


特殊零部件電大花加工方法的搽察
2017-2-13 來源:中國空空導彈研究 作者:圭紅
摘要:針對數控電火花機床在生產實際應用中電參數的設定、找正及加工方式、程序編制等方面進行了研究探索,并對典型零件的實際生產加工作了工藝總結,為更好地應用該設備、提高零件加工質量和加工效率提供借鑒。
關鍵詞:脈沖特殊材料電火花JJN'r 自動找正
1.加工原理
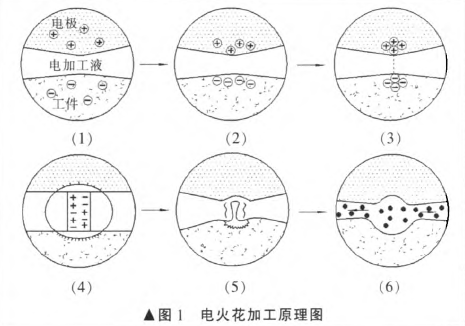
電火花成型加工簡稱電火花加工,屬于特種加工的技術范疇.是先進制造技術的一個重要組成部分。在正常電火花加工過程中,電極與工件并不直接接觸,而是保持一定的距離(稱作間隙)。在工件與電極間施加一定的電壓,當電極向工件進給至某一距離時,在電場的效應下.電子和帶有正電的自由離子加速到非常高的速度,并很快形成一個導電的電離通道,兩極間的工作液介質被擊穿。形成可循環流動的電流,在電場最強處局部產生火花放電。放電時的瞬時高溫(8 000~12 000℃)使一定量的材料發生瞬間局部熔化甚至氣化。當電流被切斷時,在電加工液的作用下,溫度突然下降導致氣化氣泡發生內破裂,從而產生動力將已經融化的工件材料拋出放電凹坑。在電加工液中重新固化成小顆粒.通過電加工液進行排除。通過控制連續不斷地脈沖式的火花放電。就可實現以上一系列的電加工循環,最終達到零部件加工尺寸要求,圖1為電火花加工原理圖。
2.電參數的設定
2.1 脈沖寬度的設定
在電流峰值一定的情況下,隨著脈沖寬度的減小,電極損耗增大。脈沖寬度越窄,電極損耗上升的趨勢越明顯;隨著脈沖寬度的增加,電極相對損耗降低,其原因有以下兩方面。
(1)脈沖寬度增大,單位時間內脈沖放電次數減少,使放電擊穿引起電極損耗的影響減少,同時(工件)負極承受正離子轟擊的機會增多。正離子加速的時間增加。極性效應比較明顯。
(2)脈沖寬度增大,電極覆蓋效應增加,也減少了電極損耗。即加工中電蝕產物不斷沉積在電極表面,對電極的損耗起了補償作用。一般情況下,脈沖寬度加大,電蝕產物飛濺沉積到電極表面的量就多,電極的相對損耗就要小些;脈沖寬度減小,電蝕產物飛濺沉積到電極表面的量就少,電極的相對損耗就大些。
2.2電流峰值的設定
對于一定的脈沖寬度,加工時的電流峰值不同,電極損耗也不同。隨著電流峰值的增加,電極損耗也增加,但這種影響的大小又與脈沖寬度有直接關系,當脈沖寬度在1 000斗s以上時,電流峰值對電極損耗影響很小,即使電流峰值達到60 A,相對損耗仍可在1%以下。因此對一些不適宜用寬脈沖粗加工而又要求損耗小的工件,應適用窄脈沖、低電流峰值的方法。
2.3脈沖間隔的影響
在脈沖寬度不變時,隨著脈沖間隔的增加,電極損耗也相應增大。因為脈沖間隔加大,引起放電間隙中介質消電離狀態的變化,使電極上的覆蓋效應減少,電極本身因加工得到的補償減少,所以電極損耗有增大的趨勢,這對小電流加工時較明顯。隨著脈沖間隔的減小,電極損耗也隨之減少。但超過一定限度,放電間隙
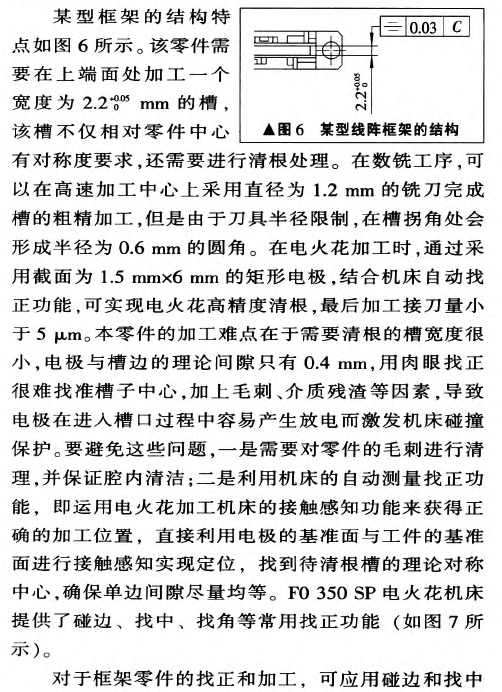
自動找正功能,第1步先通過電極下端面與零件上端面接觸,得出ZO值(如圖8所示),第2步找準加工部位在機床坐標系中X方向的位置,通過第3步找準槽中心后,第4步把電極直接下降到數銑加工好的槽中,向兩個直角進行擴展iJU3:即可實現清根。
3.2 dx孔加工
與傳統機械加工相比.由于電火花加工過程中無切削力,因而在加工微小結構方面有一定的優點。但是小孑L加工x,-J-于電火花也存在排屑困難、加工穩定性差和加工效率低等問題,筆者通過對滾柱絲杠副部件生產現場an-r實例。簡要介紹了該機床在小孑L加工領域的探索。
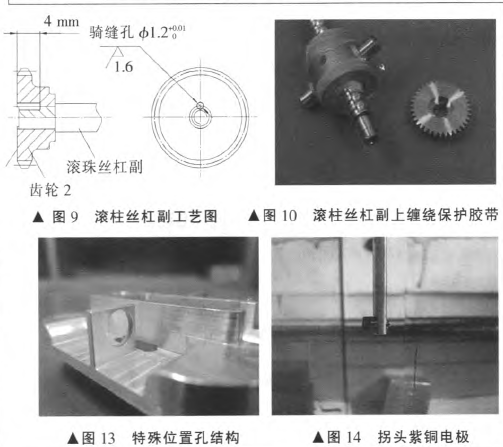
滾柱絲杠副部件是某型導彈上力矩傳動的重要組件之一.該部件由絲杠和齒輪兩個零件構成,需要在兩零件的接觸部位加工一個直徑為1.2 mm的d,:fL.由于零件材料為軸承鋼,常規機械加工難度很大,且孔的位置在兩個零件的結合部,不能承受機械加工的壓力。因此。電火花成了加工該孔的唯一方法。該孑L的加工工藝圖如圖9所示。
該零件的加工有幾個難點:一是零件裝夾定位較為困難;二是由于電火花加工過程中產生的拋蝕顆粒容易對滾柱絲杠副本身產生影響;三是由于孔太小,直徑l toni的電極容易產生裝夾誤差而造成孔超差。經過對零件結構的分析,通過制作裝夾工裝,并在滾柱絲杠副上纏繞保護膠帶實現了對零件的可靠加工(如圖
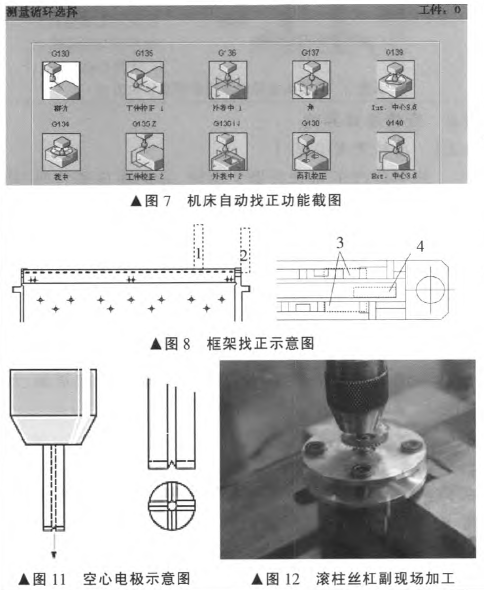
10所示)。為了加快/J,孑L電火花間隙流場的流動,采用直徑為1 mm的空心成型電極(如圖11所示)和內出水夾頭進行裝夾,在用杠桿表找正電極后,通過采用低速旋轉的方式進行小孔加工,確保了電蝕顆粒及時排除,有效地避免了二次放電對小孔質量的影響。零件工裝和加工如圖12所示。
3.3特殊部位加工
由于電火花電極可以按照需求進行多種結構的組合變化,因此可以對常規機械加工無法下刀的部位進行加工,如圖13所示的零件就是其典型零件之一。按照圖紙要求,需要在側壁伸出的小薄片上加工一圓孔,數控銑無法下刀.且由于薄片伸出過長。機械加工的壓力和切削力很容易讓零件變形。通過制作如圖14所示的拐頭電極.用橫向進給的方式有效地避開了零件上的其它特征,實現了零件加工。
4.結論
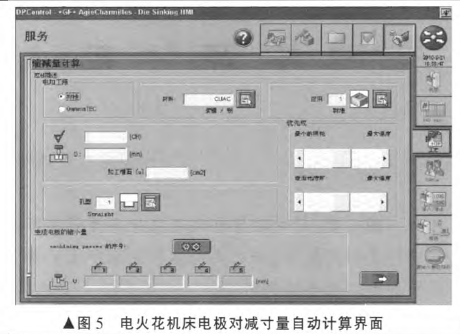
(1)數控電火花機床常用電極副減寸量自動計算功能的提供及電極負公差尺寸精確計算方法的掌握,減少了通過反復試驗確認不同電極副之間放電間隙的過程;通過查詢不同電極副減寸量選取圖和熟練應用電極副減寸量自動計算功能,能夠充分保證零部件模腔電加工尺寸,大大提高了常用電極副的電加工效率。
(2)通過對多批零件加工探索,對于數控電火花加工機床的自動找正內中心、外中心、角、單側等功能了解更深入,直接利用電極的基準面與工件的基準面進行接觸感知實現定位,進而獲得正確的力t]-r位置,比手動測量定位要方便快速得多,大大提高了電加工效率。
(3)通過對典型零部件加工的研究,以及對機床電極配對、電參數設定及旋轉加工等進行摸索,探索出了針對難加工材料的深細孑L、矩形腔等特殊特征要素的電加工方法,解決了傳統機械加工領域所不能解決的難題,為以后這類零件的加工方法提供了借鑒。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

