


中走絲線切割機床智能遠(yuǎn)程監(jiān)控系統(tǒng)設(shè)計
2017-8-11 來源:鄭州輕工業(yè) 中州工程技術(shù) 廣東省重點實驗 作者:明五一 沈娣麗 劉冬敏 張臻
摘要: 中走絲線切割機床是一種精密的特種加工機床,加工精度高,能加工各種特殊硬質(zhì)材料,但是比常規(guī)加工方式耗時,因而對其進行實時的狀態(tài)監(jiān)控就很有必要。針對現(xiàn)有國內(nèi)主流的中走絲數(shù)控系統(tǒng),提出 2 種集成監(jiān)控方式,并結(jié)合嵌入式技術(shù)、人工智能、網(wǎng)絡(luò)及移動終端編程和數(shù)據(jù)庫技術(shù)研究了中走絲機床智能遠(yuǎn)程監(jiān)控系統(tǒng)。首先,對智能遠(yuǎn)程監(jiān)控系統(tǒng)的總體框架進行了闡述; 其次,對智能遠(yuǎn)程監(jiān)控系統(tǒng)的核心功能及其關(guān)鍵技術(shù)進行了詳細(xì)的說明; 最后,對中走絲的2 種集成監(jiān)控方式進行了重點說明,特別是基于人工智能技術(shù)的圖像識別方法。所研究的中走絲線切割機床智能遠(yuǎn)程監(jiān)控系統(tǒng)不僅能為機床加工人員提供方便,也能為機床維護人員解決機床故障提供支撐。
關(guān)鍵詞: 中走絲線切割; 狀態(tài)識別; 智能監(jiān)控; 模糊識別
根據(jù)電極絲的運行速度,電火花線切割機床通常分為三大類: 高速走絲線切割機床 ( 俗稱快走絲,走絲速度 8 ~ 10 m/s) ,中走絲線切割機床 ( 俗稱中走絲,粗加工時 8 ~ 12 m/s,精加工時 1 ~ 3 m/s) ,低走 絲 切 割 機 床 ( 慢 走 絲, 走 絲 速 度 低 于 0. 2m / s)。
快走絲機床是我國自創(chuàng)研發(fā)的,由于機床結(jié)構(gòu)簡單、性價比高、工藝效果好,被廣泛應(yīng)用于制造業(yè)中,并且自從 20 世紀(jì)被研發(fā)出來后,得到不斷的發(fā)展與升級。
中走絲線切割機床是快走絲機床的一種升級換代產(chǎn)品,其加工精度高、表面質(zhì)量好,能加工各種特殊硬質(zhì)材料。但是電加工機床的加工時間比常規(guī)方式要耗時,因而對其進行實時狀態(tài)的監(jiān)控就很有必要。近年來,我國對數(shù)控機床監(jiān)控問題理論上、實踐上都做了很多研究性工作,同時也有一些原型的數(shù)控機床監(jiān)控系統(tǒng),但是對于特種加工機床,比如中走絲線切割機床的遠(yuǎn)程監(jiān)控,還沒有這方面的研究。由于電加工機床除了監(jiān)控一些狀態(tài)外,更為重要的是要積累電加工的工藝參數(shù),因而,隨著信息和網(wǎng)絡(luò)技術(shù)的快速發(fā)展、智能手機的快速普及,有必要研究中走絲線切割機床的遠(yuǎn)程監(jiān)控問題。中走絲線切割機床的智能遠(yuǎn)程監(jiān)控系統(tǒng)正是在此背景下提出來的,該系統(tǒng)能對中走絲線切割機床的運行狀態(tài)進行實時監(jiān)測,同時也能自動收集加工中所使用的電參數(shù)。當(dāng)機床發(fā)生故障時,能通過控制終端發(fā)送到服務(wù)器端,再通過 WEB 瀏覽器或者 Android 智能手機終端提醒相關(guān)人員,同時,監(jiān)控系統(tǒng)會自動發(fā)出聲光報警信號,并切斷高頻電路、運絲機構(gòu)等電源,保障機床的安全運行。借助網(wǎng)絡(luò)、智能手機,中走絲線切割機床的監(jiān)控將更加實時,提升了機床的網(wǎng)絡(luò)化制造能力。
1. 系統(tǒng)總體框架
整個系統(tǒng)的設(shè)計以計算機網(wǎng)絡(luò)通信為基礎(chǔ),以中走絲線切割機床控制端為核心,完成中走絲電加工機床的運行狀態(tài)、加工工藝參數(shù)、加工狀態(tài)和加工圖像等的遠(yuǎn)程監(jiān)控。遠(yuǎn)程監(jiān)控系統(tǒng)主要包括電加工機床的狀態(tài)采集、狀態(tài)分析與處理和機床運行狀態(tài)顯示三大部分。中走絲線切割機床的遠(yuǎn)程監(jiān)控系統(tǒng)可在無人值守的情況下實現(xiàn)實時監(jiān)測、數(shù)據(jù)傳輸、狀態(tài)分析、拍照、報警、急停等功能,機床的加工人員及其維護人員在遠(yuǎn)程通過 WEB 瀏覽器或者智能手機在遠(yuǎn)程完成上述功能。中走絲線切割機床智能遠(yuǎn)程監(jiān)控系統(tǒng)的總體框架如圖 1 所示。
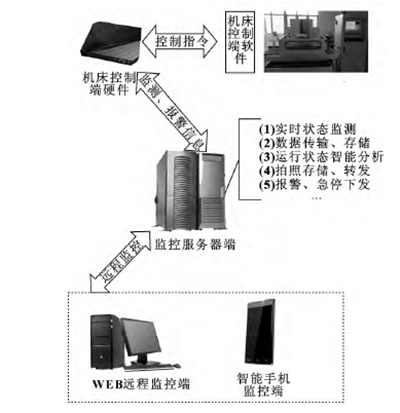
圖 1 中走絲線切割機床智能遠(yuǎn)程監(jiān)控系統(tǒng)總體框架圖
中走絲線切割機床監(jiān)控系統(tǒng)的構(gòu)成主要有機床控制端、服務(wù)器端和遠(yuǎn)程端三部分,如圖 1 所示,機床控制端分成 2 個子模塊: 一個是機床控制端軟件,它運行在機床控制平臺上,鑒于目前主流的中走絲線切割機床的控制系統(tǒng)都采用 Windows 平臺,因而機床控制端軟件也是采用 VC 6. 0 開發(fā),通過數(shù)據(jù)交換協(xié)議或者截圖、模板匹配智能識別 2 種方式獲取數(shù)控系統(tǒng)的主要運行狀態(tài)和工藝參數(shù); 另外一個機床控制端硬件部分,它采用 S3C44B0X 作為主控 CPU,通過各種外置接口 ( 以太網(wǎng)口、串口、GPIO 口等) 與攝像頭、機床急停開關(guān)、照明燈、控制端軟件以及監(jiān)控服務(wù)器端軟件相連接。
監(jiān)控服務(wù)器端的一個核心功能是要實現(xiàn)機床運行狀態(tài)的智能分析,其主要的數(shù)據(jù)來源就是機床控制端上傳的各類數(shù)據(jù),監(jiān)控服務(wù)器端的數(shù)據(jù)存儲采用關(guān)系數(shù)據(jù)庫 SQL Server 2008,建立從用戶表到智能終端表等各類系統(tǒng)需要的數(shù)據(jù)庫表,監(jiān)控服務(wù)器端程序也采用 VC 6. 0 開發(fā)。遠(yuǎn)程端也分為 2 個子模塊: 一個為WEB 遠(yuǎn)程監(jiān)控端,它采用 . Net 2005 工具開發(fā); 智能手機監(jiān)控端的 Android 程序采用 Java 語言開發(fā)。
2 .機床控制端設(shè)計
2. 1 硬件模塊設(shè)計
機床 控 制 端 硬 件 模 塊 的 主 核 心 采 用 基 于ARM7MDI 內(nèi)核的 S3C44B0X,它是 ARM 公司最早為業(yè)界普遍認(rèn)可并且贏得最廣泛應(yīng)用的處理。該處理器芯片最高工作頻率為 66 MHz,采用 0. 25 μm 工藝的 CMOS 標(biāo)準(zhǔn)宏單元和存儲編譯器,具有 71 個通用的多功能輸入輸出引腳,能夠?qū)崿F(xiàn)機床控制端的各種外圍操作。
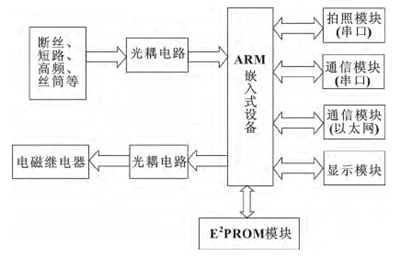
圖 2 機床控制端硬件原理圖
機床控制端硬件原理圖如圖 2 所示。硬件通過光耦電路采集斷絲、短路、高頻和絲筒等信號,對于需要實時控制的報警、急停等外部操作,同樣通過光耦電路,控制電磁繼電器對這些機床外部電路進行切換,從而實現(xiàn)相關(guān)功能。拍照模塊采用基于串口通信( RS232) 的 OV 200 萬像素的攝像頭,通信速率采用19 200 b / s,照片存儲格式為標(biāo)準(zhǔn) JPEG 格式,尺寸大小有多種模式可選,默認(rèn)為 640 像素 × 480 像素大小,ARM 與拍照模塊之間的數(shù)據(jù)按幀來傳送,一共有 3 種幀結(jié)構(gòu): 命令幀、應(yīng)答幀和數(shù)據(jù)幀。機床控制端硬件與機床控制端軟件采用串口 ( RS232) 進行通信,采集中走絲數(shù)控系統(tǒng)中顯示的各種加工狀態(tài)、工藝參數(shù)等數(shù)據(jù),機床控制端硬件與監(jiān)控服務(wù)器端通信采用以太網(wǎng)通信方式,通信模式為點到點協(xié)議。控制端硬件的運行狀態(tài)通過 LED 液晶屏顯示,各種配置參數(shù)存入 E2PROM 芯片中。
2. 2 軟件模塊設(shè)計
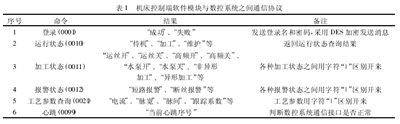
機床控制端軟件模塊的主要目的是實現(xiàn)與中走絲機床數(shù)控系統(tǒng)的集成。鑒于現(xiàn)有機床情況,此項目采用 2 種集成方式: 一種是對于作者自己研發(fā)的數(shù)控系統(tǒng),采用基于 TCP/IP 服務(wù)的集成方式,數(shù)控系統(tǒng)提供 Socket 服務(wù),可以為機床控制端軟件模塊提供運行狀態(tài)查詢服務(wù),相關(guān)的部分通信協(xié)議如表 1 所示。通過 Socket 相關(guān)命令的調(diào)用,機床控制端軟件能獲取到相關(guān)的字符串,各個狀態(tài)之間用字符 “| ” 區(qū)別開來,按照預(yù)先設(shè)計好的協(xié)議進行解析,之后通過串口將狀態(tài)轉(zhuǎn)發(fā)到機床控制端硬件模塊。
另外一種方式是處理與其他廠家研發(fā)的數(shù)控系統(tǒng),軟件模塊采用截圖、模板匹配智能識別方法來獲取數(shù)控系統(tǒng)的運行狀態(tài)。數(shù)控系統(tǒng)運行過程中,機床控制端軟件模塊在后臺運行,每間隔一定時間自動抓拍數(shù)控系統(tǒng)的主界面,對屏幕進行截圖,之后,按照預(yù)先定義好的模板對截圖進行劃分,分別獲取數(shù)控系統(tǒng)的每個具體子狀態(tài),再按照模 板定 義的特征值( 顏色、英文、數(shù)字、漢字) 智能判斷其子狀態(tài)。圖3 為一個配置的模板中的一個子模板。
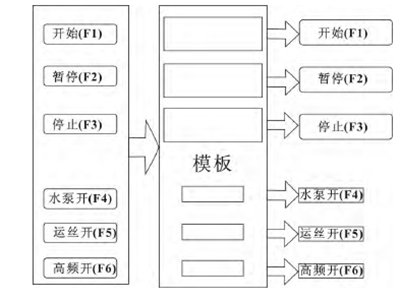
圖 3 運行狀態(tài)的配置模板
圖 3 中的配置模板設(shè)置好位置屬性后,就可獲取“開始”、“暫停”、“停止”的 3 個獨立小圖像,該數(shù)控系統(tǒng)這 3 個按鈕通過改變顏色來示意相關(guān)操作,因而,子模板對這 3 個的特征值為顏色屬性,通過獲取顏色屬性來智能推理其運行狀態(tài); 另外 3 個 “水泵開”、“運絲開”、 ‘“高頻開”為漢字特征值,通過圖像矩或者特征值,再由支持向量機 ( SVM) 分類獲取狀態(tài)。
3 .監(jiān)控服務(wù)器端設(shè)計
監(jiān)控服務(wù)器端是整個智能監(jiān)控系統(tǒng)的核心部分,起到中心樞紐作用。監(jiān)控數(shù)據(jù)的收集存儲都在服務(wù)器端的數(shù)據(jù)庫中,后期的數(shù)據(jù)分析也由它完成。監(jiān)控服務(wù)器端軟件系統(tǒng)主要由機床監(jiān)控端管理、工藝數(shù)據(jù)分析、WEB 端監(jiān)控、智能手機端服務(wù)、系統(tǒng)管理等五大部分組成,如圖 4 所示。機床監(jiān)控端管理中的參數(shù)設(shè)置主要是配置數(shù)控系統(tǒng)的模板參數(shù)、硬件模塊參數(shù)等,可通過命令下發(fā)、加工狀態(tài)智能采集為下位機提供服務(wù),將數(shù)據(jù)實時采集到服務(wù)端,數(shù)據(jù)存儲采用關(guān)系型數(shù)據(jù)庫進行,方便后期分析處理。工藝數(shù)據(jù)分析是遠(yuǎn)程監(jiān)控系統(tǒng)的一個核心功能,電加工的工藝參數(shù)優(yōu)化在工程中占有很重要的位置,加工的優(yōu)劣與工藝參數(shù)有很大關(guān)系,因而,其工藝數(shù)據(jù)統(tǒng)計、穩(wěn)定性分析及其 狀 態(tài) 統(tǒng) 計 等 相 關(guān) 的 數(shù) 據(jù) 分 析 就 尤 為 重 要。WEB 端監(jiān)控主要是為面向計算機遠(yuǎn)程訪問監(jiān)控系統(tǒng)的用戶提供服務(wù),除了顯示報警等信息外,還能顯示相關(guān)統(tǒng)計報 表。智 能 手 機 端 服 務(wù) 主 要 是 提 供 相 關(guān)Webservice 服務(wù),通過 HTTP 將查詢到的機床狀態(tài)、運行圖片等傳輸?shù)街悄苁謾C終端上。系統(tǒng)管理完成控端軟件的配置設(shè)置、用戶權(quán)限等操作。

圖 4 監(jiān)控服務(wù)器端軟件功能
4 .關(guān)鍵技術(shù)分析
4. 1 智能文字識別技術(shù)
由第 2. 2 節(jié)可知,模板匹配的關(guān)鍵是要對圖片中的文字進行智能識別。文中采用圖像矩技術(shù)識別英文、數(shù)字、漢字,其中漢字通過模板匹配后只識別有限的狀態(tài)。圖像矩既可以對圖像形狀信息進行全局特征的描述,也可以對其幾何特征信息進行描述。圖像矩的屬性與力學(xué)和統(tǒng)計學(xué)有類似之處,力學(xué)中的質(zhì)量分布密度函數(shù)的零階、一階和二階矩分別對應(yīng)于質(zhì)心質(zhì)量、矩心位置和慣量,而統(tǒng)計學(xué)中的概率密度函數(shù)的零階、一階和二階矩則分別表示其全概率、數(shù)學(xué)期望和方差。因而,當(dāng)用二維密度分布表示一個圖像時,圖像的形狀信息,如圖像的總面積、矩心位置和方位等,可用對應(yīng)的幾何矩函數(shù)來描述。用幾何矩函數(shù)標(biāo)識的圖像特征信息可用來構(gòu)造特征變量,可在圖像的平移、縮放和旋轉(zhuǎn)操作中保持不變性。


函數(shù)。因此,對于一幅具有有限尺寸的二維圖像,f( x,y) 在最差的情況下是分段連續(xù)的,因而其幾何矩必定唯一存在,也即通過所獲得的幾何矩系列就能唯一確定圖像信息。對于通過模板匹配后的文字辨識,只需要求其一定范圍內(nèi)的矩系列就能獲取該圖像的核心信息。在此基礎(chǔ)上,文中的智能文字識別算法流程圖如圖 5 所示。
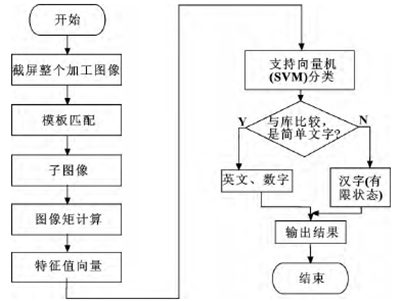
圖 5 智能文字識別算法流程圖
4. 2 智能手機監(jiān)控技術(shù)
Android 4. 0 只提 供一個版本,同時支持智能手機、平板電腦、電視等設(shè)備。系統(tǒng)的操作界面和蜂巢系統(tǒng)風(fēng)格類似,并且新的 UI 設(shè)計更加成熟。此系統(tǒng)的智能手機客戶端基于 Android 4. 0 進行開發(fā),提升用戶的使用 體 驗,并 且 能 與 市 場 上 主 流 的 手 機 相兼容。
圖 6 描述了智能手機端軟件與監(jiān)控服務(wù)器端的通信。智能手機端軟件主要包括用戶界面、數(shù)據(jù)接口和數(shù)據(jù)庫存儲 3 個子模塊。用戶界面子模塊包含狀態(tài)顯示、報警和邏輯控制等; 數(shù)據(jù)接口子模塊定期獲取中走絲線切割機床的各種狀態(tài),之后將狀態(tài)數(shù)據(jù)存入智能手機本地的 SQLite 數(shù)據(jù)庫中; 用戶界面子模塊通過訪問本地 SQLite 數(shù)據(jù)庫,顯示各個機床的運行狀態(tài)。
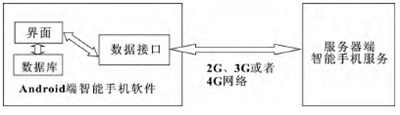
圖 6 智能手機端軟件與監(jiān)控服務(wù)器端通信方式
智能手機用戶界面子模塊定時調(diào)用數(shù)據(jù)接口子模塊的 get Rows ( ) 靜態(tài)方法,該方法通過調(diào)用遠(yuǎn)程服務(wù)器端的 Web Service 服務(wù),從而返回待查詢的數(shù)據(jù)表,解析對應(yīng)的 XML 文件后存入 SQLite 數(shù)據(jù)庫。需要上方各種控制命令時,通過 Http Client 類實例執(zhí)行HTTP 的 Get 方法,各種命令參數(shù)放入 Get 方法中,之后判斷 Http Response 類實例的狀態(tài)標(biāo)識來作進一步處理。
5 .結(jié)束語
電加工機床的智能遠(yuǎn)程監(jiān)控目前還不多見,文中提出的中走絲線切割機床智能遠(yuǎn)程監(jiān)控系統(tǒng)為相關(guān)機床的監(jiān)控提供了一種新 方法、新 思 路。系 統(tǒng) 通 過WEB 瀏覽器或者智能手機即可實現(xiàn)遠(yuǎn)程對車間內(nèi)多臺機床進行監(jiān)控和維護,通過工藝智能分析系統(tǒng)還能對電加工的工藝參數(shù)進行分析,改善加工效率,提升加工穩(wěn)定性。文中對系統(tǒng)的架構(gòu)、關(guān)鍵部分和關(guān)鍵實現(xiàn)技術(shù)都進行了詳細(xì)的描述,機床智能遠(yuǎn)程監(jiān)控系統(tǒng)具有良好的應(yīng)用前景,后期可將中走絲線切割機床的故障診斷加入其中,研究與之適配的智能診斷算法,進一步提升監(jiān)控系統(tǒng)的工程應(yīng)用能力。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2024年11月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年10月 軸承出口情況
- 2024年10月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年10月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2028年8月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)