


摘要:以萬能回轉(zhuǎn)銑床平臺作為特定的加工系統(tǒng)物理模型,借助于介尺度范疇能量理論和介尺度范疇特征建立介尺度范疇能量方程式,提出了不穩(wěn)定是由多因素決定的,而且各因素的影響是變化且相互轉(zhuǎn)化的,通過因素轉(zhuǎn)化機(jī)制可以改變某一靈敏值,從而達(dá)到優(yōu)化和控制介尺度范疇能量N的目的。
關(guān)鍵詞:介尺度范疇;介尺度范疇特征;穩(wěn)定性診斷模型
引言
萬能回轉(zhuǎn)銑床平臺作為特定的加工系統(tǒng),可以完成萬能銑床應(yīng)有的全部功能,組成可分為萬能回轉(zhuǎn)銑床、夾具工裝、被加工部件、刀具、潤滑冷卻等,如圖1所示為萬能回轉(zhuǎn)銑床平臺加工系統(tǒng)。

圖1 萬能回轉(zhuǎn)銑床平臺加工系統(tǒng)
系統(tǒng)就單一組成部件而言其穩(wěn)定性不容質(zhì)疑,但是上述部件組合構(gòu)成具體的加工平臺,特別是針對不同被加工部件加工時(shí),系統(tǒng)是變動(dòng)的,穩(wěn)定性不確定且是動(dòng)態(tài)變化的、隨機(jī)的,不確定因素變得更敏感更廣泛,危害涉及多范圍領(lǐng)域:被加工工件質(zhì)量、銑床本身、夾具工裝、刀具以及系統(tǒng)所處空間范圍內(nèi)的人員和設(shè)備,而且這種危害是可以放大的。萬能
回轉(zhuǎn)銑床平臺系統(tǒng)作為整體需考慮自身的穩(wěn)定性和可控性,以可靠和安全生產(chǎn)為根本目的,以不穩(wěn)定診斷及判定為出發(fā)點(diǎn)。基于上述認(rèn)識筆者認(rèn)為必須建立穩(wěn)定性診斷模型,從理論上指導(dǎo)系統(tǒng)的穩(wěn)定性、可靠性和安全性運(yùn)行。
1 、系統(tǒng)原理
系統(tǒng)穩(wěn)定性診斷模型研究領(lǐng)域應(yīng)屬于介尺度范疇或混沌邊緣度范疇。介尺度范疇特征是新系統(tǒng)即將取代舊系統(tǒng)但是新系統(tǒng)還沒有出現(xiàn),舊系統(tǒng)即將崩潰或質(zhì)變但是新系統(tǒng)還沒有建立,舊系統(tǒng)和新系統(tǒng)特征均有,但是主導(dǎo)方既不是舊系統(tǒng)也不是新系統(tǒng)[1],各類臨界態(tài)此消彼長,但是系統(tǒng)穩(wěn)定性表征是受多因素影響的。以圖1所示萬能回轉(zhuǎn)銑床平臺加工系統(tǒng)為例分析這一動(dòng)態(tài)進(jìn)程可知,萬能回轉(zhuǎn)銑床本身決定了加工進(jìn)刀量、轉(zhuǎn)速等因素,外來應(yīng)力F 主要由它決定;夾具工裝決定了加工過程中的剛度,震動(dòng)、噪音W 的決定力量來自于夾具工裝部件;被加工部件材質(zhì)、形狀,刀具的形狀、轉(zhuǎn)速、進(jìn)刀量決定了加工過程中的摩擦力f,由摩擦力f決定了工件加工溫度T,由摩擦力f、工件加工溫度T 以被加工工件結(jié)構(gòu)特征M 決定了系統(tǒng)內(nèi)耗E;加工工件結(jié)構(gòu)變形量M 是系統(tǒng)不穩(wěn)定性特征值之一,影響因素多樣可變不恒定是基本特征。萬能回轉(zhuǎn)銑床平臺加工過程中決定的系統(tǒng)不確定值即介尺度范疇特征X,該值僅在介尺度范疇起作用,且該值主要表示不穩(wěn)定瞬態(tài)能量釋放走向。
作為以穩(wěn)定性診斷模型建立基礎(chǔ)為介尺度范疇下的能量理論,介尺度范疇下能量的轉(zhuǎn)化及流向已與原系統(tǒng)能量流向發(fā)生質(zhì)的變化,新的系統(tǒng)決定了能量的聚集和釋放效應(yīng)均為新過程,新過程的能量的聚集和釋放效應(yīng)是以系統(tǒng)尺度的變化為基礎(chǔ),隨著過程的進(jìn)一步變化達(dá)到一種狀態(tài),有小的干擾也會(huì)對原系統(tǒng)產(chǎn)生不穩(wěn)定或?yàn)?zāi)變,能量的走向是不穩(wěn)定的根本原因。基于以上分析可以知道不穩(wěn)定是由多因素決定的,而且因素的影響是變化的、因素是相互轉(zhuǎn)化的,系統(tǒng)的動(dòng)態(tài)變化是由系統(tǒng)內(nèi)部各組成部分間的相互作用產(chǎn)生的,而不是由任何外界因素控制或主導(dǎo)所致,這是一個(gè)減熵有序化的過程;介尺度范疇能量N 與介尺度范疇特征X 及外來應(yīng)力F、震動(dòng)、噪音W、系統(tǒng)內(nèi)耗E、被加工工件結(jié)構(gòu)變形量M、時(shí)間T 之間存在以下函數(shù):
N =Y(X,F,W ,E,M,T)
由X,F,W,E,M,T 相互作用,使得系統(tǒng)向自組織臨界狀態(tài)發(fā)展;當(dāng)系統(tǒng)達(dá)到這種狀態(tài)時(shí),即使是很小的干擾事件也可能引起系統(tǒng)一系列不穩(wěn)定。
時(shí)間T 延長,單位時(shí)間內(nèi)系統(tǒng)內(nèi)耗E 就會(huì)大幅降低,介尺度范疇特征X,外來應(yīng)力F、震動(dòng)、噪音W 、被加工工件結(jié)構(gòu)變形量M 等也會(huì)同步降低,由上述因素決定的介尺度范疇能量N 也會(huì)大幅降低,由N 決定的不穩(wěn)定即災(zāi)變就不會(huì)發(fā)生。根據(jù)實(shí)踐測試被加工工件結(jié)構(gòu)變形量M 和時(shí)間T值靈敏度最高。
不穩(wěn)定是多因素決定的,而且因素的影響是變化的、因素是相互轉(zhuǎn)化的,由介尺度范疇能量N公式,我們可以通過改變介尺度范疇特征X 值來降低外來應(yīng)力F、震動(dòng)、噪音W 、被加工工件結(jié)構(gòu)變形量M 對介尺度范疇能量N 的影響權(quán)數(shù);同理通過改變外來應(yīng)力F 來降低介尺度范疇特征X、震動(dòng)、噪音W 、被加工工件結(jié)構(gòu)變形量M 對介尺度范疇能量N 的影響權(quán)數(shù);同理通過改變被加工工件結(jié)構(gòu)變形量M,來降低介尺度范疇特征X、震動(dòng)、噪音W 、外來應(yīng)力F 對介尺度范疇能量N 的影響權(quán)數(shù);簡而言之,震動(dòng)、噪音W 大時(shí),通過降低震動(dòng)、噪音即可以避免災(zāi)變發(fā)生。
2 、系統(tǒng)應(yīng)用
1)工件安裝為懸臂梁時(shí),懸臂大于50mm。這反映在工件質(zhì)量上,大于50mm 質(zhì)量沒有保障,加工精度2絲的誤差不能保證,圖2為加工質(zhì)量圖。

圖2 加工質(zhì)量圖
加工刀具上直徑為12mm的鍵銑刀跳動(dòng)大不能使用;整個(gè)加工過程震動(dòng)噪音很大;直徑為6mm的加長銑刀,加工過程中折斷2支,圖3為銑刀折斷圖;直徑為50mm端面銑刀過度磨損,見圖4端面銑刀過度磨損圖。
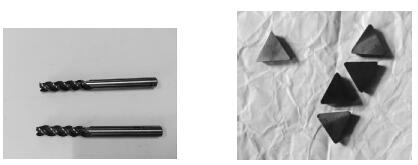
圖3 銑刀折斷圖 圖4 端面銑刀過度磨損圖
修正調(diào)整后,當(dāng)工件安裝為懸臂梁,懸臂不大于30mm時(shí),加工精度在2絲誤差之內(nèi);在剛度較好的條件下,直徑為6mm 的加長銑刀工作壽命100h;直徑為50mm端面銑刀工作壽命為40h。工件安裝為懸臂梁時(shí)懸臂大于50mm,決定了加工工件結(jié)構(gòu)變形量M 數(shù)值較大,這樣系統(tǒng)極易滿足介尺度范疇,介尺度范疇特征X 數(shù)值靈敏度較高,所以加工過程不穩(wěn)定顯現(xiàn)特別明顯:質(zhì)量沒有保障、銑刀折斷、端面銑刀過度磨損圖、鍵銑刀跳動(dòng)大不能使用、加工過程震動(dòng)噪音大。
2)銑床平口鉗剛度對加工過程的影響評價(jià)。
如圖5所示為剛度差別較大的兩個(gè)銑床加工用銑床平口鉗,剛性較好的銑床平口鉗與較差的銑床平口鉗相比,工作效率高3倍,銑刀壽命普遍延長,加工工件質(zhì)量一致性較好。
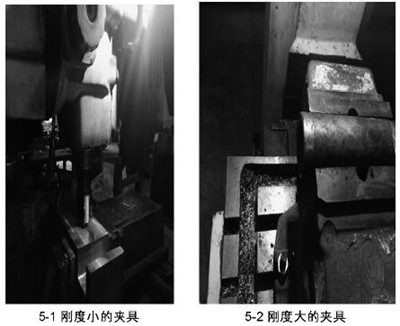
圖5 不同剛度銑床平口鉗加工質(zhì)量工效比較
3、 結(jié)語
基于萬能回轉(zhuǎn)銑床平臺加工工件過程中穩(wěn)定性診斷模型的建立,為安全生產(chǎn)、優(yōu)化工裝設(shè)備、有效提高生產(chǎn)效率和產(chǎn)品質(zhì)量提供了理論基礎(chǔ),質(zhì)量和高效生產(chǎn)不矛盾,工裝設(shè)備是高效生產(chǎn)的有效手段,介尺度范疇能量N 與介尺度范疇特征X 及外來應(yīng)力F、震動(dòng)、噪音W 、系統(tǒng)內(nèi)耗E、被加工工件結(jié)構(gòu)變形量M、時(shí)間T 之間存在函數(shù):N=Y(X,F,W ,E,M,T)。不穩(wěn)定是多因素決定的,而且因素的影響是變化的、因素是相互轉(zhuǎn)化的,通過因素轉(zhuǎn)化機(jī)制可以改變某一靈敏值而達(dá)到優(yōu)化和控制介尺度范疇能量N 的目的,從而避免災(zāi)變發(fā)生,實(shí)現(xiàn)安全高效生產(chǎn)。
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com

查")
- 2025年1月 新能源汽車銷量情況
- 2024年12月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年12月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年12月 軸承出口情況
- 2024年12月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年12月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數(shù)據(jù)
- 機(jī)械加工過程圖示
- 判斷一臺加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢
- 國產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別