


一種大幅面高功率光纖激光切割機
2023-11-14 來源: 江蘇揚力數控機床有限公司 作者:周鵬飛 潘峻城
【摘要】: 本文論述了一種大幅面高功率光纖激光切割機,附帶坡口功能,加工幅面可根據用戶板材進行定制。該產品為集激光切割、精密機械、數控技術等學科于一體的高新技術產品,主要用于中厚碳鋼板、不銹鋼板等材料的切割,具有高精度、高效率、高性價比等特點。
【關鍵詞】: 大幅面 ; 高功率 ; 激光切割機 ;等離子
引言
在光纖激光切割中厚板技術成熟之前,大部分廠家依舊使用二氧化碳激光切割、等離子切割和火焰切割進行下料,尤其以等離子切割機為主,因其加工的板厚能囊括工程機械的80%。現階段,隨著激光功率和切割工藝的提升,激光切割正逐步替代等離子切割機,并且國內外都出現了大幅面高功率光纖激光切割機,激光切割機在切割速度和切割質量方面對比等離子切割機都具有明顯優勢。
本文將結合公司最新開發的大幅面高功率光纖激光切割機產品,介紹新產品的產品結構與工作原 理,闡述該切割機對比等離子切割機在切割速度、切 割精度、效率及成本等方面的優勢。
1. 方案設計
1.1 整機布局及技術參數
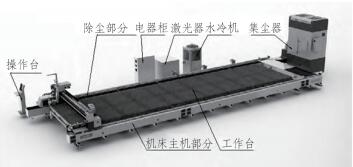
圖 1 整機布局設計
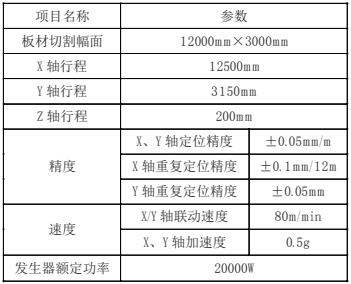
本文設計的用于大幅面板材加工的激光切割機,切割板材最大尺寸為 12000mm×3000mm,如圖 1 所示,其主要由以下幾部分組成 : 機床主機部分、排 煙集塵系統、電氣控制部分、冷水機組。機床主機部分是整個光纖激光切割機最主要的組成部分,其切割功能和切割精度都是由主機部分來實現的。排煙集塵系統是將切割過程中產生的煙塵收集,先后通過抽風區域、吸風道等進入到集塵器凈化后排放。電氣控制部分是保證各種圖形運行軌跡的重要組成部分,由數控系統和低壓電氣系統組成。水冷機組放置于整機的側面,提供整機設備的冷卻功能。根據設計相關要求,確定主要技術參數如表 1 所示。
表 1 主要技術參數
1.2 機床主機部分
如圖 2 所示,機床主機部分由機身、橫梁、Z 軸、光路、工作臺、輔助部分(防護罩、氣路及水路)、操作臺等七部分組成。機身采用分段式機架,以第一段基礎機身為基準依次將各段機身拼接成兩條平行的整體,保證機架兩側導軌、齒條安裝面精度的一致性,機身地腳和機身拼接位置處裝有多套調節組件,調整導軌高度及側面定位,調整組件直接固定在水泥預埋鐵底座上。橫梁為分體式加高型設計,分為左、右兩側橫梁底座、上橫梁三部分,這種設計方式很好地解決了加高橫梁的加工困難問題。橫梁底座上安裝有X 軸電機、減速機、齒輪及潤滑輪 ; 直線導軌導向,齒輪齒條嚙合,確保傳動精度 ; 滑塊上配有導軌刮屑板,用來清除導軌上的塵垢。Z 軸為控制切割頭上下運動的部件,切割頭的上下運動由數控系統控制伺服電機,電機帶動滑臺上下往復運動,Z 軸既可以作為一個數 控軸進行單獨的插補運動,同時能和 X、Y 軸聯動,其內部安裝有控制切割輔助氣體的電磁閥、比例閥等相關部件。
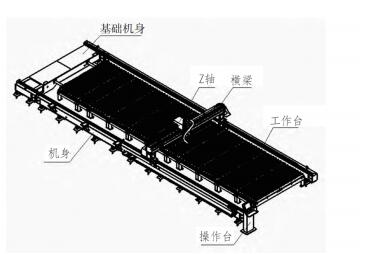
圖 2 機床主機部分
工作臺采用模組化的結構,便于切割后廢料的清理,同時實現工作臺幅面的非標定制。
1.3 排煙集塵系統
排煙集塵系統主要由吸塵管道、吸風小車、吹風風機、集塵器組成。在切割平臺一側安裝方形吸風風道,風道上方裝有一個可隨切割機一起移動的滑動吸風小車,并在切割平臺的另一側裝有吹風風機。吹風風機、切割頭、滑動吸風小車三點一線,利用切割平臺上的工作臺齒板與所要切割的鋼板形成平臺隔柵風道。在切割鋼板時,吹風風機將產生的切割煙塵、粉塵通過隔柵風道吹向滑動吸風小車,被其吸入吸風道后進入到除塵器中凈化后排放。
吹吸式切割除塵所需風量與切割平臺鋼板在平臺上的覆蓋率關系較大,覆蓋率越高,除塵效果越好。
如圖 3 所示為方形吸風道、密封皮帶滑動吸風小車的結構形式,為吹吸式除塵系統的重要組成部分。工作時,密封皮帶在管道系統負壓下緊緊地貼在方形吸風道上方,起密封作用。在滑動吸風小車內有四個滾軸,密封皮帶在此處被滾軸頂起,這樣便使煙塵通過吸風小車內部結構后進入到方形吸風道中,最后被輸送到除塵器中凈化排放。
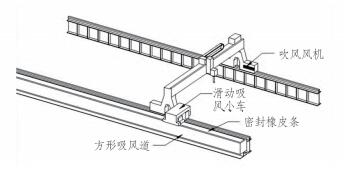
圖 3 方形吸風道、密封皮帶滑動吸風小車
1.4 電氣控制部分
機床數控切割控制系統配置柏楚公司的高端高功率激光加工總線系統 FSCUT8000,該系統基于 Windows 操作平臺,采用 HypTronic高性能主機,以太網通訊接口,特點是插補運算速度快,動態性能好。
低壓電氣系統控制部分位于電控柜內,是整機電氣控制的接口部分。驅動電機為交流伺服電機,用于驅動機床的 X/Y 軸滑座、Z 軸滑臺,特點為加速性能好,響應速度快。
1.5 機床部件之間的聯系
如圖 4 所示,機床各部件之間緊密聯系,相輔相成 : 穩壓電源是機床穩定運行的保證,它為水冷機、激光器及主機提供優質電源 ; 水冷機為激光器及主機切割頭提供水循環冷卻,輔助氣體(O2、N2 及空氣)的作用為切割時助燃及散熱、及時吹掉切割時產生的熔渣 ; 排煙集塵系統及時將切割煙塵收集,凈化排放等,這些部件都為切割主機服務,為機床正常加工保駕護航。

圖 4 單元部件關聯圖
2. 產品比較及優勢分析
2.1 切割速度比較
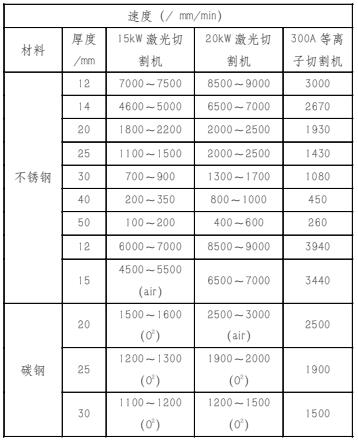
如表 2 所示,15kW、20kW 激光切割機與300A 等離子切割機速度對比,黑色加深標記部分的激光切割機速度參數大于等離子切割速度,切割不銹鋼 的速度已全面超越等離子,經數據分析,20mm 以內的碳鋼,激光切割的速度是等離子的兩倍,這給企業帶來的效率提升非常明顯,20mm 和 25mm 的碳鋼的 切割速度也略高于等離子,且切割質量要遠優于等離子。
表 2 切割速度對照表
2.2 切割精度比較
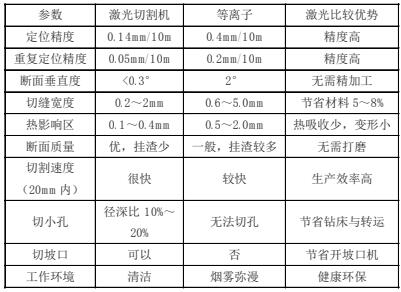
如表 3 所示為高功率激光切割機與等離子切割精度對照表。首先從機床的加工精度來看,激光切割的精度遠遠高于等離子 ; 激光切割的工件垂直度優于傳統的等離子加工 ; 激光切割的切縫很窄,可實現 共邊切割,能提高材料的利用率 ;由于激光切割能量更集中,速度更快,所以熱影響區域較小,減少零件的變形 ; 從斷面質量來看,激光切割的斷面要優于等離子切割,甚至能切出鏡面效果,同時保證刮渣較少 ; 另外激光切孔小,很多原先需要后續轉運鉆孔的 工序可以在切割時就完成 ; 另外,近兩年剖口切割技術的推出對厚板加工起到了很大影響,省去銑邊機、坡口機打剖口這種后續的處理工序,節省了人力物力,激光切割工作環境也更加清潔。
表 3 切割精度對照表
2.3 切割成本比較
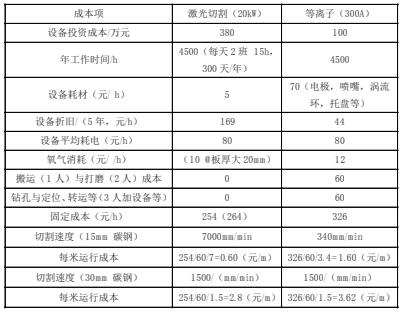
如表 4 所示為高精度激光切割機與等離子切割成本對比。雖然激光切割機的一次性投入要大于等離子切割,因為激光切割機是由很多精密零件組成,機械零件的成本更高。但從設備耗材成本方面,等離子的成本非常高。例如,整個割炬(噴嘴、旋流環、電極等)需要在幾個小時內更換,等離子切割機耗電量很大。但是激光切割機的耗材成本很低,易損件少,幾乎不需要維護。綜合考慮,激光切割的綜合使用成 本還是要低于等離子切割。
表 4 切割成本對照表
3. 結束語
高效率光纖激光切割機為非接觸式加工,機械下料時無沖擊力,無工模具磨損,機械下料時無塔邊。工件排列緊密,可節省材料20%-30%。切削一次成型,無需后續加工。
本文設計了一種大幅面高功率光纖激光切割機,具有切割幅面大、厚板切割能力強、坡口切割功能等特點,可應用于船舶制造、鋼廠等行業。本文較為詳細地介紹了其機械結構的組成部分及與等離子切割機對比存在的優勢,降低了生產廠家的使用成本,具有高效的生產加工能力。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

