


電火花數控插補器的設計
2017-8-11 來源:河南理工大學 機械及工程動力學院 作者:劉石安 劉建慧 童景琳
摘 要: 論文分析了逐點比較法可回退的直線、 圓弧插補算法, 用硬件描述語言 HDL 編程, 實現了插補算法硬件化, 計算迅速, 幾乎不消耗時間, 完全能滿足數控系統的實時性要求, 已成功應用于電火花數控系統中。
關鍵詞: 電火花; 數控; 插補
引言
電火花數控系統最主要的實時任務是插補運算、運動規劃和電火花加工間隙狀態檢測與控制。插補運算是為了精確計算出各個運動軸的移動量,確保工具電極按預定的軌跡路線運行;運動規劃是為了解決工具電極移動時可能存在的不平穩現象,比如空運行到放電加工時,間隙短路狀態到快速回退時,都要有與電火花加工相適應的變速方法; 間隙狀態檢測與控制是電火花加工工藝本身要求的,是必須實時的。其中插補運算在每一個控制周期內都必須進行核算,它的實時性能直接影響整機系統性能。目前數控系統主要有兩種方式,一是全軟件方式,二是軟件硬件結合方式。 插補算法用軟件實現的數控系統升級換代容易,但速度要慢一些,系統實時任務總數不能多,還需要實時操作系統支持;用硬件設計插補器能獲得良好的實時性能,插補器運行時不占用微處理器時間,是并行運行的,在分時操作系統中也可以運行。目前插補器硬件化的研究也比較深入,多數用嵌入式系統實現,主要應用于數控銑削或雕銑。 電火花加工工藝很特別 ,放電時工具電極不能再進給,因此電火花數控系統必須考慮軌跡可回退,必須研究軌跡可回退的插補算法。
模具加工離不開電火花加工工藝,據統計有 30%的模具加工工作量是用電火花加工工藝完成的, 許多國外的機床制造商,如阿奇、夏米爾公司,把電火花加工和高速數控銑削結合起來,組合成新的工藝系統,降低單件成本,縮短生產流程時間,從而增強企業的競爭力。 根 據蘇州長風數控科技公司的市場調查表明,數控電火花機床的需求在增長,工藝范圍在拓寬,如用多軸聯動數控電火花加工技術完成聚晶金剛石刀具加工的, 由 此可見 , 電火花加工工藝潛能還在,優勢的發揮取決于數控技術、智能技術和其它各項技術的研究與應用的深化。
本文在 Windows 環境下生成了 C 語言的可回退的軟件插補器,運行時消耗時間比較多,估計在 150μs 左右,再者電腦操作系統又是分時的, 也降低了電火花數控系統的實時性能,因此本文致力于插補器硬件化研究,用硬件描述語言 HDL 生成, 在 Altera 公司 EP1C12Q240C8 可編程邏輯器件中實現, 在集成開發環境 Quartus Ⅱ EDA 工具下開發硬件插補器控制軟件, 本文的中心論述點就集中在可回退插補器的計算方法及其硬件化方面。
1 .電火花數控插補器設計
軌跡可回退,是指放電加工時工具電極按原來路徑相反的方向,并沿原來前進時的腳步絲毫不差的沿途返回,系統選擇脈沖增量法比較適宜, 本文用逐點比較法分析直線插補和圓弧插補:
1.1 直線插補器
圖 1 表示可回退直線插補示意圖。 在第一象限中細實線部分代表正常直線插補時坐標點密化方法,當坐標
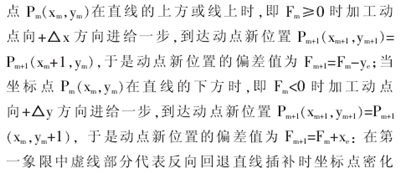
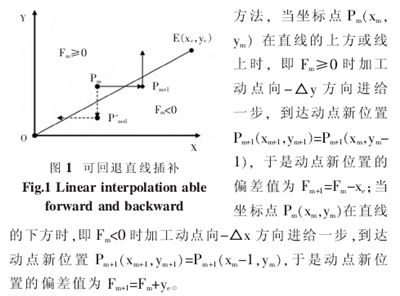
在第二象限、第三和第四象限中的直線插補,由于與X 軸或 Y 軸或 y=x 軸對稱,所以各個象限中的偏差計算方法都可以按第一象限計算方法處理, 終點坐標取絕對值,只是進給方向做適當調整即可,四個象限的可回退直線插補方法中的坐標進給和偏差計算,歸納起來如表 1 所示。
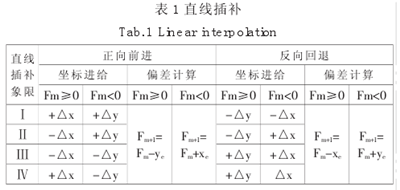
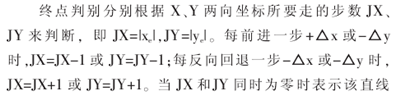
插補到了直線的終點;當 JX=|xe| 或 JY=|ye| 時表示直線插補在中途返回到了直線的起點了。
根據以上思路,本文用硬件描述語言 HDL 設計了可回退直線插補器,四個象限的直線插補均可生成,圖 2 表示了直線插補仿真波形,終點坐標為第四象限點 E(xe,ye)=E(4,-3),軌跡從正向前進到中途拆返 ,再反向回退 ,最后回到直線起點的直線插補全過程。

圖 2可回退直線插補仿真波形
Fig.2 Simulation waveform of line interpolation able forwardand backward
1.2 圓弧插補器
圖 3 表示可回退圓弧插補示意圖,由于插補對象是圓,順時針和逆時針互為反向, 因此可回退圓弧插補偏差計算方法可以簡化,相應的計算原則是,當實際軌跡為順圓SR1 時可回退偏差判別式按逆圓弧計算,當實際軌跡為逆圓 NR1 時可回退偏差判別式按順圓弧 SR1 計算。
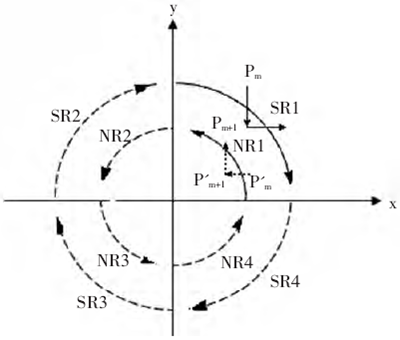
圖 3四個象限的插補可回退圓弧插補
Fig.3 Four quadrant circular arc interpolation able forwardand backward
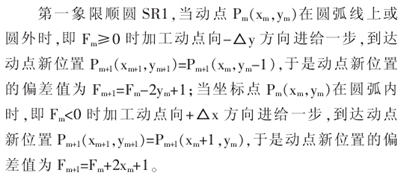
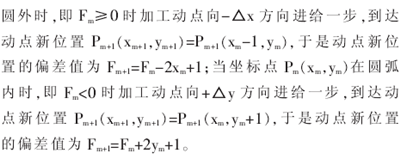
第一象限逆圓 NR1,當動點 Pm(xm,ym)在 圓弧線上或
與直線插補相似,圓弧插補計算按坐標絕對值進行,進給方向的判定另做處理,那么 NR2、SR3、NR4 都可以按第一象限順圓 SR1 來計算,SR2、NR3、SR4 都可以按第一象限逆圓 NR1 來計算,主要計算偏差值、進給方向、增或減 JX、JY,以及設置狀態標志,如圖 4 所示。
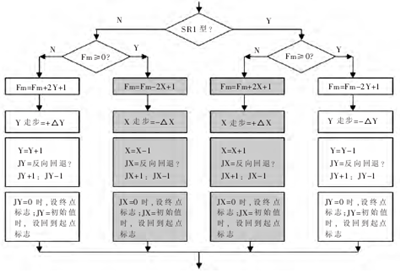
圖 4可回退圓弧插補程序流程圖
Fig.4 The program flow chart of circular interpolation ableforward and backward
終點判別類同于直線終點判別法,當 JX 和 JY 同時為零時表示該圓弧插補到了圓弧的終點 ; 當 JX=|xe| 或JY=|ye| 時表示圓弧 插補在中途拆返 ,反向回退到了圓弧的起點了。
同樣根據以上思路,本文用硬件描述語言 HDL 設計了可回退圓弧插補器,四個象限的圓弧插補均可生成,編程時使用了數字狀態機,用狀態機控制流程,其中部分圓弧插補器 HDL 程序如下:
圓弧插補仿真波形如圖 5 所示,表示第一象限順圓圓弧插補仿真,起點坐標為,終點坐標為時,軌跡從正向前進到中途拆返,再反向回退,最后回到圓弧起點的插補全過程。
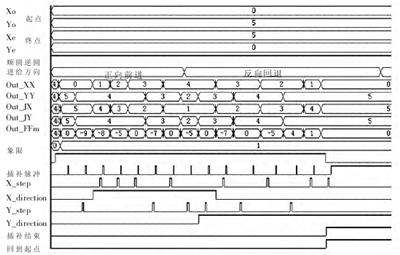
圖 5可回退圓弧插補仿真波形
Fig.5 Simulation waveform of circular interpolation ableforward and backward
2 .結束語
(1)分析了逐點比較法可回退的直線 、圓弧插補算法 ,用硬件描述語言 HDL 編程,實現了插補算法硬件化。
(2) 對硬件插補器模塊進行了功能仿真和時序仿真 ,圖 2 和圖 5 的時序仿真,說明了本文建立的硬件可回退插補器能夠正確的沿直線或圓弧軌跡插補前進,同時也能精確的沿原軌跡路線返回,此特征能充分滿足放電加工時工具電極的進退需要,這是電火花數控技術的基本要求。
(3)本文研制的硬件插補器 , 運算速度快 , 每次運算消耗時間只有 15~19 個機器周期, 即對于 33.333MHz 微處理器,只需時間 0.5~0.7 微秒,因此具有良好的實時性。
(4)本文設計的硬件化可回退插補器 ,是在 EP1C12Q240C8 可編程邏輯器件中實現的 , 直線插補器占用 1006個邏輯單元,圓弧插補器占用 1367 個邏輯單元,模塊工作頻率分別可達 100MHz、77MHz,說明占用資源少,經濟性好,工作頻率高。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

