


數控臥式車床鏜刀座的設計
2020-5-20 來源: 上海機床廠有限公司 作者:圣祝素
摘 要:通過對深孔加工現狀的分析和用戶的實際需求,設計了一套三支撐的鏜刀座裝置,并對鏜刀座各段的夾持長度進行了合理的分配,使鏜桿的重心恰好落在鏜刀座上,避免了鏜刀座在運轉過程中的爬行。又對鏜刀座的理論數值計算和靜力學分析,得出鏜桿的彎曲變形在許可范圍內,從理論上驗證了設計方案的合理性、可行性以及安全性。
關鍵詞: 鏜刀座 鏜桿 支撐 長徑比 夾持
深孔加工在機械制造行業中占了很大的比重,尤其是軍工領域,過去一段時間,加工難度大、成本高在一定程度上限制了深孔加工領域的發展和進步。隨著現代高科技水平的發展和先進技術的應用,深孔加工技術水平也得到了相應的發展。機械產品中經常遇到需要加工長徑比較大,同時孔徑又不大的深盲孔,目前這類深孔加工是一個難點。現有的方式一般是在數控深孔鉆床上加工,缺點是孔的加工精度較低。另一種方式為懸臂鏜桿加工,但能加工的深孔長徑比小,目前世界上領先的 Sandvik 等公司開發的懸臂抗震鏜桿懸臂長度能達到 10 倍直徑[1],能使深孔加工的精度較深孔鉆有較大提高,但加工孔的深度也受限于鏜桿的直徑大小。 新設計的鏜刀座可安裝 Ф280×4000mm 的鏜桿,用該鏜桿加工內孔直徑為 Ф290±0.20mm,孔深長達1960 mm。要求內圓加工表面光滑,圓柱度公差為0.02 mm,粗糙度達到 Ra3.2μm 以上。該鏜桿長徑比達到 14.286,以往設計的鏜刀座無法借用,需要對鏜刀座進行重新設計,如圖 1 所示。
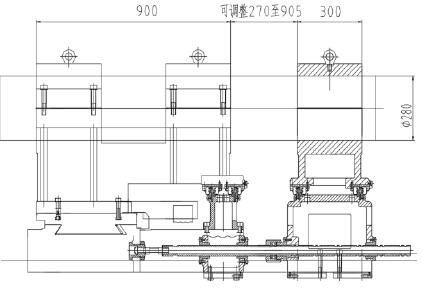
圖 1 鏜刀座示意圖
1 、 鏜刀座的設計
1.1 鏜刀座裝置的結構
新設計的鏜刀座由中拖板、上座、支架、上蓋、移動下座、移動上座、調整墊、壓板、直線滾動導軌、壓緊塊、牽引法蘭、C 形墊圈、螺母、支撐法蘭、拉管、T 形螺栓、連接套組成。
1.2 鏜刀座的支撐方式
該鏜刀座設計上選擇了中拖板 、支架 和獨立輔助支撐即移動下座與三支撐點共同支撐的方式。中拖板與上座采用固定式螺釘聯接固定。支架通過螺釘聯接安裝在大拖板上,并通過調整墊支撐著上座。獨立輔助支撐由移動下座、移動上座、調整墊、壓板、直線滾動導軌、壓緊塊共同組成,移動下座上裝有雙直線滾動導軌,移動上座通過調整墊與移動下座聯接,并可以在雙直線滾動導軌上跟隨中拖板沿 X 軸移動。獨立輔助支撐通過連接套、T 形螺栓、拉管、支撐法蘭、螺母、C 形墊圈、牽引法蘭與大拖板聯接,螺母、C 形墊圈、牽引法蘭用于調整獨立輔助支撐與上座的距離,本方案設計的可調距離為 210~910mm。
2 、鏜刀座的夾持長度及理論數值計算
2.1 鏜刀座的夾持長度
鏜刀座夾持鏜桿采用兩個半圓的圓弧面接觸的夾持方式,保證了鏜桿的夾持剛度。在盲孔加工中,盡量減小鏜桿的懸臂長度,有利于改善切削效果。在滿足加工條件的情況下,應盡量將鏜桿的夾持位置往鏜桿頭部位置移動。客戶所要求的鏜桿長度為4000 mm,鏜桿直徑為 Ф280mm。根據經驗公式,鏜桿的最小夾持長度=5×D=1400mm,一般鏜孔長度=7×D=1960mm。(D 為鏜桿的直徑)。鏜刀座的具體夾持尺寸如圖 2 所示。
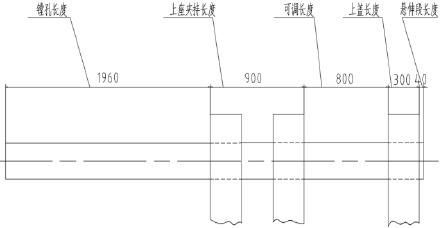
圖 2 夾持長度分配
圖2 中,根據需求設定鏜孔段長度為 1 960 mm,上座夾持長度為 900 mm,獨立輔助支撐與上座之間的可調整距離為 800 mm,上蓋長度為 300 mm,鏜桿尾部的懸伸段長度為 40 mm,總長為 4 000 mm。
2.2 鏜刀座的理論數值計算
鏜桿的材料為 40Cr 優質合金鋼,其截面尺寸如圖 3 所示。鏜刀座通過 3 個支撐點夾持鏜桿,由圖2 中的夾持長度分布可知鏜桿的重心(位于總長度的一半處)落在鏜刀座上。為了便于計算、分析研究鏜刀座,將鏜桿簡化為一個懸臂梁,鏜刀座受到的力和力矩與鏜桿受到的力和力矩大小相等,方向相反,直接計算鏜刀座受到的力和力矩不太方便,這里先計算鏜桿受到的力和力矩,然后再轉化為鏜刀座受到的力和力矩。
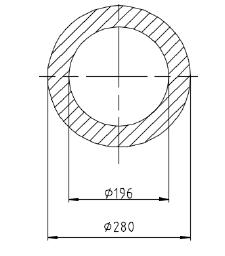
圖 3 鏜桿截面尺寸
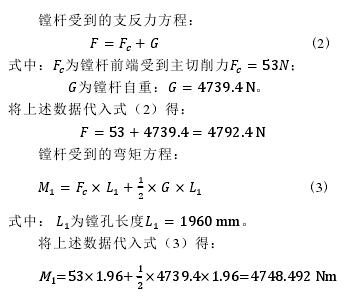
2)鏜桿固定端受到的力和力矩
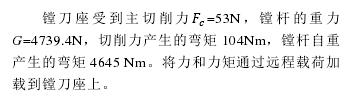
鏜桿前端受到主切削力 Fc= 53 N,鏜桿前端鏜孔段由于受重力影響,受到了均布載荷??的作用,這兩個力使鏜桿發生彎曲變形,鏜桿的另一端受到了鏜刀座的反支承力 和力矩 2,受力示意圖如圖4 所示。
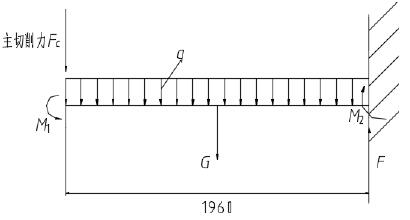
圖 4 載荷分布圖
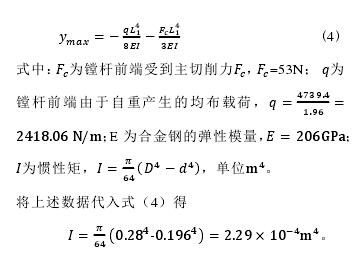
最大撓度發生在主切削力作用點處,其曲線方程為:
3 、鏜刀座的靜力學分析
3.1 靜力學分析理論與模型建立
在不考慮慣性和阻尼的前提下,對結構施加不隨時間變化的載荷,分析結構在給定靜力載荷作用下產生的響應,即應力、應變和位移[2]。分析比較它們是否在給定的要求范圍內。靜力學方程為:
式中:,(k)為為剛度矩陣;(x)為為位移常量; (f)為(f)為靜態加在模型上,不隨時間變化的力。
鏜桿固定在鏜刀座上對旋轉的工件進行加工,鏜刀座的變形量也會影響到鏜孔的精度和穩定性。根據鏜刀座的二維零件圖紙在 Solidworks 中進行三維建模,忽略小孔、倒角、圓角等不重要的幾何體特征,不僅簡化了模型,縮短了建模的過程,而且還節省了后續的網格劃分和結果計算的時間[3]。
3.2 網格劃分、邊界條件的定義和載荷的加載
網格劃分的質量直接影響求解的速度和精度。一般來說,單元越小,離散誤差越低,但網格劃分和求解時間越長,有時單元太小甚至無法生成網格[4]。因此選擇合適的網格單元尤為重要。 選擇基于曲率的網格,最大單元為 74.18mm,最小單元 14.84mm,雅可比點為 4 點進行網格劃分,如圖 5 所示。鏜刀座的材料為灰鑄鐵,材料的張力強度為 151.7MPa,壓縮強度為 572MPa,加載材料,對鏜刀座與中拖板、調整墊接觸的表面進行固定,限制了 X、Y、Z 方向的自由度。
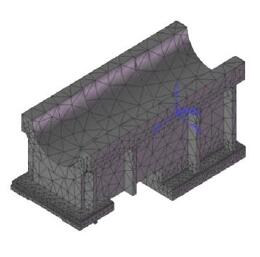
圖 5 鏜刀座的網格劃分
3.3 應力和應變結果
應用 Solidworks 的插件 Simulation 分析出鏜刀座的應力,如圖 6 所示。鏜刀座前端受壓,最大壓力為 2.6MPa,遠小于壓縮強度 572MPa。鏜刀座后端受拉,最大拉力為 1.5 MPa,遠小于張力強度151.7MPa。鏜刀座的應變量如圖 7 所示,最大變形量發生在鏜刀座前端,最大變形量為 1.4μm,如圖8 所示。則鏜桿前端相對于車頭主軸箱主軸中心的最大偏移量為 h=0.0974+1.4 × 10(-3次方)=0.0988mm < 0.2/2mm。所以設計的鏜刀座是安全可行的。
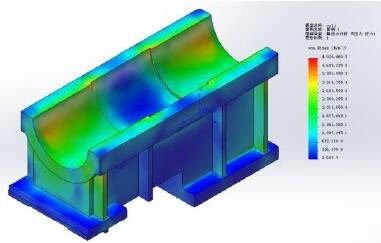
圖 6 鏜刀座應力圖
圖 7 鏜刀座應變圖
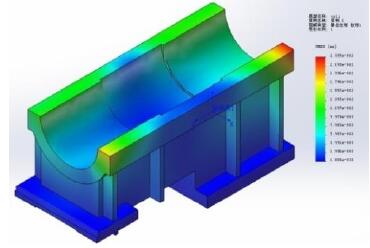
圖 8 鏜刀座位移圖
4 、結語
根據用戶需求設計了一套鏜刀座裝置,合理分配鏜刀座各段夾持長度并對鏜刀座進行理論數值計算,求出其受到的力和力矩。應用 Solidworks 分析軟件對鏜刀座進行靜力學分析。結果表明刀座受到的拉力和壓力均在材料的許可范圍內,變形量在設計安全范圍之內。符合用戶使用要求,可以將這套鏜刀座投入生產使用。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

