


PID算法在微型數控銑床主軸轉速控制中的應用
2016-11-7 來源:四川大學制造科學與工程學院 作者:蔣滔 方輝 黃紀剛 董秀麗
摘要:P]D控制在工業領域應用廣泛。將PID用于微型數控銑床主軸電動機轉速控制時。由于機床加工過程中負載變化復雜,主軸轉速變化范圍較大,而普通PⅢ控制參數不能改變。這使得P]D控制的性能有一定的局限性。因此。對普通P]D控制進行了相應的改進。使得其在微型數控銑床主軸轉速控制中的性能有所提高。并通過實驗驗證了相關技術的實用性。
關鍵詞:微型數控銑床;主軸轉速,IPID控制;優化
在銑削加工過程中,負載的變化將在一定程度上導致主軸轉速失穩,尤其是在加工具有高硬度的材料時,切削力變化更加明顯,這將導致主軸轉速有明顯的波動;同時,在銑床起停或者轉速變化范圍比較大時,普通PID控制很容易產生積分飽和現象;此外,銑床加工環境中存在的各種干擾信號也將直接影響銑床主軸控制系統的性能。因此,利用普通PID方法進行數控加工設備主軸轉速控制時,可能使控制系統的性能難以達到預期效果。本文介紹了一種對普通PID控制的改進方法,使PID控制能較好地應用在桌面銑床主軸轉速控制系統中。
1. 無刷直流電動機優點及其數學模型
無刷直流電動機與有刷直流電動機的不同之處在于其采用了電子換向裝置替代了有刷直流電動機的機械換向裝置,克服了有刷直流電動機機械換向帶來的一系列缺點。但無刷直流電動機保留了有刷直流電動機寬廣、平滑的優良調速性能。同時,無刷直流電動機具有轉矩高、過載能力強、運行效率高和調速性能好等優點,所以,本文所設計的微型數控銑床主軸電動機選用三相無刷直流電動機。
忽略無刷直流電動機換向時間以及渦流、磁損耗等因素影響;假設逆變電路元件具有理想開關特性,以無刷直流電動機的電樞電壓作為輸入量,轉速作為輸出量,電動機電壓的平衡方程如式(1)所示,電動機轉矩平衡方程如式(2)、(3)所示。
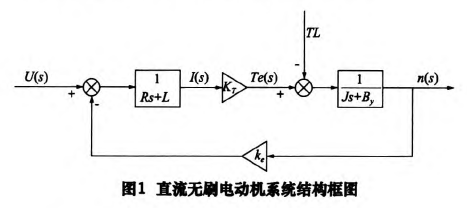
式(2)中:u為電樞電壓;,為電樞電流;L為電樞電感;R為電樞電阻;后。為電動機反電勢系數;t't為電動機轉速;Te為電磁轉矩;‘,為電動機轉子轉動慣量;TL為負載力矩;B。為粘滯摩擦系數;巧為電動機轉矩系數。對上述式(1)、(2)、(3)進行Laplace變換可得直流無刷電動機的系統結構框圖如圖1所示。
2.數字增量PID控制
PID控制器即比例、積分、微分控制,是根據系統輸出信號與輸入信號的偏差來對控制系統進行調節的一種方法,是控制系統中應用最為廣泛、技術最成熟的一種控制規律,其基本算式為:

式中:“(t)為PID控制器的輸出量;e(t)為偏差信號;砟為PID控制器的比例系數;I為PID控制器的積分常數;瓦為PID控制器的微分常數。
隨著rr產業的不斷發展,雖然處理器芯片種類繁多,但是各種處理器芯片都是基于采樣的控制形式,處理的數據只能是數字量,不能像模擬控制器那樣進行連續控制。因此,基于處理器芯片來設計數控機床主軸轉速控制系統時,必須對PID算式進行離散化處理。以r為采樣周期,K為采樣序號,用求和替代積分,增量替代微分得數字PID算式如式(5)所示。
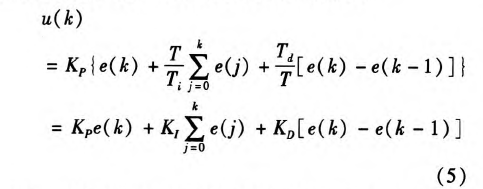
式中:u(k)為第k次采樣時刻的輸出;e(k)為第k次采樣時刻的偏差;墨為積分系數,Kr=Ke彤t;%為微分系數,Ko=KpL/T。
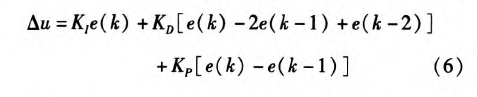
式(5)是PID控制的離散化表達式,可以直接由處理器芯片編程實現,但是表達式中存在累加求和項,隨著采樣序號增加,累加次數增多、數據量大,需要占用處理器芯片上很大的資源,不僅導致處理器計算時間增加、影響控制精度,而且會增加控制器成本。因此,在實際應用中采用PID數字增量算式用于編程實現,其表達形式如式(6)所示。
3. PID控制原理在微型數控銑床主軸轉速控制中的改進
隨著制造業的不斷發展,傳統數控機床逐漸向高速、高精度方向發展,若用傳統數控機床進行普通精度的工件加工和數控操作人員培訓顯然會導致資源浪費。因此,研究和開發微型數控機床能有效地滿足多元化的需求。同時,微型數控機床是一個機、電高度集成的機電一體化產品,其尺寸小、成本低、功能齊全,為相應的控制系統研究和開發提供了一個良好的實驗平臺。
微型數控銑床在加工過程中,主軸轉速的穩定性將直接影響加工工件的表面質量,而影響主軸轉速變化的因素有負載變化、加工工藝參數變化以及加工材料內部組織結構的變化,這些導致主軸轉速波動的因素都是隨機的,速度變化范圍的大小也是不同的,為確保銑床主軸轉速相對穩定,應使主軸轉速控制器具有調節時間短、調節范圍廣、抗干擾能力強等特點。在PID控制中,比例項主要影響系統的調節時間、積分項主要影響系統靜態誤差、微分項主要影響系統的動態性能。因此,結合銑床主軸轉速的影響因素和PID控制的特點,對普通PID控制進行如下改進,從而用于桌面銑床主軸轉速控制系統中。
(1)比例項影響系統響應速度,當主軸轉速偏差較大時,我們希望增大比例項的作用,使轉速調節時間減小。因此,在比例項加上比例系數控制因子K。e(k),使得比例項為式(7)所示。由表達式(7)可知,比例項系數會根據主軸轉速偏差的不同而進行微調,這將使在轉速偏差較大情況下比例項的作用增強,從而使調整時間減小。
其中:耳,是通過PID參數整定方法得出的比例參數;&為比例系數控制因子系數。
(2)積分項可減小系統的靜態誤差。由式(5)可知,積分項在PID控制中的實現是對轉速偏差進行累計疊加,當主軸無刷直流電動機在起停或者大幅調速時,在短時間產生較大的偏差,需要較長時間才能消除,這容易使控制系統產生積分飽和現象。因此,使用變速積分來替代普通積分項,設系數九e(k)]為e(k)的函數,其表達式如式(8)所示,變速積分項表達式如式(9)所示。由表達式可知,變速積分項的作用效果隨著偏差的變化而改變,當偏差較大時,積分項作用減弱,甚至消失,這較好地避免了積分飽和現象的產生,同時又不影響積分項對系統靜態誤差的調整。
(3)微分項可提高系統的動態特性;但同時由于微分作用,微分項對干擾特別敏感。微型數控銑床加工過程中,干擾源復雜,為提高系統的抗干擾能力,在微分項加上一個慣性環節得到不完全微分項,經離散化表達式如式(10)所示。由表達式可知,不完全微分項相當于在普通微分項的基礎上加上了一個低通濾波器,因此提高系統抗干擾能力。
綜上所述,改進后的PID算法如式(11)所示。根據理論分析,改進后的PID控制用于微型數控銑床主軸轉速控制的效果比普通PID控制要好。
4.實驗分析
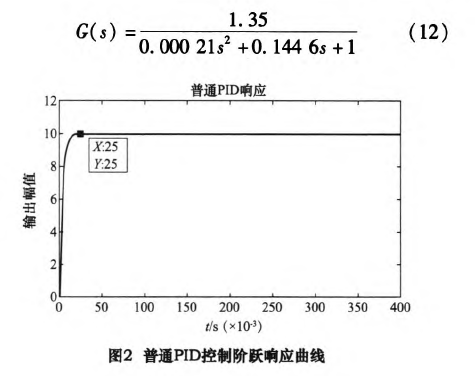
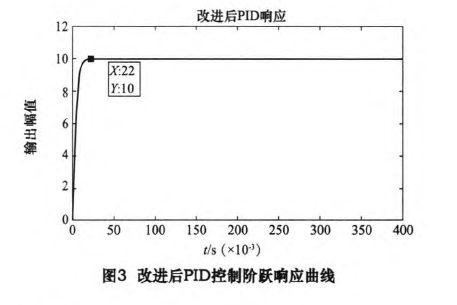
為驗證改進后的PID控制比普通PID控制的調整時間短,分別對兩種算法進行階躍響應實驗。根據圖1所示的無刷直流電動機系統結構框圖,代人無刷直流電動機參數可以得到無刷直流電動機的傳遞函數為式(12),對無刷直流電動機傳遞函數采用Ziegler—Nichols整定方法得出PID控制參數,設采樣時間T=0.001 s,在同一組PID參數作用下,使用普通PID控制的銑床主軸電動機和改進后的PID控制的銑床主軸電動機階躍響應輸出曲線如圖2、圖3所示。從實驗結果來看,普通PID控制與改進之后的PID控制的穩態誤差幾乎沒有差別,但是,普通PID控制達到穩態所需時間為0.025 S;而改進后的PID控制達到穩態所需的時間為0.022 s,在調整時間上,改進后的PID控制比普通PID控制的效果好一些,這說明對普通PID控制在比例項的改進是有效的。
5.結語
PID是工業中應用最廣泛、技術最成熟的一種控制算法,但是,在不同的工業環境和不同的控制系統中,PID表現出的控制效果也是有差別的。在使用PID設計控制系統時,我們需要根據控制系統自身的特點對PID進行相應的改變,使得它在我們設計的控制系統中作用效果更好。本文就是利用這種思想,結合微型數控銑床加工過程的特點,對用于銑床主軸電動機的PID算法進行了一些改進,使其在這種特定的工作環境中取得了較為良好的效果。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

