


淺談薄壁零件的加工
2016-7-26 來源:航宇救生裝備有限公司工裝分公司 作者:崔健
摘要:文章以典型薄壁零件在三軸機床上的加工為例,探討薄壁件在數控銑加工過程中存在的易變形、工件尺寸及表面粗糙度不易控制等技術問題,對加工難點要點進行分析,給出了工藝路線和加工方案,通過優化、完善夾具及裝夾方法,優化加工參數,優化加工工藝從而有效解決薄壁件的加工精度和批量加工的尺寸穩定的難題,為其它同類薄壁零件的加工提供借鑒。
關鍵詞:薄壁;裝夾;工藝方法;加工參數;變形
1、概述
在數控加工中,薄壁零件因其自身具有重量輕,節約材料,結構緊湊等特點在航空航天、通訊、國防等各個領域產品中得到了越來越廣泛的應用,而薄壁零件因其壁薄、剛性差、易變形加工困難也成了同時需要面對的棘手問題,由于薄壁零件自身的特點,在實際加工中不易達到設計的形位公差要求,其加工工藝較為繁復,編程、加工需要注意的細節較多,實際操作較為復雜。作者針對這類薄壁零件以曾經加工過的一批零件為例介紹薄壁件的加工方法、夾具使用、刀具選用、參數選擇及編程要點等。此零件使用MasterCAM 9.1編程,在FANUC 系統三軸機床上加工完成。數控加工薄壁零件時,零件因剛度不足引起的加工變形成為影響尺寸精度的主要矛盾。為了提高零件尺寸的穩定性,對于薄壁零件的加工必須從工藝安排、夾具設計、設備選擇、刀具選擇、加工參數選擇、程序編制等方面進行綜合考慮,以解決零件在反復裝夾后保證零件的加工精度的問題。下面通過具體實例來介紹薄壁件的加工。
2、實例零件加工
2.1 示例零件特點
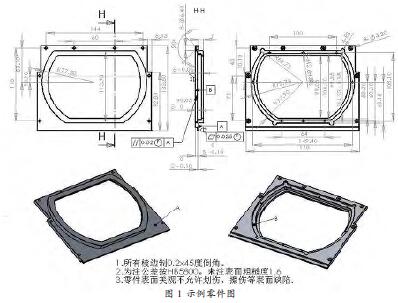
實例零件(如圖1)為不久前加工的某型號產品光學系統的前鏡頭板,共45 件,材料為LY12 鋁板,下料尺寸為185mm*130mm*15mm,轉入本工序時已經經過粗加工及時效工序,粗加工后余量為單面1.5mm, 零件變形較大約為1mm -1.8mm。
從圖1 中可以看出,零件形狀并不復雜,多為平面、臺階,但零件外形尺寸較大,由于中部為D 形空腔,其有效截面積很小,并且截面面積變化較大不均勻。對于數控加工來說,此零件的尺寸公差較大,除注意選擇合適的加工參數外,在編程上基本沒有什么難度。加工最困難的是相對于A 基準的平面度0.025mm、平行度0.02mm。零件由多個臺階組成加工任何一面都有可能因為零件變形造成平面度超差,由于工件較薄,剛性較差,所有面都需要加工,工步多,一般情況下這樣的零件僅控制平面度就比較困難,而此零件需要在多次裝夾后來控制兩面平行就更加困難。
2.2 加工工藝分析
通過對工件結構及其加工難點的分析,根據零件特點,制定加工工藝流程。此零件由于尺寸公差較大其加工難點主要的就是解決零件變形問題,而解決零件變形主要在于解決三點問題,第一解決零件應力釋放問題,第二解決裝夾問題,第三解決切削力問題。
2.2.1 零件應力的釋放
一般情況下零件釋放應力有兩種途徑,即時效和加工釋放。時效包括自然時效和人工時效,而時效本身的特點決定了其不適于在精加工過程中進行,而且零件已經經過人工時效,所以在這里不討論時效應力釋放問題。
對于應力的加工釋放其實就是通過不斷的分層次加工使其應力得到重新分布并達到平衡進而控制變形。通過實驗可以知道,對于易變形件的加工可以通過多次的均勻小余量切削使其變形逐漸減小直至達到加工要求。
因此加工分為三大步:粗加工、半精加工、精加工。
2.2.2 裝夾問題
由于零件壁薄不易定位、裝夾,很容易變形,如果采用通用夾具來裝夾工件和切削加工,將難以控制零件的變形,很難達到技術要求,提高了裝夾和加工難度。而由于零件毛坯的變形較大所以第一步只能使用通用夾具重新建立粗基準,建立基準后此零件多數工步將采用夾具裝夾。由零件的特點可知其形狀變形主要為平面彎曲、扭曲,對薄壁外周邊影響較小,所以夾具將采用零件外周邊定位方式,粗加工時零件壓緊使用小壓板輕壓,半精加工時切削力相對較小視情況可使用小壓板手擰輕壓或在夾具底面加固體油脂使其產生粘滯力帶緊零件,精加工時由于切削力極小可以不使用壓板壓緊,而使用夾具小配合間隙時產生的阻尼力夾緊零件。
2.2.3 切削力問題
由于高速加工的切削力小,對加工剛性較差零件減少了變形。高速加工的切削熱小,零件不會由于溫升導致翹曲或膨脹變形。高速加工的切削震動小,保證了較好的加工狀態,降低了零件裝夾壓緊力,減小了變形。高速加工刀具與工件間的摩擦小,切削破壞層變薄,殘余應力小,從而降低變形。所以切削時為防止切削力過大將采用高速小吃刀高速加工所以發熱及磨損很小可以忽略,僅僅要注意冷卻潤滑方式以防止切削瘤的產生。所以解決切削力問題主要在于選擇合適刀具及合理的切削參數。
2.2.3.1 刀具的選擇。切削時為防止切削力過大講采用高速小吃刀加工,所以需要采用耐磨比較好的刀具,且為了切削穩定使用四刃刀具,這里選用聚晶氮化硼涂層的30 度四刃整體硬質合金立銑刀。粗加工考慮切削效率及切削穩定選用直徑6mm 立銑刀,半精加工時由于進刀量及切深減小為降低抗力及振動選用直徑5mm 立銑刀,精加工時進一步降低切削力及考慮最小凹角問題選用直徑4mm 立銑刀。(鉆孔攻絲參數在此不做說明)
2.2.3.2 切削參數的選擇。切削參數的合理選用,對切削過程的穩定性,刀具的耐用度等有很重要的作用。為了減低切削力在機床允許的情況下將使用高速切削,高速切削最大的優勢并不在于速度、進給速度的提高所導致的效率提高,而是由于采用了更高的切削速度和進給速度,允許采用較小的切削用量進行加工。由于切削用量的降低切削力和切削熱隨之下降,工藝系統變形減小,可以避免銑削顫振。由機械制造原理可知任何的刀具刃口都不可能做成絕對的尖部,都存在刃口圓弧,在切削時由于圓弧的存在其切削力分為幾個方向,如圖2 所示。
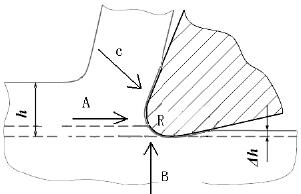
圖2 切削分力
由圖2 中可以看出,當刀具切削時由于刃口圓弧的存在切削力將有三個分力,當切深h 遠大于刃口圓弧半徑R 時,C 向力大于B向力,刀具將會將零件抬離夾具,而當切深h 小于等于刃口圓弧半徑R 時,C 向力小于B 向力,刀具將會將零件壓緊夾具。據此在零件精加工及修光時一般選擇的切深等于刃口圓弧半徑此時切削最穩定,震動最小,切削力最小。由于有刀具的壓緊力所以精加工及修光時可以不壓緊零件僅靠夾具的摩擦力加工,要注意的僅僅是防止零件底面不貼合夾具引起震動。
根據刀具廠商提供的參數范圍選用較高速度,具體參數如表1。
表1 銑刀切削參數

轉速及進給可根據實際切削情況用倍率旋鈕調整。側面切深指使用側齒切削時的軸向切削深度,底面切深指使用底齒切削時的軸向切削深度,一般情況下側齒的切削寬度不大于刀具直徑的十五分之一一般取直徑的二十分之一,底齒切削寬度不大于直徑的四分之三一般取直徑的三分之二到直徑的一半。
2.2.3.3 冷卻潤滑。由于零件為鋁件且刀具采用高速小吃刀加工所以發熱及磨損很小,所以僅需要注意防止積削瘤的產生。積屑瘤延伸到刃外,使得實際切削厚度增大,影響尺寸準確性。積屑瘤周期性增大脫落,可隨切屑排出或殘留在已加工面形成鱗片狀毛刺增大已加工表面粗糙度。積屑瘤未脫落時,起保護刀刃和減小前刀面磨損的作用,脫落時可能粘連刀具材料一起剝落而加快刀具失效影響刀具耐用度。在粗加工和半精加工時可采用油氣霧冷卻潤滑,以避免積削瘤的產生。精加工時由于切削量很小,且為了夾具清理方便可以單用汽冷。注意氣壓避免壓力過大將零件吹動,調整至吹走切削即可。
2.2.4 確定加工工藝
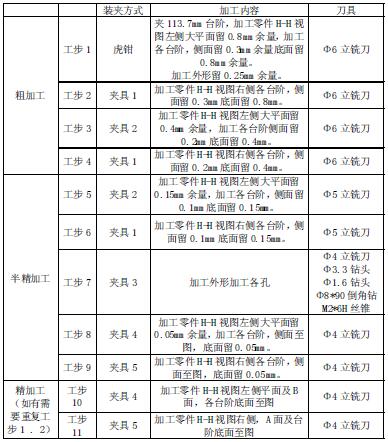
在解決零件變形主要三點問題,零件應力釋放、裝夾、切削力之后確定加工工藝流程。如表2 所示。
表2零件加工流程
(零件已加工完成期間經過的實驗工藝調整過程簡略)
2.3 零件的加工
下面工藝流程詳細說明加工及編程:加工分為三大步:粗加工、半精加工、精加工。整個加工步驟除孔加工外每兩個工步為一組,分別加工零件兩面。
2.3.1 粗加工
粗加工分為四個工步。第一工步使用機用精密平口鉗夾持H-H視圖右側臺階面,以零件A 面定位于鉗口,并在工作臺加裝輔助定位器,夾緊力要小,輕夾。第二工步由于外形基準及平面基準已經創建完畢,為防止虎鉗裝夾變形大則使用夾具裝夾(如圖4:夾具一),夾具側面多數空開小面積定位以免零件變形不好放入,由于零件有變形底面不能很好貼合,所以夾具使用小壓板輕壓,加工期間需換壓一次。第一第二工步由于零件變形,其粗基準不好,所以本工步主要是為了重建基準,只要大部分面見光,加工完成后平面變形不大于0.5mm 即可。路徑編程盡量使用外形銑削注意進退刀,使用直徑6mm 銑刀。
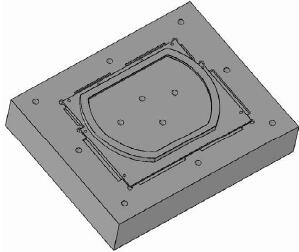
圖3 夾具一(零件安裝在夾具上)
第三,第四工步進一步提高零件平面度及兩面平行度,使其不大于0.2mm。其中第三步使用夾具二,如圖4:夾具二。路徑編程盡量使用外形銑削注意進退刀,使用直徑6mm 銑刀。
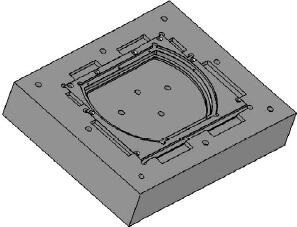
圖4 夾具二(零件安裝在夾具上)
2.3.2 半精加工
半精加工分為五個工步。第五第六工步進一步提高零件平面度及兩面平行度,使其不大于0.1mm。由于需要進一步降低切削力所以選用5mm 立銑刀加工。路徑編程盡量使用外形銑削注意進退刀,使用直徑5mm 銑刀。
第七工步為重建精確外形基準,且由于平面變形已經較小,且外形較薄變形對外形尺寸的影響也變小所以在這里外形尺寸133.5mm*170mm 至圖。為降低振動使用4mm 立銑刀,使用夾具三(如圖5:夾具三),夾具使用A 面及113.7mm 處臺階定位精加工外形至圖,同時將孔加工完成。
路徑編程盡量使用外形銑削注意進退刀,使用直徑4mm 銑刀。(鉆孔攻絲參數在此不做說明)
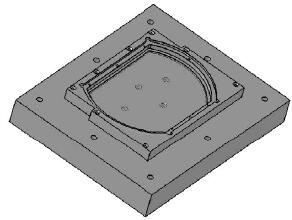
圖5 夾具三(零件安裝在夾具上)
第八第九工步進一步提高零件平面度及兩面平行度,使其必須小于0.05mm。由于需要進一步降低切削力所以選用4mm 立銑刀加工。且由于平面變形已經較小,變形對型腔尺寸的影響也變小所以在這兩步所有側面尺寸至圖。并且由于零件外形已經精加工,所以改用夾具四、夾具五(如圖6:夾具四、圖7:夾具五),并且此時壓緊力要非常輕。路徑編程盡量使用外形銑削注意進退刀,使用直徑4mm 銑刀。
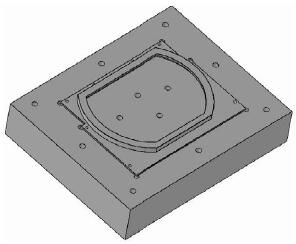
圖6 夾具四(零件安裝在夾具上)
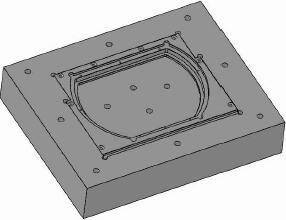
圖7 夾具五(零件安裝在夾具上)
2.3.3 精加工
精加工分為兩個工步。第十、第十一工步進一步提高零件平面度及兩面平行度,使其不大于0.02mm 達到圖紙要求,且深度尺寸盡量偏上差為部分零件返修留余量,并且要添加最后紋路修光步驟。精加工仍使用夾具四和夾具五,夾具使用時不再使用壓板壓緊,而是采用夾具阻力夾緊,情況不好可以使用油脂墊底,冷卻為空冷,不再加注油霧以免切削不穩定。更換零件時家具一定要清理干凈。
編程路徑使用外形銑削注意進退刀,使用直徑4mm 銑刀,最后一層0.02mm 修光時編程不使用進退刀采用直接下刀改善表面紋路。兩工步完成后檢測零件平面、平行度,如有超差重復精加工工步即可。
2.4 加工時注意事項
(1)隨時注意零件的切削狀態、刀具使用狀態、氣流壓力及零件震動情況及時調整參數或更換刀具。(2)根據切削表面粗糙度變化調整油霧濃度。(3)裝夾時一定要注意力量不能過大。(4)清理夾具一定要仔細,不能有殘留細切削。(5)安全生產,佩戴防護用具。
3、結束語
通過以上方法加工后的零件達到圖紙要求。這些加工方法都是從實踐中獲得,在現在的加工中得到了應用,利用這些方法可以有效地解決這類薄壁零件在加工中遇到的問題,這些方法只是解決方法的一部分,其他更有效的方法還有待總結和發現。
參考文獻
[1]武凱.航空薄壁件加工變形分析與控制[D].南京航空航天大學,2002.
[2]何永強.薄壁件數控銑削加工切削力及變形誤差分析[D].西安工業大學,2008.
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

