


摘要: 對FANUC 0I-MD 數控銑床在硬件連接正確、電氣和機械部分無故障的情況下主軸不轉,通過修改參數排除主軸不轉故障后又發生實際轉速與指令轉速不一致的現象進行分析,繼而找到這一主軸常見故障的解決方法。
主軸作為數控機床的重要部件,為切削加工提供主要的切削力。數控銑床在正常工作時,主軸可以按照程序中的M 和S 指令以給定的轉速和方向轉動。文中以FANUC 0I-MD 數控銑床在硬件連接正確、電氣和機械部分無故障的情況下主軸不轉,通過修改參數排除主軸不轉故障后又發生實際轉速與指令轉速不一致的現象進行分析,繼而找到這一主軸常
見故障的解決方法。
1、 主軸工作異常現象描述
(1) 一臺配備FANUC 0I-MD 數控系統銑床在MDI 模式下輸入指令“M03 S500;”后按“循環起動”按鍵后主軸不轉動,系統無報警。
(2) 排除主軸不轉故障后,主軸實際轉速與指令轉速不一致。
2 、查找主軸工作異常的原因和故障排除方法
2. 1 主軸不轉故障分析與排除
引發主軸不轉故障的原因是多方面的,主要有機械、電氣、系統方面的原因,可按照“先電氣、后機械、最后系統”的順序進行故障排除。
(1) 由于系統無報警,可初步判斷不是接線引發的故障。為保險起見,仔細檢查了數控系統各接口的連接情況,排除了電氣方面的原因。
(2) 通過手轉動主軸發現主軸轉動比較靈活,排除了機械方面的原因。
(3) 系統參數。根據伺服控制和硬件連接方式不同,數控機床的主軸分為模擬主軸和串行主軸兩種形式。如圖1 所示,此例為串行主軸,主軸電動機直接與主軸相連,即主軸電機轉速S電機等于主軸轉速S主軸。
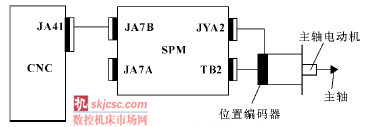
圖1 數控銑床主軸形式
根據數控銑床的主軸形式、主軸電機型號(αiI3 /10000) 和位置編碼器型號等參數,重新檢查和核對圖2 和表1 中的幾個重要主軸參數,最后發現是由于未設置3736 參數(初始值為零) 導致指令雖然已被系統讀入和執行,但主軸并不轉動。
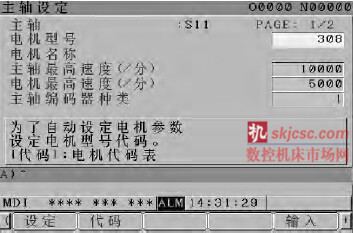
圖2 主軸設定
表1 主軸參數
將3736 參數設置為4 095,對應主軸電動機最高鉗制速度等于主軸電動機最高轉速10 000 r /min 后主軸仍然無法正常啟動。
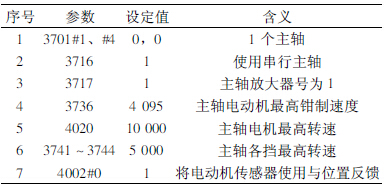
(4) PMC 梯形圖及參數。從系統中調出梯形圖檢查在“M03 S500;”指令下G70. 5 線圈得電情況,如圖3 所示。在R207. 2 繼電器觸點(M03 指令觸點) 閉合的情況下,只有K0000. 7 保持繼電器觸點閉合,G70. 5 線圈才可得電,主軸才可以正轉。將K0000. 7 值強制置1 ( 圖4 ), 重新輸入“M03S500;”指令后按“循環起動”后主軸起動,故障解除。
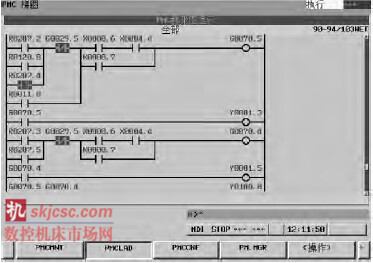
圖3 PMC 梯形圖
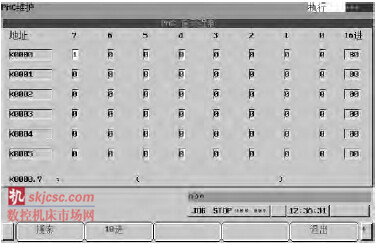
圖4 K0000. 7 參數強制
2. 2 主軸實際轉速與指令轉速不一致故障分析與排除
在排除主軸不轉故障后發現,主軸實際轉速為1 001 r /min, 與指令“S500”轉速不一致, 如圖5 所示。
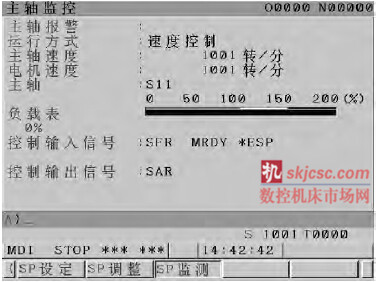
圖5 主軸實際轉速
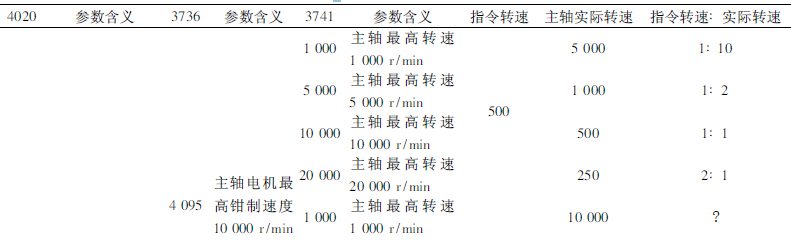
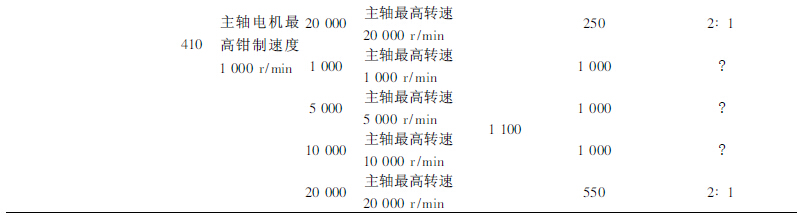
此例中主軸電動機與主軸同軸連接,即傳動比為1 ∶ 1,只有一擋即3741 擋。影響主軸實際速度的參數主要為4020、3736 和3741 三個參數,為找到主軸實際轉速與指令轉速不一致的原因,按照這三個參數的變化組合得到兩組主軸實際轉速的實驗數據,如表2 所示。
大多數數控機床的主軸轉速都分低、中、高和超高4 擋,各檔主軸最高轉速分別由3741 ~ 3744 四個參數設定。如果只有一擋,系統默認的主軸最高轉速由3741 參數設定,此例中的數控銑床主軸只有一擋。由表2 實驗數據可以得出結論: 4020 和3741 ~3744 參數之間反映的是實際主軸電機與主軸之間的傳動比關系,而3736 參數體現的是限制主軸電機的最高速度。在此例中,主軸電機與主軸同軸,故傳動比為1 ∶ 1。因此,只有當3741 參數與4020 參數設置為一樣時,主軸實際轉速才會有可能等于指令轉速。但如果指令轉速超過了3736 設定的主軸電機最高轉速,則主軸實際轉速將會被限制在3736 設定的轉速以下,表2 中? 號表明的就是這個問題。
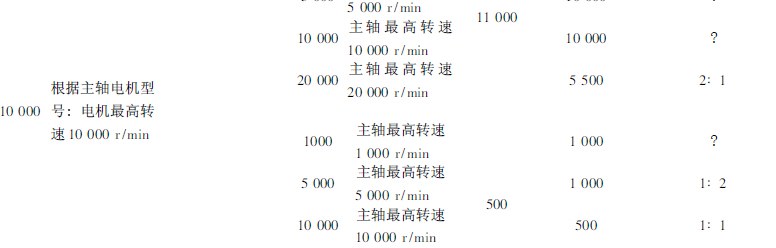
如當4020 參數設置為10 000 r /min、3741 參數設置為1 000 r /min, 此時系統認為的傳動比為10 000 ∶ 1 000 = 10 ∶ 1,即電機轉10 轉主軸轉1 轉。同時,3736 參數設置為4 095 (對應主軸最高轉速為10 000 r /min),此時執行“M03 S500”指令時要讓主軸轉速能達到500 r /min,電機必須達到5 000 r /min。由于實際上電機和主軸為同軸連接,傳動比為1 ∶ 1,所以系統顯示的主軸實際轉速為5 000 r /min,這就是說導致主軸實際轉速與指令轉速不一致的原因就是由于參數設置錯誤,沒有按照機床主軸機械傳動的實際情況設置參數。將3741 參數改為10 000則故障排除。
又如當4020 參數和3741 參數都設置為10 000,同時3736 參數設置為410 ( 對應主軸最高轉速為1 000 r /min),此時執行“M03 S1100”指令時系統顯示的主軸實際轉速并不是1 100 r /min,而是1 000r /min。這是由于3736 參數將主軸實際轉速限制在1 000 r /min 以下的原因。將3736 參數改為大于1 100則故障排除。
綜上所述,主軸實際轉速與指令轉速不一致的原因主要有兩點: (1) 4020 和3741 兩個參數的設置沒有體現主軸電機與主軸之間正確的傳動比,即這兩個參數的設置一定要參照實際的主軸機械傳動情況,計算出正確的傳動比后再進行相應設置; (2)要充分考慮3741 ~ 3744 各擋的最高轉速值,只有指令轉速在最高轉速之下時才能保證實際轉速等于指令轉速。
表2 實際轉速實驗數據
3 、結束語
以一臺FANUC 0I-MD 數控銑床主軸工作異常的情況展開分析,查找引發主軸故障的真正原因,再通過分析、實驗得出結論: (1) 除了硬件連接、電氣和機械部分故障原因外,系統參數不完整、PMC梯形圖參數缺失及參數設置不準確等原因都可以導致主軸不能正常工作; (2) 在進行主軸故障排除時,按照先電氣、再機械、最后系統的順序可以提高故
障的排查效率; (3) 在保證主軸參數正確完整后,還要對PMC 梯形圖參數進行查漏補缺,排除主軸不轉這一常見故障; (4) 4020、3741 ~ 3744 之間反映的是主軸電機與主軸各擋轉速間的傳動比關系,要根據電機型號、位置編碼器型號及機械傳動比等實際情況進行認真計算和賦值,不能隨意設置; (5)3736 參數值要大于程序中S 指令值,否則將出現S指令值被3736 參數中的主軸最高轉速所限制而出現指令轉速與實際轉速不一致的現象。以上5 點將為從事數控維修工作人員排除主軸方面的故障提供一定的借鑒和參考。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

