


提高龍門鏜銑床橫粱導軌直線度的方法研究
2017-1-11 來源:齊齊哈爾大學機電工程學院 作者:包麗 張洪軍
摘要:橫梁導軌是龍門鏜銑床重要的支撐部件,其直線度精度直接影響工件的加工精度。針對龍門鏜銑床長時間運行后橫梁導軌直線度精度降低的問題,依托有限元技術。從橫梁結構和現場裝配工藝兩個角度提出解決方案。從橫梁結構上改進來提高抗彎剛度,從工藝上調整立柱的地腳螺栓處墊鐵。通過橫梁導軌變形量試驗,結構和工藝都改進后的橫梁導軌直線度提高超過50%,說明改進方法對提高橫梁導軌直線度有明顯作用。
關鍵詞:龍門銑鏜床;有限元分析;直線度;結構改進;墊鐵
龍門鏜銑床具有高精度特性,在加工結構復雜的模具、板盤、箱體及凸輪等各類工件中發揮著重大作用。但是當其重要支撐部件橫梁導軌的直線度誤差超過設計精度時,就會使得零件的輪廓誤差和位置誤差都超差,大大降低加工工件的質量,因此需要對提高橫梁導軌直線度精度的方法展開研究。從現有文獻來看,韓麗娟等對某型數控車床的導軌直線度及其測量過程進行了研究,并編寫了直線度誤差測量程序,但沒有從結構和工藝角度對提高橫梁直線度的方案進行討論;寧延平舊。等對國內外高精度直線度的各種測量方案進行了詳細的對比分析,但未針對龍門鏜銑床的橫梁導軌直線度進行研究。現有報道多見對直線度測量及數據處理的內容,未見對大型龍門銑床的橫梁導軌直線度提高方法的探討。
龍門鏜銑床裝配過程中容易出現工藝不當的問題,隨著使用時間的增長,其主要支撐部件如橫梁由于磨損、自身重力變形、撞擊變形等因素會使得導軌的直線度精度降低日J。要保證工件的加工精度就必須保證橫梁導軌的直線度精度。針對長時間運行后機床橫梁導軌直線度精度降低的問題,本文從橫梁導軌的結構和現場裝配工藝兩個方面進行研究。利用有限元分析技術,分別改進橫梁結構和裝配工藝來提高橫梁直線度精度:一在結構上提高橫梁的抗彎剛度;二是調整靠近橫梁導軌側的立柱上地腳螺栓處墊鐵。最后將改進結構和工藝后的橫梁導軌有限元仿真結果和現場試驗測試結果對比分析,提高直線度都達到了50%以上,證明改進方案是正確的。
1.有限元建模
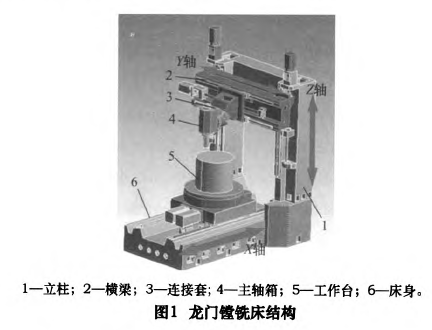
國產的某型龍門鏜銑床由床身、立柱、橫梁、主軸箱、工作臺等部件組成,如圖1所示。由于龍門鏜銑床幾何結構復雜,在建立有限元模型時,忽略掉所有細微復雜的幾何因素,只考慮起主導作用的因素來建立整機的簡化模型。4。j。采用Pro/E軟件先將各部件建立三維實體模型并裝配得到整機模型,導人ANSYS的Work—bench應用平臺,設置機床的材料屬性∞。o。其中立柱的材料為HT250,楊氏模量為1.2 X 105 MPa,密度為7 210 kg/m3,泊松比0.22;橫梁等其他大件用Q235A,楊氏模量為2.1 X 105 MPa,密度為7 860 kg/m3,泊松比0.3。在結合面處將節點自由度完全耦合舊J,將床身、立柱、橫梁、連接梁和主軸箱等部件裝配,得到龍門鏜銑床整機的有限元模型。進行網格劃分時,采用SOLID 45單元對實體進行網格劃分,共有338 390個節點,142 169個單元,見圖2。
2.改進橫梁導軌結構
為提高橫梁導軌直線度,需要從結構上改變。其結構可以在內部改進,考慮到現有龍門鏜銑床橫梁結構已經成型,因此在橫梁外部進行改進。根據文獻[9]可知,橫梁在y向的抗彎剛度較低。由于其剛度是連續變化的,而橫梁中間沒有支撐點,其柔度較大。為增加其y軸的抗彎剛度,考慮到需要在原有橫梁的基礎上進行結構改進,提出一種結構改進方案如圖3。為避免主軸箱的加工行程受限,將矩形結構增加在原有橫梁上方來提高其在垂直面和水平面的剛度。對改進結構后的橫梁裝配體在重力作用下的變形進行有限元分析,得到結構改變后的主軸頭沿z向位移量見表1和圖4a,沿X向位移量見表2和圖4b。
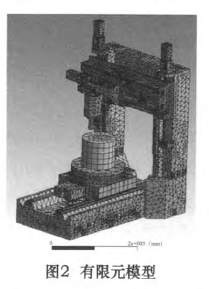
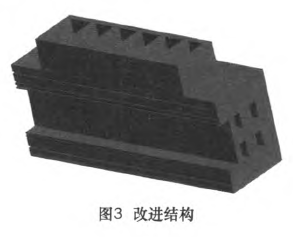
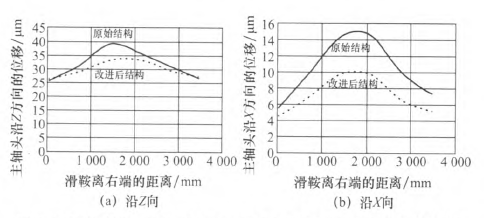
圖4原始和改進后結構兩種情況下主軸頭沿z向和坰位移的變化量
表1 結構改變前后主軸頭z向位移的變化
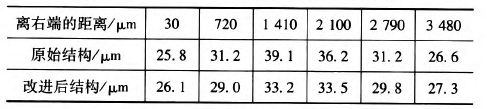
表2結構改變前后X向位移的變化
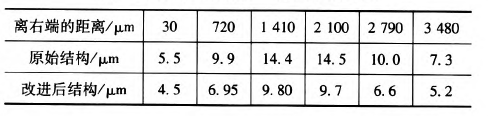
從表1、2的數據和圖4發現:(1)原始結構主軸頭沿z、x方向的位移變化值相對較大,其差值也相對較大,分別為:39.1—25.8=13.3斗m,14.5—5.5=9Ixm;(2)改進后的結構主軸頭沿z、x方向的位移變化值相對較小,其差值也相對較小,分別為:33.5—26.1=7.4 Ixm,9.8—4.5=5.3 txm;(3)改進的結構能使y軸橫梁在眩平面和XY平面內直線度變好,都提高了近50%。
3.改進裝配工藝
現場裝配工藝按照先部裝,再總裝的原則,先對橫梁進行部裝后,將橫梁與立柱進行裝配。在安裝調整好之后,對裝配工藝進行改進:通過調整立柱的地腳螺栓處可調墊鐵(靠近橫梁的導軌側),使其稍微調高一些,要根據有限元模型中橫梁及其主軸箱的重力來確定“調高”的這個量。這種做法可以改善滑鞍、主軸箱傾覆力矩對橫梁導軌直線度的影響,但主軸頭的位置可能會發生相對較大的位移,這樣會產生應力(主要是床身與立柱的連接螺栓處),對機床精度保持性可能產生影響。把調整墊鐵沿z方向調高0.03 mm的位移,再根據有限元分析計算主軸頭上在XY平面內沿x向的位移的變化值,得出變化值的系列值。得到表3和圖5。在變化的系列值找出最大值和最小值的差值,即對直線度的影響。
表3主軸頭上某固定點沿z向的位置變化值
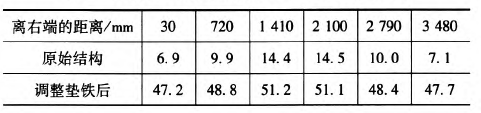
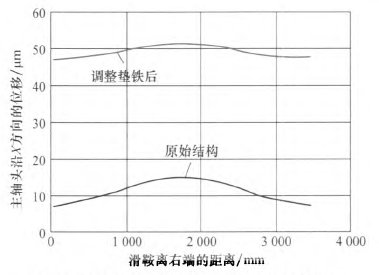
圖5兩種情況下主軸頭沿x方向位移的變化量
從表3的數據及圖5發現:(1)原始結構主軸頭沿x方向的位移變化值比較小,但是其差值相對較大,其大小為:14.5—6.9=7.6斗m;(2)地腳螺栓處墊鐵調整后主軸頭沿x方向的位移變化值比較大,但是其差值相對較小,其大小為:51.2—47.2=4斗m;(3)調整靠近滑鞍側地腳螺栓處墊鐵能使橫梁導軌直線度變好,提高了近50%。
4.試驗驗證
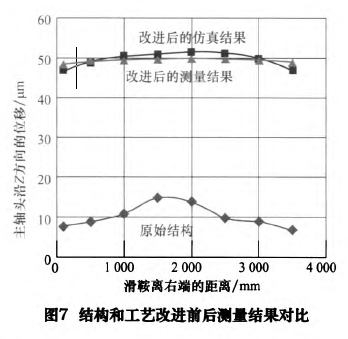
為檢驗結構和工藝改進后橫梁導軌直線度的變化,考慮到橫梁在Z向的變形量較大,因此進行了主要體現其z向位移變化的橫梁導軌變形量測量實驗,測量現場如圖6。橫梁在x向的位移可采用自準直儀法進行測量Ll 0|,文中不加詳述。將改進方案后的有限元仿真結果與試驗結果進行對比分析。通過對比改進方案前后主軸頭沿z向位移量,得到橫梁導軌的直線度數值。按照實際裝配情況將橫梁置于立柱上,以工作臺水平為基準,將千分表放置于滑枕下,以橫梁右端為起始點,得到方案改變前后主軸頭z向位移變化¨¨如圖7。由圖7發現:(1)試驗測量結果和有限元仿真結果吻合度較好,有限元仿真結果的位移差值(3.8斗m)比測量結果(2.6斗m)大;(2)測量結果中原始結構主軸頭沿z方向的位移變化值相對較大,其大小為:14.5—6.5=8(斗m);(3)方案改進后主軸頭沿z方向的位移比較大,但是其差值相對較小,其大小為:51.1—48.5=2.6(斗m);(3)方案改進后,有限元仿真結果和試驗測量結果顯示分別提高橫梁導軌直線度53%和67%。
5.結語
橫梁導軌直線度精度對加工件質量有著重大影響。對國產某型龍門鏜銑床進行實體建模和有限元網格劃分后,對橫梁導軌結構和裝配工藝分別進行改進后得到兩組仿真結果。結合橫梁導軌變形量測量試驗和總體方案改進后的仿真數據,得到如下結論:
(1)單獨將橫梁導軌外部結構進行改進后能使橫梁在XY和泫平面內直線度都提高近50%。
(2)通過調整靠近滑鞍側的地腳螺栓處墊鐵可以改善滑鞍、主軸箱傾覆力矩對橫梁導軌直線度的影響,但主軸頭的位置發生了相對較大的位移。但仍能使橫梁導軌直線度提高近50%。
(3)結構和工藝都改進后的方案有限元仿真結果與試驗得到的數據吻合度好,對橫梁導軌直線度分別提高53%和67%。說明了改進方案的正確性和有效性。
(4)在改進橫梁導軌直線度的兩種方法中,在保證機床整體剛度的前提下,可以優先考慮調節地腳螺栓處墊鐵的方案,但是調整地腳螺栓處墊鐵方法的通用性需要進一步探討。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

