


電火花高速小孔機加工工藝研究
2016-11-24 來源:沈陽黎明航空發動機(集團)有限責任公司 作者:王柱 王峰
摘 要:本文介紹了APos 1200 CNC P型電火花高速小孔機加工工藝研究的攻關內容。
關鍵詞:電火花高速小孔機;參數;操作;程序
APos 1200 CNC P型電火花高速小孔機是由德國Heun公司生產的,它與我們擁有的其他電火花設備有一定的相同之處,但在系統與操作方法上有其特點。具有工作臺UV軸旋轉立式加工,應用3R快速更換夾具,自動更換電極和導向器等功能,可加工通孔、盲孔等,加工孔徑范圍為:φ0.3-φ6mm。
1.操作
APos 1200 CNC P型電火花高速小孔機系統主要有:anual(手動操作)、General(加工參數頁面)、Changer(電極庫和導向器庫)、坐標系、找零件中心、Auto(程序運行)、NC-EDIT(程序編輯)等界面。
1.1 Manal(手動操作)
頁面在本頁面手動模式下有下列功能:各軸手動移動、夾頭操作、高壓泵操作、門鎖。同樣可以使用手輪操作。
1.2 General(加工參數頁面)
界面上半部分為EDM加工參數的設定。中間是一些工作狀態,比如顯示水的溫度、導電率等。在索引卡的下面,可以找到發電機的控制裝置和附加菜單的按鈕。在這個區域里顯示當前的加工參數:(1)Ton:指示脈沖電壓的持續時間。(2)Toff:指示脈沖電壓停止時間。
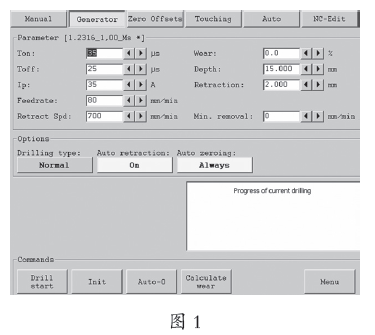
(3)Ip:指示發電機功率(電流)。(4)Feed:指示加工中W軸的進給速度。(5)Retraction speed:電極回退速度。(6)Combustion/wear:指示電極預期的燃燒/磨損。(7)Drilling depth:顯示加工深度。(8)Retraction:指示加工后電極退出到工件上方的距離。(9)Min.removal:這個值提供允許的最小去除率,如果實際的去除率低于設定值。機床將執行事先設定的反應。(例如,交換電極或停機)。如果設置為0,這個功能被屏蔽,與反應的種類無關。本頁面的內容將是EDM加工的主要內容,通過調整參數保證零件加工的各種要求,比如重熔層等內容,這也是客戶在設計圖中明確要求的內容。并且此設備可以將加工參數建立備份,保存到機床中,在加工零件時可以通過程序進行調用出來。并且可以建立分層加工,即在加工時某加工深度的參數,可以保證零件的孔徑要求,減少錐度。
1.3 Changer(電極庫和導向器庫)
電極交換器提供70種不同直徑的電極,12種電極導套。電極和導套可以用CNC指令或菜單指令交換。此外,還可以手動對電極的規格、材質等的參數進行設置。
1.4 Zero(坐標系零點)
此頁面為管理機床的零點。通過零點的設置來建立工件坐標系。對于圖表中的各個零點可根據需要進行命名。系統最多可以建立20個工件坐標系,當G159=0時為機床坐標系。
1.5 Touching(找零件中心)
在此頁面中共有13種找零件零點的方法,并且自動記錄到工件坐標系中。這一項對與操作者而言減少了操作的復雜性,提高準確率。并且可以將這些找正方法在程序中體現。
1.6 Auto程序運行
在這個頁面里,可以找到執行CNC程序所必須的操作項。上半部分顯示CNC程序。當執行子程序的情況下,程序分開顯示:上半部是主程序;下半部是當前執行的子程序。黃色標記的程序段說明正在執。可以進行空運行,即按照程序運行設備,但是不加工零件。
1.7 NC-EDIT(程序編輯)
在這個頁面中管理和處理CNC程序。編輯器用于處理CNC程序。在文本窗口中可以用鍵盤輸入。
2.工藝研究
設備調試完成后我們進行了現有零件的參數調試
2.1 加工方發研究
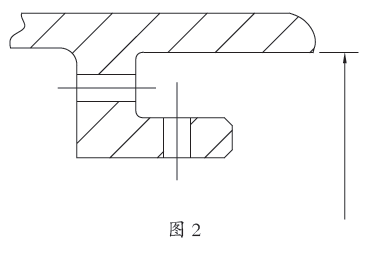
在一些零件中,有需要從內向外加工的零件如圖1所示。此時由于電極屬于直黃銅管,在一些孔徑較小的孔徑時(小于φ1.6),制造一些可以將電極轉成一定角度,而設備也擺動一定角度進行加工。
2.2 孔研究
2 .2. 1 孔徑。在電加工過程中,電極會由于放電而導致磨損,從而在加工部位出現錐度, 因此孔徑不易保證,而我們一些零件的孔徑公差比較嚴格(±0.025mm),需要在加工時對參數進行調整,通過在加工過程中電極放電突破時,將加工速度加快,減少電極外徑放電時間,減少錐度。同時使用內徑為陶瓷芯的特殊導向器以保證電極在加工過程中不會出現磨損以及擺動裝態。
2.2.2 盲孔加工。在零件的電火花加工過程中,由于電極材料和加工環境的影響,電極的磨損具有不定性,在加工時無法通過電極的試驗保證零件的盲孔深度。因此在不考慮電極磨損的裝態下,電極下降到加工尺寸,將電極下端抬起到基準平面對零,并與剛下降的尺寸進行對比,即可得到孔深,進行下一次加工,多次循環,保證零件的盲孔深度。
3.編程
設備屬于五軸加工中心,使用UG后置處理編制走刀路線,并加入電火花打孔命令、加工參數等,對于其他功能可以使用設備自帶功能進行編寫。
結論
本文所述高速電火花小孔加工由于屬于新設備新工藝,在使用過程中,由于具有了新功能使電火花加工小孔具備了更大范圍零件的加工。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

