


陜西關中工具制造有限公司(721400) 郁小利X62W銑床在陜西關中工具制造有限公司銑刀車間主要用于銑削螺旋槽,批量大,要求單件加工時間短。小工件需2~3min;較大工件需要10min左右;大工件20min左右。原有尾座夾緊力不夠,工件夾緊和松開較麻煩,使用的小絲桿因承受綜合性力磨損很快,甚至折斷。結合本公司的加工特點,經認真分析研究,對X62W銑床用尾座進行了改進。實踐證明,改進后,克服了以前的缺點,使用效果良好。
1. 分析論證
我們在日常銑削操作中,一個刀具毛坯的刃部一般要銑2~6個螺旋槽,要利用分度頭進行多次分度工作,而且速度快,所以銑床用的尾座不用鎖緊裝置,切削力的軸向分力經過頂尖傳給了尾座的絲桿上面,因而絲桿磨損較快,現就原尾座的使用狀況作如下分析。
(1)原尾座結構如圖1所示。順時針搖動卡箍,夾緊工件;逆時針搖動卡箍,松開工件。
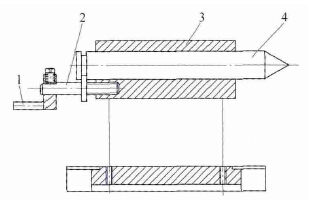
圖 1
1.卡箍 2.絲桿 3.尾座體 4.頂尖
(2)原尾座加工原理如圖2所示。順時針搖動卡箍,夾緊工件;逆時針搖動卡箍,松開工件。
(3)原尾座受力分析如圖3所示。
原尾座受力分析:銑削時,工件所受的切削力的軸向分力F2,反作用于尾座頂尖,通過尾座頂尖把F2作用于絲桿2上。
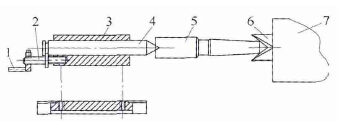
圖2
1.卡箍 2.絲桿 3.尾座體 4.頂尖 5.工件 6.反頂尖 7.FW125分度頭
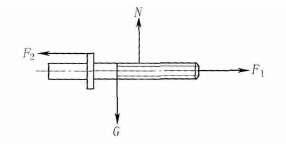
圖 3
現在以絲桿為研究對象畫受力分析圖(見圖3),F2是切削力的軸向分力(通過尾座頂尖把F2作用于絲桿2上);F1是尾座體對絲桿的拉力;N是尾座體對絲桿的支撐力;G是絲桿本身的重力。重力與支撐力的作用點不在一條直線上,存在一個向下的轉矩;F2的作用點與絲桿軸向中心有一定的距離,也存在一個向下的轉矩。所以說,絲桿不但受到軸向力的作用,而且受到向下的轉矩作用。
分析結論:①絲桿容易彎曲。②絲桿牙面易磨損。③如果銑削過程中有沖擊,絲桿易折斷。④不能承受較大的力,較大的工件就很難保證加工。⑤安裝絲桿的螺紋孔易被磨損、破壞。⑥尾座壽命差。
根據上述分析結果,我們經過認真地調查研究,決定對原尾座使用中存在的部分不適應情況做部分改進。改進原尾座在本公司不適應的部分結構,以滿足本公司特殊的產品加工的情況,重新設計和改進尾座。
原尾座是專業機床生產廠家隨設備出廠時帶的機床附件,在大多數情況下能滿足通用加工的需要。零件大多為鑄件,而本公司卻沒有專業鑄造設施,也沒有這方面的專業人才。因此,經過與同事們商議,決定根據本公司現有條件,在不影響尾座使用強度及性能的情況下,采用鋼板焊接而成,焊接后經過時效處理,減少了焊接應力。然后,根據機床尾座的精度要求,將焊接而成的部件進行加工,以滿足使用要求。
2. 重新設計圖樣
(1)新尾座結構如圖4所示。順時針搖動卡箍,夾緊工件;逆時針搖動卡箍,松開工件。
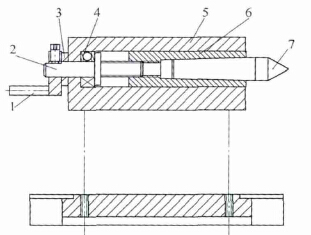
圖 4
1.卡箍 2.絲桿 3.墊圈 4.推力軸承 5. 尾座體 6.套筒 7. 頂尖
(2)新尾座加工原理如圖5所示。順時針搖動卡箍,夾緊工件;逆時針搖動卡箍,松開工件。
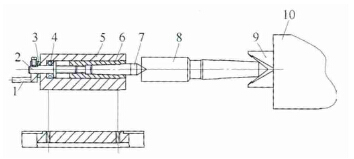
圖 5
1.卡箍 2.絲桿 3.墊圈 4.推力軸承 5. 尾座體 6.套筒 7. 頂尖
8.工件 9.反頂尖 10.FW125分度頭
(3)新絲桿受力如圖6所示。由受力分析圖可知,新絲桿所受的重力G1;G2與支撐力N1;N2分別作用在兩條直線上,大小相等,方向相反,垂直方向的合力為零; 切削力
軸向的分力F 2( 通過頂尖、套筒傳給絲桿) 與尾座給絲桿的力F1(尾座體通過軸向推力軸承給絲桿的力)為作用力與反作用力,且作用在同一條直線上。所以新絲桿的受力情況大為改觀,不存在轉矩等其他作用,整個尾座受力情況良好,強度上更加保證。
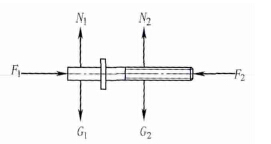
圖6
由此可以得到:①絲桿不彎曲。②絲桿牙面不易磨損。③絲桿沒有折斷的因素。④能承受大的切削力。⑤套筒螺孔不易磨損、破壞。⑥尾座壽命大大增強。
經過相當長的一段時間在實際生產中的使用證明,我們的改進是成功的,且效果良好。
(4)新尾座設計如圖7所示。①材料:新尾座體采用45號鋼,兩個側板用45號鋼板,保證尾座強度。②工藝:采用焊接工藝,制作速度快。③增加了套筒,套筒和絲桿可以作為易損件,使用到一定程度時可以更換。
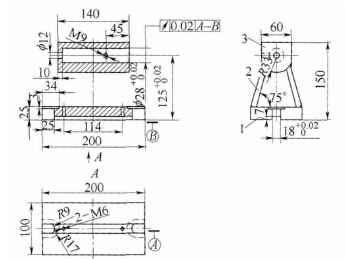
圖 7
3. 結語
在螺旋槽的銑削加工中,銑床使用的尾座一直困擾生產,每個班加工產品數量大,夾緊和松開尾座次數頻繁,尾座的可靠性、靈活性、可操作性對設計和改進是最大的考驗。結合十幾年的生產經驗,經改進后,各項性能都得到了保證。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

