


摘要: 針對難加工材料的大深徑比微小深孔加工這一工藝難題,設計并制造了基于工件振動的超聲電火花復合加工裝置。該裝置包括一個已優化的壓電振子和一臺普通電火花機床。為提高加工效率,對壓電振子進行了優化分析,使壓電振子具有合適的縱振模態、固有頻率和較大的振幅,壓電振子中陶瓷片具有合理地安裝位置。選擇模具鋼作為加工材料進行大深徑比微小深孔的加工實驗,比較研究了超聲電火花復合加工裝置和普通電火花機床加工大深徑比微小深孔的加工效率。實驗表明,超聲電火花復合加工裝置的加工效率更高。研究了超聲激勵電壓、脈沖電流、脈沖寬度以及脈沖間隙等參數對大深徑比微小深孔加工效率的影響,得出各參數較優的設置值。根據實驗結果可以看出,超聲電火花復合加工裝置可以有效地加工出直徑為0. 5mm、深徑比為60 的微小深孔,適用于難加工材料的大深徑比微小深孔加工。
關鍵詞: 微小深孔; 大深徑比; 超聲電火花; 壓電振子; 工件振動
0 引言
隨著微機械的快速發展,微小深孔廣泛地出現在航空、航天、軍工、電路板、IT 產業、噴絲板、噴油嘴、模具、醫療衛生用具及鐘表等領域。由于加工微小深孔的零件材料一般多為高強度、高硬度的難加工材料,如: 耐熱鋼、硬質合金、陶瓷和金剛石等[1],因此,微小深孔加工,特別是大深徑比微小深孔的加工尤其困難。目前有很多種方法用來加工微小深孔: 機械加工方法如鉆、沖和磨等; 特種加工方法如激光、電火花、超聲、電解、電子束、光致成孔技術以及等離子刻蝕技術等。
由于電火花加工具有不受工件材料強度、韌性和硬度等物理力學性能限制及非接觸加工等特點[2],可以制造出各種形狀的孔,這是鉆削、激光等加工方法難以比擬的,因此電火花可以加工直徑為1mm、深徑比為10,甚至達到100 的微小深孔。但電火花加工微小深孔時由于放電間隙小,易出現短路及非正常放電現象,特別在加工深徑比較大的微小深孔時,電極容易被燒毀[3]。為解決傳統電火花加工微小深孔的不足,有學者提出了超聲電火花復合加工技術[4],在此基礎上本文提出了針對大深徑比微小深孔加工,且基于工件振動的超聲電火花復合加工技術,研究表明超聲振動提高了電火花加工的加工效率。加工效率通過工件的材料去除率MRR 來表示,式( 1) 是材料去除率的計算公式。
具電極在加工中保持不變,只有加工深度變化,所以加工效率由加工一段時間后微小孔的加工深度來度量。在相同加工時間下加工深度越高,工件的材料去除率就越高,因此,加工效率越高。加工效率與加工深度保持線性變化關系。
目前針對大深徑比微小深孔的加工研究較少。文獻[5]采用電極搖動的超聲電火花復合加工技術,在厚度為2. 5mm、材料為不銹鋼AISI204L 上加工出深徑比為18 的微小孔。文獻[6]利用削邊硬質合金電極在3. 2mm 厚的鈦合金上加工出深徑比為16 的微小孔。針對難加工材料大深徑比微小孔加工難題,本文提出了基于工件振動的超聲電火花復合加工裝置,該裝置包括一臺普通電火花機床和一個已優化的壓電振子。實驗表明,該超聲電火花復合加工裝置比普通電火花機床加工微小深孔的加工效率高,該裝置可以有效地在模具鋼上加工直徑為0. 5mm、深徑比為60的微小孔,并研究了超聲激勵電壓、脈沖電流、脈沖寬度以及脈沖間隙等參數對微小深孔加工效率的影響。
1 、超聲電火花復合加工裝置的組成
超聲振動有兩種方式附加到電火花加工中: 一種是附加到工具電極上; 一種是附加到工件上。當超聲振動附加到工具電極上時,需要對控制系統做較大的改變; 而將超聲振動附加到工件上時,裝置相對較簡單,設計成本低。本文設計的超聲電火花復合加工裝置采用工件振動的方式,該裝置基本組成如圖1 所示,包括一臺普通電火花機床( 包括圖1所示的伺服電動機、脈沖電源、工具電極和工作臺) 、一個已優化的壓
電振子以及超聲激勵電源,由于電火花加工幾乎沒有切削力,壓電振子可以直接放置在普通電火花機床的工作臺上。
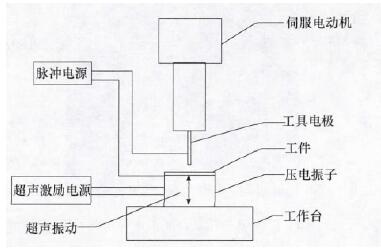
圖1 超聲電火花復合加工裝置
已優化的壓電振子在該超聲電火花加工裝置中產生介于工件與工具電極之間的超聲振動,文獻[7]對壓電振子進行了優化設計。該壓電振子包括配重塊1、配重塊2、陶瓷片、連接盤、錐形體、工件以及螺栓螺母。通過優化設計使得壓電振子具有合適的縱振模態和頻率,將陶瓷片安裝在優化位置,以使壓電振子具有較大的振幅。已優化的壓電振子實物見圖2。

圖2 已優化的壓電振子實物
優化后的壓電振子一階縱振頻率為21. 45kHz,在80V 的超聲激勵電壓下,壓電振子頭部振幅約為8μm,該壓電振子的動態性能滿足超聲電火花復合加工要求。
2 、超聲電火花復合加工工藝實驗
2. 1 超聲電火花復合加工實驗系統
超聲電火花復合加工實驗系統的組成如圖3 所示。該裝置包括DD703 電火花小孔加工機床、放置在工作臺上的優化后的壓電振子、TFG2015G DDS 函數信號發生器、ML3860B 高頻功率放大器和GOS-652G示波器等部分。函數發生器發出高頻信號,經功率放大器放大并施加在壓電振子的陶瓷片上,使壓電振子產生超聲振動。
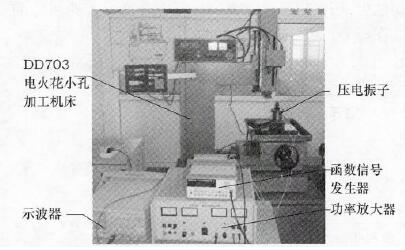
圖3 超聲電火花復合加工實驗系統的組成
2. 2 實驗條件
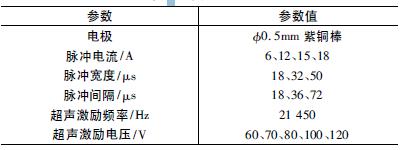
表1 給出了實驗參數,實驗工件材料選用模具鋼,工具電極材料為紫銅棒,直徑為0. 5mm。為研究超聲激勵電壓、脈沖電流、脈沖寬度以及脈沖間隙等參數對微小深孔加工效率的影響,采用只改變其中一個參數其余參數不變的方法。
表1 實驗參數
3 、實驗結果與分析
3. 1 超聲電火花復合加工和普通電火花加工的加工效率對比
圖4 所示為超聲電火花復合加工和普通電火花加工的加工深度( 即加工效率) 對比圖。實驗條件中: 超聲激勵電壓為90V,脈沖電流為12A,脈沖寬度為12μs,脈沖間隔為18μs,超聲激勵頻率為21 450Hz。從圖4 中可以看出,超聲電火花復合加工同樣深度孔所用的時間比普通電火花加工所用的時間明顯減少,加工效率有了明顯的提升,超聲電火花復合加工的加工效率大約是普通電火花加工的2 倍。當孔深為6mm 時,兩者加工效率差別不大,但隨著所加工孔的深度增加,超聲電火花復合加工效率的效果提升更加明顯。當加工到深度為30mm 時,超聲電火花復合加工所用時間約為普通電火花加工的一半。實驗結果表明,對于微小孔加工使用該超聲電火花復合加工裝置明顯提高了加工效率。依據實驗結果可以看出,使用該超聲電火花復合加工裝置可以在模具鋼上加工出直徑為0. 5mm、深度為30mm 的微小孔,深徑比達到60,所用時間約為150s,加工效率較高。
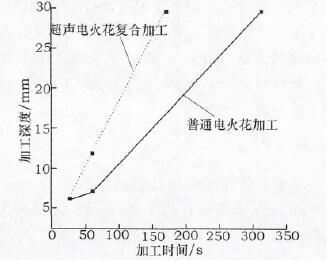
圖4 超聲電火花復合加工和普通電火花加工的加工深度對比
3. 2 參數對微小深孔加工效率的影響
3. 2. 1 超聲激勵電壓對超聲電火花復合加工效率的影響
實驗條件為改變超聲激勵電壓,其變化值根據表1 來設定,分別為60、70、80、100 和120V。其余參數分別設定為: 脈沖電流為12A,脈沖寬度為12μs,脈沖間隔為18μs,超聲激勵頻率為21 450Hz,加工時間為60s。超聲電火花復合加工中加工深度隨超聲激勵電壓的變化曲線如圖5 所示。由式( 1) 可知,加工效率與加工深度呈線性關系,所以從圖5 中可同時看出加工效率隨超聲激勵電壓改變而變化的情況。如圖5 所示,超聲激勵電壓從60V 開始逐漸增大,加工效率逐漸提高。當超聲激勵電壓從80V 增加到100V 時,加工效率的提升逐漸變緩; 當超聲激勵電壓達到100V,加工效率開始下降,這表明超聲激勵電壓的升高對提升加工效率有利,但到一定的程度后,加工效率開始下降。這是由于超聲激勵電壓的大小與壓電振子的振幅大小成正比關系[8]。當超聲激勵電壓較小時,壓電振子的振幅也較小,電火花加工冷卻液沖刷效果不充分,被加工工件產生的碎屑殘留較多,加工效率較低; 當超聲激勵電壓過大時,電火花加工冷卻液沖刷時間延長,但加工時間縮短,同時容易打歪工具電極,所以超聲激勵電壓及壓電振子的振幅要適當,以達到最好的加工效率。
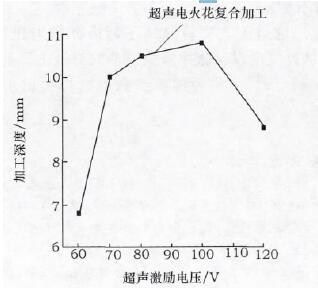
圖5 超聲激勵電壓對超聲電火花復合加工深度影響
3. 2. 2 脈沖電流對超聲電火花復合加工和普通電火花加工效率的影響
實驗條件為脈沖電流改變,其變化值根據表1 來設定,分別為6、12、15 和18A。其余參數分別設定為:超聲激勵電壓為90V,脈沖寬度為12μs,脈沖間隔為18μs,超聲激勵頻率為21 450Hz,加工時間均為60s。圖6 所示為脈沖電流對超聲電火花復合加工深度以及普通電火花加工深度的影響曲線。
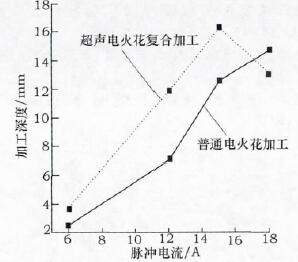
圖6 脈沖電流對超聲電火花復合加工和普通電火花加工的加工深度的影響曲線
如圖6 所示,隨著脈沖電流的增大,加工深度( 即加工效率) 隨之提高。當脈沖電流從6A 變化到15A時,超聲電火花復合加工和普通電火花加工的加工效率同時隨著脈沖電流的增加而提高,脈沖電流在超聲電火花復合加工中對加工效率的影響更明顯。當脈沖電流從15A 變化到18A 時,超聲電火花復合加工中加工效率有明顯下降,這說明在一定范圍內,在不改變其他參數的情況下,超聲電火花復合加工中增加脈沖電流有利于提高加工效率,但脈沖電流過大,加工效率反而下降。比較超聲電火花復合加工和普通電火花加工中脈沖電流對加工效率的影響可以看出,當脈沖電流從6A 變化到15A 時,超聲電火花復合加工的加工效率高于普通電火花加工,當脈沖電流大于17A 時,超聲電火花復合加工的加工效率卻要低于普通電火花加工。這是由于在普通電火花加工中單個脈沖釋放的能量隨著電流的增大而增加[9],但是在超聲電火花復合加工中,隨著脈沖電流增大,將引起劇烈的爆炸力,冷卻液產生劇烈抖動,使被加工工件產生的碎屑沖刷不充分,導致大脈沖電流下附加超聲振動加工效率反而減弱。
3. 2. 3 脈沖寬度對超聲電火花復合加工和普通電火花加工效率的影響
實驗條件是脈沖寬度改變,其變化值根據表1 來設定,分別為18、32 和50μs。其余參數分別設定為:超聲激勵電壓為90V,脈沖電流為12A,脈沖間隔為18μs,超聲激勵頻率為21 450Hz,加工時間均為60s。圖7 所示為脈沖寬度對超聲電火花復合加工以及普通電火花加工的加工深度的影響曲線。普通電火花加工中脈沖寬度從18μs 變化到32μs 時,加工深度( 即加工效率) 明顯的提升; 當脈沖寬度到50μs 時,加工效率明顯下降。脈沖寬度對超聲電火花復合加工的影響與普通電火花加工基本一致,脈沖寬度從18μs變化到32μs 時,加工效率明顯的提升; 當脈沖寬度為50μs 時,加工效率明顯下降。比較超聲電火花復合加工和普通電火花加工,當脈沖寬度從18μs 變化至32μs 時,超聲電火花復合加工對加工效率的提升非常明顯; 當脈沖寬度大于32μs 時,超聲電火花復合加工和普通電火花加工的加工效率差別很小,說明超聲電火花復合加工在脈沖寬度較大時對加工效率的提升很小; 當脈沖寬度達到32μs 時,超聲電火花復合加工和普通電火花加工的加工效率都在明顯下降,但超聲電火花復合加工下降的幅度更為明顯。
3. 2. 4 脈沖間隔對超聲電火花復合加工和普通電火花加工效率的影響
實驗條件為脈沖間隔改變,其變化值根據表1來設定,分別為18、36 和72μs。其余參數分別設定為: 超聲激勵電壓為90V,脈沖電流為12A,脈沖寬度為12μs,超聲激勵頻率為21 450Hz,加工時間均為60s。圖8 所示為脈沖間隔對超聲電火花復合加工以及普通電火花加工的加工深度的影響曲線。從圖8 中可以看出,在普通電火花加工中脈沖間隔從
18μs 變化到72μs 時,加工深度( 即加工效率) 有明顯的下降。對超聲電火花復合加工的影響與普通電火花加工基本一致。比較超聲電火花復合加工和普通電火花加工可以看出,當脈沖間隔增大時,普通電火花加工的加工效率比超聲電火花復合加工的下降更為明顯。
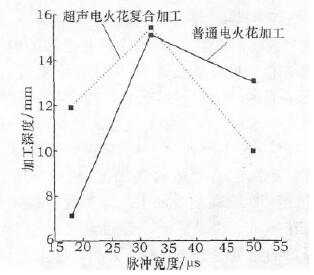
圖7 脈沖寬度對超聲電火花復合加工和普通電火花加工的加工深度的影響曲線
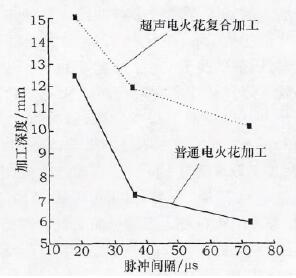
圖8 脈沖間隔對超聲電火花復合加工和普通電火花加工的加工深度的影響曲線
4 、結語
1) 針對難加工材料大深徑比微小深孔加工工藝難題,提出了一種基于工件振動的超聲電火花復合加工裝置,該裝置包括一臺普通電火花機床和一個優化的壓電振子。對壓電振子進行了優化設計,使得壓電振子具有合適的一階縱振模態和頻率,壓電振子中陶瓷片有合理的安放位置以及壓電振子具有較大的振幅[7]。
2) 在材料為模具鋼的工件上進行微小孔加工實驗,實驗表明,超聲電火花復合加工裝置可以有效加工出直徑為0. 5mm、深度為30mm、深徑比達到60 的微小孔。
3) 通過工藝實驗總結了超聲激勵電壓、脈沖電流、脈沖寬度以及脈沖間隙等參數對微小孔加工效率的影響規律,為實際加工參數的選擇提供了有益的參考。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

