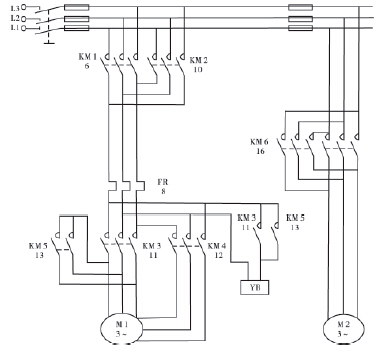
圖3 T68 型臥式鏜床主電路
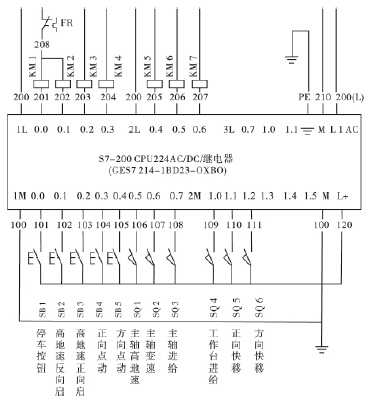
圖4 接線圖
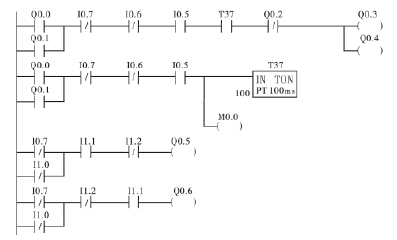
圖5 部分梯形圖
3 、仿真與分析
將設計好的梯形圖載入西門PLC 仿真軟件( 如圖6所示) ,在仿真軟件中把PLC 設置成運行狀態,按照T68型臥式鏜床的動作順序在仿真軟件中進行操作( 綠色代表燈亮,燈亮代表接通,燈滅代表斷開) ,調試程序完全能夠滿足T68 型臥式鏜床的電氣控制要求。
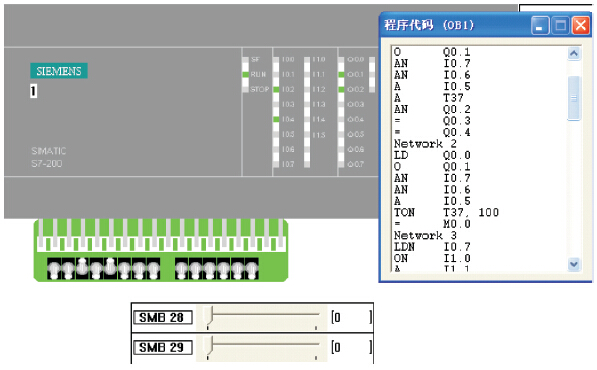
圖6 仿真結果
4 、結語
本文把T68 型臥式鏜床的電氣控制系統采用的德國Siemens S7 - 200 型可編程控制器重新設計,通過用Simulater對程序進行仿真,該設計可以達到鏜床的控制要求,且改變了原有鏜床電氣系統體積大、維修點多、穩定性不高等缺點。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

