


多軸數控電火花高速小孔加工技術
2016-12-26 來源:蘇州電加工機床研究所有限公司 作者:朱寧,葉軍,王文浩
摘要:分析介紹了電火花高速小孔加工原理和特點,重點敘述了圍繞提高航空發動機葉片氣膜孔加工質量,對若干關鍵技術進行攻關提升以及多軸數控電火花高速小孔加工技術和設備在航天、航空等關鍵制造業的應用情況。
關鍵詞1:航空航天發動機零件;精密群小孔加工;電火花高速小孔加工技術
0.引言
在航天、航空、軍工等關鍵制造領域,一些用特殊材料制造的關鍵零部件,如葉片、燃油噴注器、火焰筒等,有大量空間位置復雜的精密小孔需要加工。這些特殊材料零部件的復雜特殊型面、型孔、微細結構的加工,用傳統的機械加工存在著排屑難、切削溫度高、鉆頭徑向剛性差,定心困難且易鉆偏和易折斷、鉆頭制造困難且價格昂貴、加工孔口有毛刺等問題,異型小孔機械加工更難以解決。采用激光加工則存在加工孔表面粗糙度差、精度難以控制、深徑比小等缺陷。電火花加工技術在加工中無切削力,加工的表面質量好,精度高,能直接從復雜形面加工,能加工淬火鋼、不銹鋼、硬質合金、鈦合金、高溫耐熱合金等難加工材料,因此電火花加工技術已成為解決這些加工難題的非常重要的技術。
1. 高速電火花小孔加工技術
1.1 關鍵制造領域小孔加工的基本要求
以航空發動機葉片小孔加工為例,圖1所示為航空發動機葉片小孔加工的基本要求,具體如下:
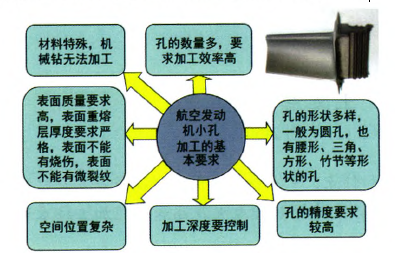
圖1航空發動機葉片小孔加工的基本要求
①空間位置復雜,材料特殊,機械鉆無法加工,需要特種加工方法解決;
②孑L的數量多,精度要求較高,要求滿足群孔大批量高效、高精度加工要求;
③孔的表面質量要求高,表面重熔層厚度要求嚴格,孔的表面不能有燒傷和微裂紋;
④孑L的形狀多樣,一般為圓孔,也有腰形、三角形、方形、竹節等形狀的孑L。
1.2高速電火花小孔加工原理
多軸數控高速電火花小孔機采用中空的細小銅管作為工具電極,加工時,在工具電極與工件之間施加高頻脈沖電源及高壓去離子水。數控主軸在數控系統的控制下,依據加工狀態檢測信息,作直線伺服運動。當工具電極與工件之間的液體介質被擊穿后,形成瞬間火花脈沖放電,在火花通道中瞬間產生高熱,使工件表層的金屬局部熔化甚至氣化,加上液體介質去離子水的冷卻作用,形成微小的蝕除顆粒被高壓水流帶離放電區域,達到蝕除金屬的目的。通過數控系統自控制各數控軸實現空間位置復雜的精密定位群孔加工。數控高速電火花小孑L加工的特點是加工效率高、加工精度高、表面質量好、操作方便、環境污染小。圖2為高速電火花小孔加工原理。
1.3高速電火花小孔加工技術特點
如圖3所示,電火花小孔加工技術在加工中無切削力,加工的表面質量好,精度高,加工孔的深徑比和
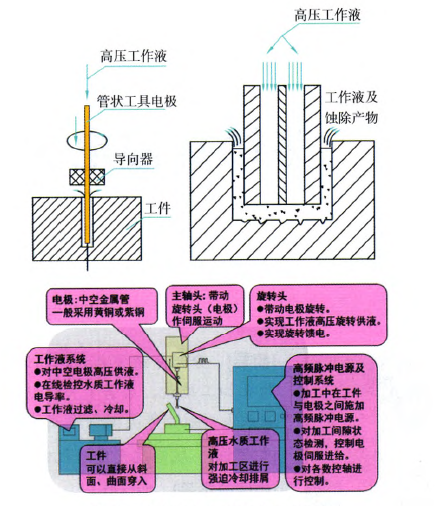
圖2高速電火花小孔加工原理
加工效率等都比一般機械加工更高;能直接從復雜形面加工,能加工淬火鋼、不銹鋼、硬質合金、鈦合金、高溫耐熱合金等難加工材料;加工時采用銅管作為工具電極,成本很低;采用簡單圓電極進行數控電火花銑加工技術可實現異型小孔的圖3高速電火花小孔加工技術特點加工。
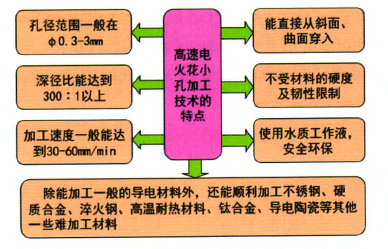
圖3高速電火花小孔加工技術特點加工
2.提升航空發動機葉片氣膜孔質量的關鍵技術
2.1 穿透檢測及穿遺深度控鑭技術
加工航空發動機葉片氣膜孔時,葉片內部空腔很小,在葉片的一側打孔穿透后,不允許造成對邊內壁圖3高速電火花小孔加工技術特點加工2提升航空發動機葉片氣膜孔質量的關鍵技術。
2.1 穿透檢測及穿遺深度控鑭技術
加工航空發動機葉片氣膜孔時,葉片內部空腔很小,在葉片的一側打孔穿透后,不允許造成對邊內壁
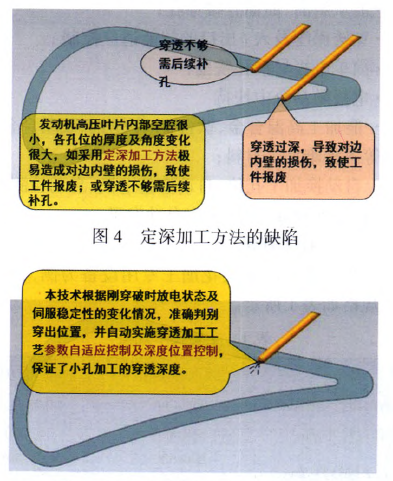
圖5 穿透檢測及穿透深度控制技術
2.2穿孔加工入口及出口的智能適應控爿技術
電火花穿孔加工時,當電極與工件之間的夾角較小時,由于入,出口加工區域沖液條件惡化,導致加工間隙燒弧概率明顯增多,伺服穩定性下降(如圖6所示)。通過加工狀態及伺服穩定性自動檢測及判別,智能化適應控制小孔加工入口及出口的加工工藝參數,有效降低了燒弧概率,提升了伺服加工的穩定性,提高了小孑L加工的綜合加工效率(如圖7所示)。
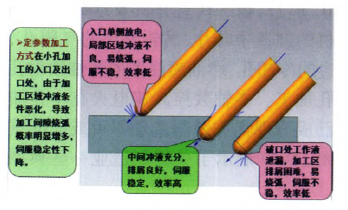
圖6常規控制方法的缺陷
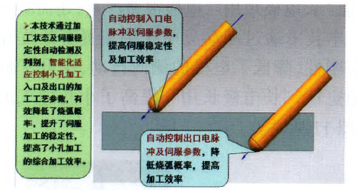
圖7穿孔加工入口及出口的智能適腑控制技術
2.3采用簡單電極銑潮扇形孔和腰形孔技術
在航空發動機葉片氣膜孔的加工中,有許多沿葉片表面以一定傾斜角度進入的扇形孔的加工(如圖8所示),以往采用電火花成形加工工藝,同樣存在加工效率低,加工成本高的問題。此外,航空發動機火焰筒有許多腰形孔的加工需求,以往廠家需進口橢圓形截面的專用中空電極完成加工,定貨周期長,貨源得不到保證,且價格昂貴,嚴重制約了關鍵零件的加工能力。本技術以普通簡單圓電極,結合電極損耗補償策略實施對電極損耗在線補償,實現扇形孔和腰形孔的加工,可大大降低加工成本,提高加工效率(如圖9所示)。

圖9采用簡單電極銑削扇形孔和腰形孔技術
2.4電極奠動分中扶持技術
如圖10所示,使用中0.5以下細電極穿孔加工時,電極剛性差,極易彎曲,側向抖動大,易造成工件報廢,只能“長電極短用”,電極浪費嚴重,還需頻繁更換電極。本技術通過隨動分中扶持裝置有效提高了電極動態剛性,降低了電極的側向抖動,提升了伺服加工的穩定性,“長電極長用”,提高了小孔加工的合格率(如圖11所示)。
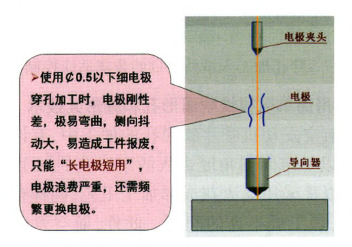
圖10普通電極夾持方式的缺陷
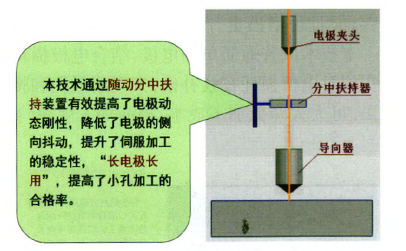
圖ll 電極隨動分中扶持技術
3.典型多軸數控電火花高速小孔機床及其應用
圖1-2—13所示多軸數控高速電火花小孔加工機床,是蘇州電加工機床研究所有限公司近年來針對關鍵制造業的加工需求研發的電火花加工專用設備I,以其優異的技術性能,可滿足我國航空、航天、燃氣輪機

圖12 sE—GK020數控高速等發動機制造中特殊材料關鍵零(部件)空間位置復

圖13 SE—GK018A數控高速電火花小孔加工機
雜的精密群孔加工需求。
①多軸數控高速電火花小孔加工技術主要特點
·x、Y、Z、w、S、C、B七軸數控;
·主要用于航天航空發動機環件類零件復雜空間位置小孔加工,也可用于葉片類零件群小孔加工;
·加工速度快、精度高、表面質量好、深徑比大;
·能從斜面、曲面直接穿孔;
·穿透深度及入,出口的智能適應控制;
·簡單電極異形孔銑削;
·電極隨動分中扶持
·能加工高溫合金、鈦合金、不銹鋼、硬質合金、淬火鋼等各種難加工材料;
·自動換加工孔位、自動修整電極、自動檢測加工零位、自動換規準、電極用完自動發訊。
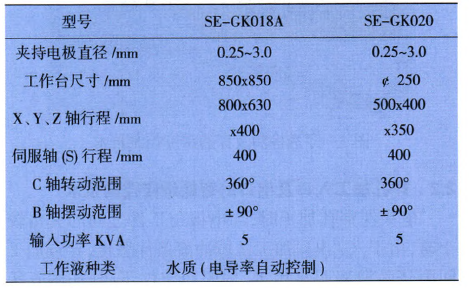
②主要技術規格
以我所研制的電火花加工專用設備為例,其主要技術規格如表1所示。電火花小孔加工機
表1主要技術規格
③典型應用
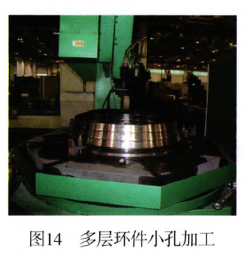
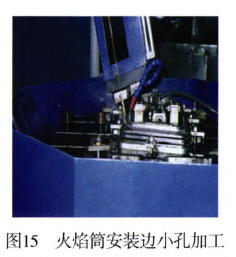
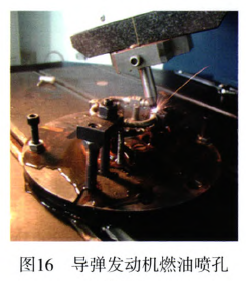
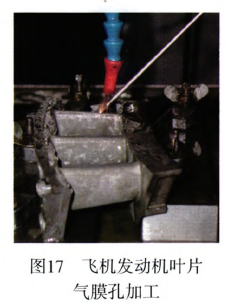
多軸數控高速電火花小孑L加工技術及設備現已大量應用于我國航空航天發動機制造中特殊材料關鍵零部件空間位置復雜的精密群孔的加工,如大型飛機、殲10、蘇27、新一代直升機及運載火箭、導彈、衛星發動機的制造中葉片、渦輪外環的氣膜孔、火焰筒及安裝邊的冷卻孔、燃油噴注器的燃油噴射孔等大量精密小孔加工。多軸數控高速電火花小孔加工技術及設備已成為現代關鍵制造業不可或缺的重要加工方法。圖14—17展示了關鍵制造業一些典型零件加工圖片。
4.結語
多軸數控電火花高速小孔加工技術及設備通過多項關鍵技術的突破,以其優異的加工性能,在用航空、航天、軍工等關鍵制造領域得到了很好的應用,解決了許多用特殊材料制造的發動機關鍵零件空間位置復雜、精度及表面質量要求高的精密群小孔的加工瓶頸,為我國關鍵制造業關鍵零件的加工起到很好的支撐作用。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

